Burnishing is defined as a low-cost chipless finishing process, which can be effectively used to improve the surface roughness and surface micro hardness. The present paper presents a review on “Process Parameters and uses of the Roller Burnishing Process”. A roller tool is used to perform the roller burnishing process using different process parameters, which can be optimized to improve the surface roughness and hardness, resulting in the improvement of certain physical and mechanical properties, such as corrosion, wear, fatigue resistance, etc. Roller burnishing is an economical process as it doesn't require skilled operators. The present paper is a review of the different techniques, which has been used recently.
With changing trends in the manufacturing industry, special attention is given on surface finish along with dimensional accuracy and tight geometrical tolerances. Burnishing comes in mind as one of the popular finishing process, because it is completely chipless as compared to other finishing processes such as, grinding, honing, etc. Burnishing is a simple and effective finishing process for the improvement of surface properties such as, surface finish, surface micro hardness, fatigue resistance, etc. Burnishing has been typically been categorized into two types viz. ball burnishing and roller burnishing (Kamble et al., 2012).
Roller burnishing is a method of cold working the metallic surface in order to induce compressive residual stresses and enhance surface roughness qualities. In roller burnishing process, the pressure exerted by the rollers exceeds the yield point of the workpiece at the point of contact, which results in small plastic deformation of the surface structure of the workpiece. All machined surfaces consist of a network of peaks and valleys, which are not regular in height and spacing. Roller burnishing creates plastic deformation, which displaces the material from the peaks of workpiece, by means of cold work under pressure into the valleys resulting in mirror-like finish with a tough, work hardened, wear and corrosion resistant work surface (Hassan, A.M., 1997).
In the roller burnishing, which is a cold rolling and finishing operation, there is no metal removal. A precise burnishing roller is used to roll on the work surface with adequate amount of pressure. Due to this, all the peaks get compressed into valleys resulting in a mirror-like surface finish of the work surface. The surface of metal parts which are worked using turning, reaming or boring operations result in “projection or peaks” and “indentation or valley”, when examined microscopically. The roller burnishing helps in compressing the “Projection” (Peaks) into the “Indentation” (Valley). The roller burnishing process comprises of hardened rollers, which are guided over the workpiece with pressure and the surface peaks are displaced into the boundary layers. The material flow will take place from the areas of high compressive stress (peaks) to zones with less stresses, and in doing so, it fills up the valleys from below. This process is illustrated in Figure 1 and Figure 2.
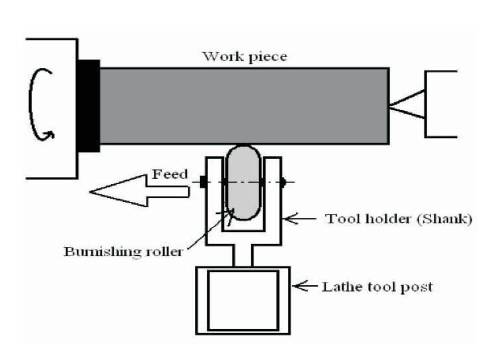
Figure 1. Schematic Representation of Roller Burnishing Process
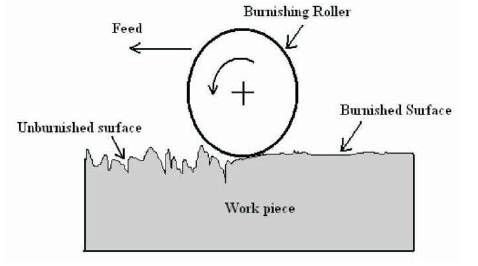
Figure 2. Mechanism of Roller Burnishing
Khabeery and Axir, have developed the experimental techniques for studying the influence of orthogonal burnishing parameters on surface characteristics for various materials. The materials used for the experimental work were 2014 aluminum alloy, brass and three grades of carbon steel materials; namely, A387, garde II; A285, grade C and A455, type I; respectively. To carry out the experimental work, four input parameters were used, namely: burnishing speed, depth of penetration, burnishing time, and initial hardness of the workpiece materials. Three response parameters were selected, namely: Out-of-roundness, reduction in diameter and surface micro hardness; respectively. It was found that, increase in burnishing speed of more than 1.5 m/s resulted in a considerable increase in out-of-roundness. The best results for surface micro hardness were obtained at low depth of penetration, with high burnishing time or with high depth of penetration with low, initial hardness of material (Khabeery & Axir, 2002).
Yinggang Tian and Yung C. Shin, have investigated a new hybrid burnishing process i.e. Laser Assisted Burnishing (LAB), performed on very hard materials, which were very difficult to finish using conventional burnishing process. In this process, at first a stong beam of laser was made to fall on the work surface and then, burnishing was done using a roller tool. For conducting the experiment, two alloy steel materials were used i.e. MP35N and AISI 4140 respectively. It was found that, LAB reduced the ratio of feed force to normal force, Ff / Fn , which resulted in less tool wear as compared to conventional burnishing at same burnishing force. LAB also resulted in generation of large compressive residual stresses on the work surface as compared to conventional counterpart (Yinggang Tin & Yung C. Shin, 2006).
Stoic et al., have investigated on the machining efficiency of 34CrMo4 steel, using roller burnishing process. The experimental results showed that, all smoothing outputs could be detected in all regimes. The measured data on surface roughness before and after roller burnishing process had been compared. It was found that surface roughness was significantly lower after roller burnishing. Experimental results and numerical modeling of roller burnishing offered great potential in improving the efficiency and part's quality (Stoic et al, 2010).
Tayeb et al., have developed a simple burnishing tool, with interchangeable adapter for ball and rollers. They fabricated the tool to perform roller burnishing processes on Aluminium 6061 alloy under different parameters and different burnishing orientations. The impact of burnishing speed, force and burnishing tool dimensions on the surface qualities and tribological properties were investigated. It was found that, burnishing speed of 330 rpm and burnishing force of 212 N was capable of improving surface roughness as much as to about 40%; however, an increase in the roller contact width led to less improvement in the surface roughness. In tribo test, burnished surface using small rollers produced the lowest friction coefficient under dry contact condition. A substantial decrease in the friction coefficient and weight loss was obtained under lubricated contact condition; furthermore, a 46% reduction in the friction coefficient was obtained, when sliding took place in parallel direction to that of burnishing orientation. These findings were further supplemented by SEM (Scanning Electron Microscope) photomicrographs of tested surfaces (Tayeb et al., 2007).
Jawalkar et al., have conducted experiments to find optimized values for enhancing the surface quality and hardness economically, in the roller burnishing process. They have considered the input parameters as spindle speed, tool feed, number of passes and lubricants. The surface roughness and micro hardness were the main response variables (outputs). The commonly used industrial material EN-8 was selected as a workpiece for experimental purpose. Taguchi's standard L9 orthogonal array was used for the design of experiments. ANOVA analysis was applied to find out the most significant roller burnishing process parameters. It was concluded that, the number of passes, feed and spindle speed contributed maximum for the surface roughness in burnishing of EN-8 material. Number of passes and speed contributed maximum in improving the surface hardness of EN-8 because of the work hardening effect (Jawalkar et al., 2009).
M.H. El-Axir, O.M. Othman, A.M. Abodiena have studied on the inner surface finish of aluminum alloys by the ball burnishing process. They had used 8 mm carbon chromium steel ball material and aluminum alloy 2014 workpiece material and found that, from an initial roughness of about 4 μm, the specimen could be finished to a roughness average of 0.14 μm. As a result of this study, it was concluded that, an increase in internal ball burnishing speed led to a slight decrease in surface average roughness. They also found the following conclusions:
(i) Inner surface finishing of non-ferrous metals, which were difficult to grind with conventional grinding, could be finished successfully using the proposed internal ball burnishing tool. The technique was simple, easy to be applied and was very economical;
(ii) Second-order surface profile parameters prediction models had been developed. The analysis of variance had indicated that, these models were sufficient for the experimental results obtained;
(iii) An increase in internal ball burnishing speed led to a decrease in surface average roughness slightly;
(iv) The best results for average roughness were obtained, when high depth of penetration was applied (El-Axir et al., 2008).
Nikunj Patel et al., have investigated the impact of burnishing speed, burnishing force and the number of passes of the tool on the surface quality and tribological properties. To determine the influence of each process parameter, several tests were carried out. Taguchi's design of experiments was employed to conduct the experiments. ANOVA is applied with the aim to find the optimized value for enhancing the surface quality and hardness economically. For the experiments purpose, Al alloy 6351- T6 was selected as a workpiece material. After the experimental work and analysis, they have concluded that, the surface finish increases with increase in the speed and decreases with increase in burnishing force. They have suggested that, the optimum roller burnishing parameters for aluminum 6351-T6 were the combination of the burnishing force 20 kgf, feed 0.50 mm/rev, number of passes 3 and burnishing speed 250 rpm respectively (Nikunj Patel et al., 2013).
Axir, has investigated roller burnishing using RSM (Response Surface Methodology) and took Steel-37 as work piece and a roller bearing having outside diameter of 22 mm and a width of 6 mm as tool. Using a feed rate of 0.1 mm/rev., depth of cut 0.2 mm and spindle speed of 600 rpm respectively, he observed that the spindle speed, burnishing force, burnishing feed and the number of passes have the most significant effect on both surface micro hardness and surface roughness. Recommended spindle speeds, that resulted in high surface micro hardness and good surface finish were in the range from 150 to 230 rpm and also the residual stress was maximum near the surface (Axir, 2000).
Ahuja et al., have worked on parametric analysis of combined turning and ball burnishing process by carrying out experiments based on 2³ factorial designs on turn master T-40 lathe. They studied the effect of combined turning and two ball burnishing parameters on the surface roughness and surface hardness of aluminum specimen. The results were analyzed by the variance technique and the F-test. It was found that lubricant, burnishing force, speed and feed had significant contribution towards surface roughness and surface hardness respectively (Ahuja et al., 2004).
Tadeusz Hryniewicz and Rokosz, have studied the corrosion behaviour of C-45 carbon steel after roller burnishing, through electrochemical investigation results of the corrosion rate, carried out by means of a method known as the Electrochemical Impedance Spectroscopy (EIS). Two different medias, based on sodium chloride as the corrosive agent, were applied for the electrochemical studies, with one of them containing 3% NaCl water solution, imitating the synthetic sea water environment. The electrochemical investigation results revealed the effect of burnishing operation on the corrosion resistance of the carbon steel, and it was found that, the corrosion rate decreased many times after roller burnishing of initially prepared surface having regular projections on it (Tadeusz Hryniewicz and Rokosz, 2005).
Taylan Altan et al., have worked on FEM (Finite Element Method) Modeling of roller burnishing process and proposed 2D FEM model for hard roller burnishing of aluminium alloys, that showed reasonable accuracy for residual stress predictions in both tangential and axial directions. Magnitudes and variations of residual stresses over the depths agree quite well with the experiments (Taylan Altan et al., 2006).
Thamizhmanii et al., have worked on multi-roller burnishing on non-ferrous metals, where burnishing process was carried on lathe and vertical/horizontal milling machines with suitable fixtures, to hold the work piece with various spindle rotations, feed rate and depth of penetration and it was identified that, surface roughness of non-ferrous metals improved with high spindle rotations, high feed rate and depth of penetration respectively (Thamizhmanii et al., 2007).
Thamizhmanii et al., have worked on surface roughness investigation and hardness by burnishing on titanium alloy, using a multi roller burnishing tool on square titanium alloy material, by designing various sliding speed/ spindle speed, feed rate and depth of penetration and concluded that, the roller burnishing was very useful process in improving surface roughness and hardness and can be employed to impart compressive stress and high fatigue life (Thamizhmanii et al., 2008).
Ravindra Babu et al., have worked on effects of internal roller burnishing on surface roughness and surface hardness of mild steel and observed that, in internal burnishing process, surface finish and surface roughness of mild steel workpiece increased with increase in burnishing speed, due to repeated deformation of surface irregularities and also it was found that, surface finish and surface hardness increases with burnishing speed up to an optimum value of (62 mm/min), and then decreases with further increase in speed (Ravindra Babu et al., 2008).
Binu C. Yeldose and B. Ramamoorthy, have presented their work on comparison of effect of coated and uncoated tin, by reactive magnetron sputtering on EN-31 rollers in burnishing, by varying process parameters such as, burnishing speed, feed, burnishing force, number of passes respectively, upon surface roughness of EN-24 workpiece. It was observed that, the performance of the tin-coated roller was superior to that of uncoated rollers in burnishing operation (Binu Yeldose and Ramamoorthy,2008).
Ubeidulla Al-Qawabeha et al., have performed their experiments on the influence of roller burnishing on surface properties and corrosion resistance in steel, and studied the influence of Rubidium (Rb) on corrosion resistance in A53 steel. It was found that, by increasing the applied force, the corresponding percentage improvements in corrosion resistance were found to be 12, 24, 28, 35 and 65 percent respectively, for 40, 60, 80, 100 and 120 N Rb pressing forces, respectively. Weight losses in general, resulted in an optimum value at about 80 N. Corrosion potential and corrosion current decreased with increasing pressing force and reached a minimum value at about 80 N (Ubeidulla Al- Qawabeha et al., 2009).
Klocke et al., have worked on FEA (Finite Element Analysis) of the roller burnishing process for different geometries, which were able to provide quantitative prediction of the residual stress state of roller burnished workpieces. These FEA models were verifiable through the comparison of calculated residual stress state with the experimental results of roller burnishing tests (Klocke et al., 2009a).
Klocke et al., have presented a work on influence of process and geometry parameters on the surface layer state after roller burnishing of IN718. In this work, they analyzed highly stressed components of modern aircraft engines, such as fan and compressor blades, those have to satisfy stringent requirements regarding durability and reliability. The induction of compressive residual stresses and strain hardening in the surface layer of these components had proven as a very promising method to significantly increase their fatigue resistance. The required surface layer properties were achieved by the roller burnishing process, which was characterized by high compressive residual stress, high strain hardening and excellent surface quality respectively (Klocke et al., 2009b).
Iolanda Elena Manole and Nagi, worked on feed rate influence on burnishing degree in ceramic ball burnishing process, by an experimental work that concerned the influence of the burnishing parameters on the processed surface quality. The experimental study involved analysis of the burnishing process on the chromium-alloyed steel workpiece, using different tool feed values and also different values for radius of the ball. The experimental work followed a complete factorial plan, that involved factors at different levels and evaluated the effect of different burnishing regimes on surface roughness and also developed an empirical relation, that could predict the surface roughness (Iolanda Elena Manole and Nagi, 2011).
Prafulla Chaudhari et al., have investigated micro and macro properties of ball burnished components and it was identified that, beside giving a good surface finish, burnishing process also increased micro hardness of the components, improved the fatigue life and wear resistance, respectively. Burnishing being a chip less finishing method, which employed a rolling tool, pressed against the workpiece, in order to achieve plastic deformation of the surface layer and the possibility of burnishing steel components with high hardness was proven (Prafulla Chaudhari et al., 2011).
Khalid. S. Rababa and Almahasne, have worked on effect of roller burnishing on the mechanical behaviour and surface quality of O1 alloy steel, at the burnishing speeds of 63 to 160 mm/min and burnishing depth- ranging from 0.05 to 0.25 mm. Widely used methods of finishing treatment that create necessary parts with the given roughness, usually do not provide optimum quality of the surface, therefore, method of Surface Plastic Deformation (SPD) was used, and they founded that, the process had a large effect on the micro hardness of O1 alloy steel, and stress of material increased by about 150 MPa. The improvement percentage on the surface quality was 12.5%, ultimate tensile strength increased by 166 MPa and the percentage elongation of material increased by 13.6% respectively (Khalid. S. Rababa and Almahasne, 2011).
Table 1 presents the critical summary of the carried out literature review. Based on the reviewed literature, Figure 3 represents the area wise results of the burnishing process.
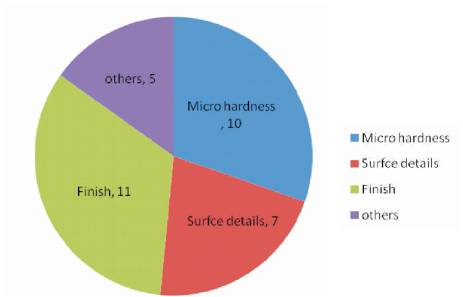
Figure 3. Area wise Results of Burnishing
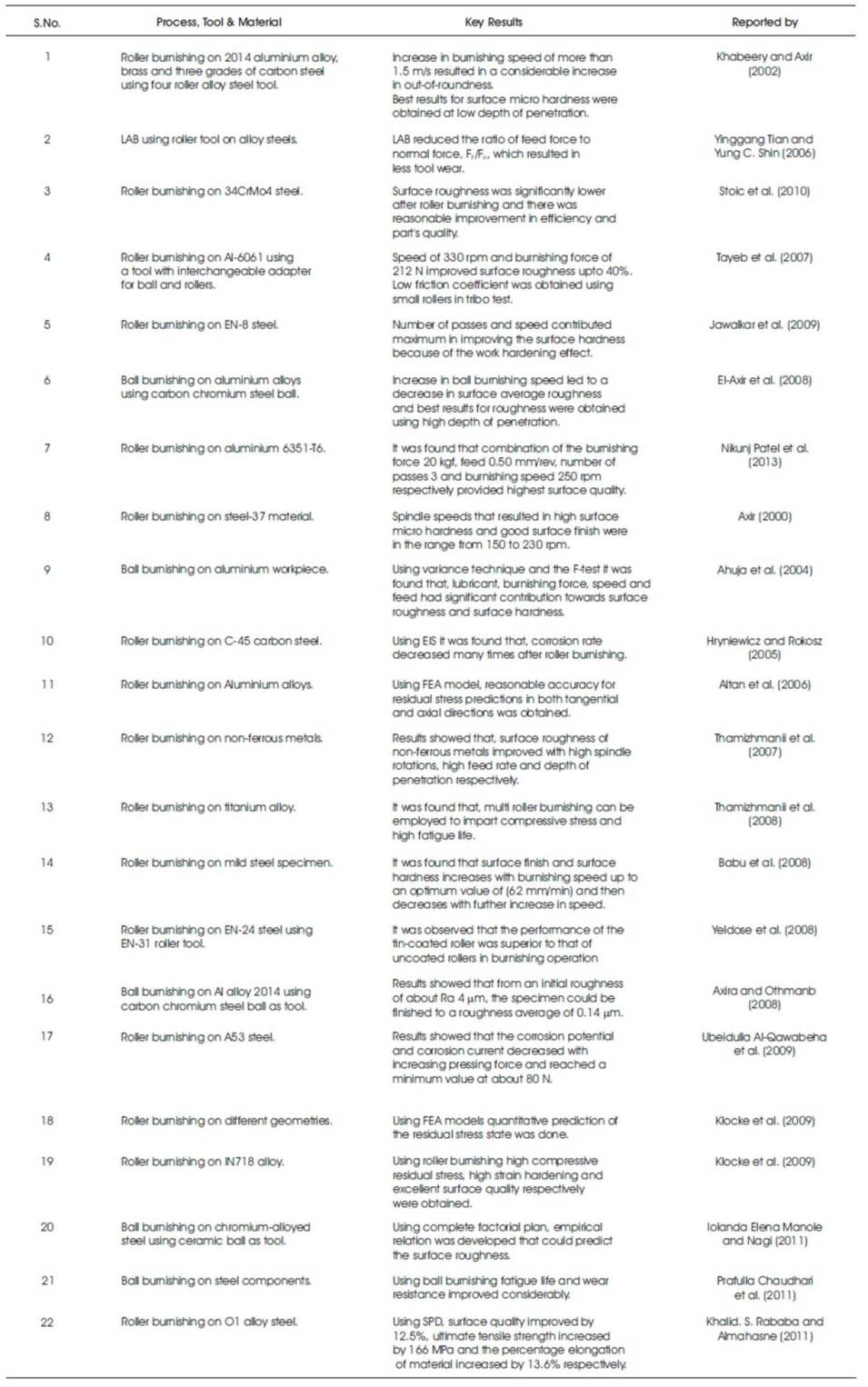
Table 1. Critical Summary on the Reviewed Literature
Nestler and Schubert, have presented their work on the effect of machining parameters, on the surface properties in slide diamond burnishing of aluminium matrix composites. Aluminium matrix composites are readily used for the implementation of light weight construction, but they are very difficult to machine due to the heterogeneous structure, which involves surface imperfections and high tool wear. Experimental investigations showed that, in slide diamond burnishing of AA2124 with 25% volume proportion of SiC particles, the surface roughness and imperfections like voids could be reduced significantly. It was observed that, the main influential variable for surface roughness was the burnishing feed. Apart from this, an appropriate determination of the burnishing force was very important for the closure of voids and for the avoidance of material fatigue (Nestler and Schubert, 2015).
Shu Yang et al., have worked on the cryogenic cooling effect on surface and subsurface microstructural modifications in burnishing of Co-Cr-Mo biomaterial. They conducted experiments to investigate the influence of different burnishing parameters on the distribution of grain size, phase structure and hardness of the processed material. Burnishing experiments were conducted on a Mazak Quick Turn-10 Turning Center and, liquid nitrogen was used as a cryogenic coolant. By using burnishing parameters such as, cooling method (dry, cryogenic), burnishing speed and depth of penetration (DoP) the following conclusions were obtained respectively:
(i) Significant reduction in surface temperature was obtained using cryogenic burnishing.
(ii) Cryogenic burnishing significantly improved the wear performance of Co-Cr-Mo alloy.
(iii) Cryogenic burnishing, at 0.254 mm DoP, 100 m/min burnishing speed yielded largest increase of 87% on the sample with the thickest grain refinement layer, which increased hardness of alloy considerably (Shu Yang et al., 2015).
Some pilot experiments were conducted on mild steel specimens on HMT lathe using roller burnishing tool (roller diameter 4 mm and 6 mm long) and the following results were obtained with reference to surface roughness and micro hardness. The studies were conducted for five spindle speed values as mentioned in Table 2 and three experiments were conducted, then its average was taken for computational purpose. Figure 4 and Figure 5 show the corresponding variation of surface roughness and surface micro hardness, with respect to spindle speed respectively.
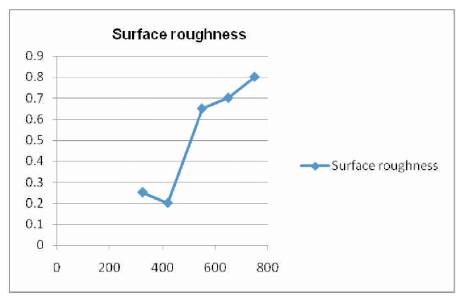
Figure 4. Variation of Surface Roughness with Spindle Speed
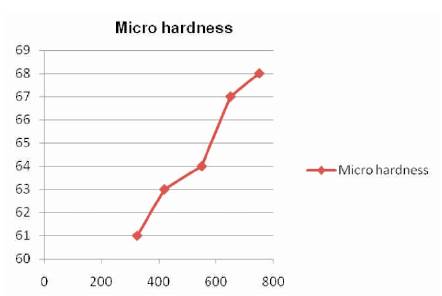
Figure 5. Variation of Surface Micro Hardness with Spindle Speed
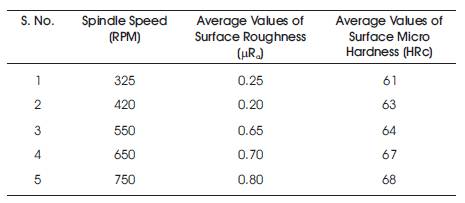
Table 2. Values obtained from Pilot Experiments
The burnishing process has been widely used for various applications and in many areas like implementation of lightweight construction (Nestler and Schubert, 2015), biomedical applications in the orthopedic and dental fields. Certain biomaterials such as Co-Cr-Mo (Shu Yang et al., 2015) which are finished using cryogenic burnishing are commonly used for the fabrication of metallic frameworks of removable partial dentures, and recently have been used as metallic substructures for the fabrication of porcelain-fused-to-metal restorations and implant frameworks.
From critical literature review, it has been concluded that the different process parameters can be applied widely in the field of roller burnishing process, which is capable of improving bored or turned metallic surfaces and can lead to the improvement in quality of surface roughness and surface hardness. This process can effectively be applied in many fields such as Manufacturing sector, Automobile sector, Aerospace Industries, Production of Machine tools, etc. The results of this review indicate that aluminium and its alloys have been widely studied using feed, speed and number of passes as process parameters and mathematical modeling has been carried out on aluminium and its alloys. Further scope exists to add new variants such as combined burnishing process of roller and ball, on different materials, alloys and to use different modeling and experiments on environment friendly lubricants, which have been rarely attempted.

