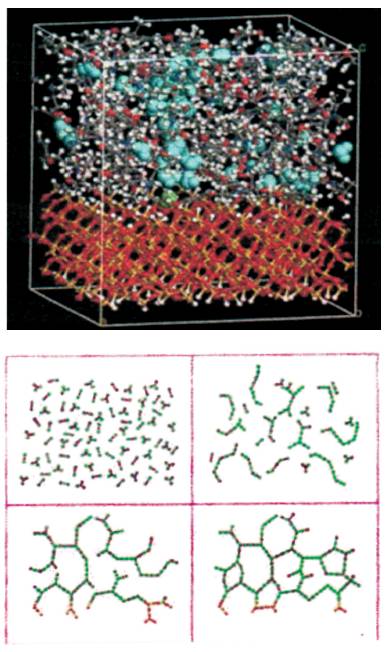
Figure 1. Chemical Structure of Epoxy Resin
The present study examines the performance of concrete modified with different percent of epoxy resin under various curing conditions. Different grades of concrete (M20, M25, M30) with different epoxy (resin hardener) - cement ratio were analyzed to determine the impact on the mechanical properties of the mixed concrete.72 specimens (36 cubes and 36 cylinders) for all the three grades (M20, M25, M30) with varying epoxy (resin hardener) - cement ratio by weight for each grade that is 5%, 7.5% and 10% were testified. Compressive strength as well as splitting tensile strength are evaluated for 7, 14, and 28 days. The results were then compared with the conventional concrete specimens for each grade at the respective ages. Results showed that the strength of samples depend on the amount of epoxy used and showed that the strength of Epoxy Mix Concrete (EMC) is having more strength than conventional concrete at the corresponding ages. Results also showed that there is a considerable decrease in slump and workability with the increase in epoxy -cement ratio and that the workability of conventional concrete is more than that of EMC.
Concrete represents the essential material in civil engineering chiefly for structural industries. Conventional concrete has many favorable advantages, such as low material cost and simple application. However, it has some serious disadvantages and limitations. Its low tensile strength, weak flexural strength, poor resistance to freezethaw phenomena, and destruction by sulfate acid attack have limited extensive use of concrete. In order to improve concrete properties, polymer concrete was familiarized in material and structural industries. In recent years, polymer modified concrete has been used widely as a construction material because of its improved properties of high strength, extensibility, adhesion, water proofness, and durability (Ohama,1987). The Polymer Concrete (PC) is a composite material in which aggregates are bonded together with resins in polymer matrix. PC is widely utilized as an appropriate replacement for cement concrete in construction and structural repairs, highway pavements, wastewater pipelines, bridges, floors, and dams. Mixed percentage of aggregates and resins combined with the particle size of aggregates greatly control the performance of it and its physical and mechanical strengths. The polymeric admixtures or cement modifiers are comparatively new constituents that enhance strength, durability, resistance to corrosion, water permeability, and resistance to damage from contractionexpansion cycles. The most distinctive modifications are the improved tensile strength; ductility, bond strength, and structure durability (Folic and Radonjanin, 1998). Commonly used polymers are latexes or emulsions, dispersible polymer powders, water-soluble polymers, liquid Resin, and monomers such as Epoxy.
Epoxy resin is widely used in construction due to its good adhesive nature for most materials with exceptions for polyethylene, which cannot be bonded efficiently. Classic uses of epoxy resin are for reinforcing various ingredients to strengthen concrete. Epoxy mix concrete is more expensive compared to the latex-modified, however, epoxy modified mortar, concrete is earning more recognition in the construction industry for its better costperformance balance as well as providing more fast hardening, higher thermal stability, better flexural strength, modulus of elasticity, and better water resistance. Epoxy resins when combined as an additive to Portland cement concrete and mortars can increase adhesion of the concrete to steel, strength, and reduce permeability.
The materials used in this study were ordinary OPC Khyber Cement (43 grade), fine sand of zone-II, coarse aggregates of 20 mm and 10 mm, Epoxy resin (hardener and resin), and tap water.
Ordinary OPC Khyber Cement (43 grade) was used. Cement must develop the appropriate strength. It must represent the appropriate theological behavior. Generally, same types of cements have quite different theological and strength characteristics, particularly when used in combination with admixtures and supplementary cementing materials (ACI Committee 212, 1963).
Zone-II of sand was used and the amount of sand used to make the concrete mix was based on mixed design as per code IS 383 (1970) and IS 10262 (1989). Fine aggregate usually comprises of natural, crushed, or manufactured sand. Natural sand is the chief constituent for normal weight concrete. The maximum grain size and size distribution of the fine aggregate depends on the type of product being made.
Crushed stone of two sizes10 mm and 20 mm were used as aggregates, respectively. Coarse aggregates dominate 35 to 70% of bulk of the concrete. Smaller size aggregates produce higher concrete strength. Particle shape and texture affect the workability. To make the concrete mixed, 65% of 20 mm aggregates and 35% of 10 mm aggregates as per IS 383 (1970) and IS 10262 (1989) were used.
Using epoxy resins for creation of polymer-modified concrete varies from other types of polymer-modified mixtures as polymer forms after the components of the epoxy mixed to the hydraulic cement mixture (Popovics, 1993). Polymerization happens simultaneously with the hydration of the cement. The combination of the epoxy constituents does not need major alterations in the process. The benefits of epoxy modification are alike to other polymers, including increases in physical and mechanical strengths.
Epoxy, a kind from (PPCC) is used in construction and repair of structure, and in the manufacture of various kinds of precast articles (Popovics, 1993). Characteristics of epoxy modifiers-Epoxies used to modify hydraulic cement are formulated to polymerize between 10 and 30 °C in a highly alkaline environment. The components have the following characteristics:
Epoxy-resin modifiers used for cement modification comprise diffusing agents and form emulsions when mixed with water in emulsified form (Krishnaswami, 2009). The modifier is supplied as a two-part system-one containing the epoxy resin and the other containing the hardener or curing agent. When the two parts are mixed, the resin combines with the hardener to form the polymer.
Most epoxy resins are produced by mixing one molecule of bisphenol (derived from acetone and phenol) with two molecules of epichlorohydrin as in Figure 1. This method produces the epoxy resin component, which contains both epoxide and hydroxyl functional groups. In polymerization, the resin molecules chemically react with a hardener to form the polymer. The hardener generally comprises amine groups that bond with the epoxide group. Using ASTM D 648, the dry epoxy produces high softening point with a heat deflection temperature of greater than 100 °C when combined in stoichiometric quantities and this polymerization is permanent. The polymer softens when heated above 90 °C and does not liquefy. Density of its cross linking sites and the degree of polymerization largely depend on the functionality of the monomer molecule.
Figure 1. Chemical Structure of Epoxy Resin
Viscosities and suggested mixing rates vary with the manufacture of the epoxy resin. Typical properties of the cured epoxy resins are tensile strength, tensile elongation, compressive yield strength, etc.
Thorough mixing is essential for the production of uniform and high quality concrete. The epoxy resin and hardener are added to the concrete at the time of mixing of concrete and in equal amounts by volume as shown in Figure 2. All the concrete compositions were mixed thoroughly in calculated mixed proportions and different composition of epoxy (5%, 7.5%, and 10% by the mass of cement) were added to concrete and the mixing was done manually. The technique was to mix two parts of the epoxy resins in a separate container to form the epoxy emulsion. The components were stirred until uniformly mixed and kept aside. Then cement, aggregates, and water were mixed. The prepared epoxy emulsion was thoroughly mixed with water for 2 to 5 min. Overmixing was avoided for excessive air entrapment.

Figure 2. Polymer (Epoxy Resin) Mixing in Concrete
The test molds were prepared in advance of mixing. Molds were tightened carefully to avoid slurry escape during vibration. The molds were filled with concrete in layers struck off at the top surface with a trowel and placed on vibrating table and were numbered accordingly on all molds. The mixes were made by weight proportion with epoxy used as substitute material for cement. 36 cube samples of 150 × 150 × 150 mm size and 36 cylinder samples of diameter = 150 mm and length = 300 mm were prepared from separate mixes. Three mixes (M20, M25, M30) having different epoxy contents, with EPS having 5% of epoxy (resin + hardener) by weight of cement; EP7.5% of epoxy (resin + hardener) by weight of cement, and EP10% of epoxy (resin + hardener) by weight of cement. After proper and uniform mixing of concrete with epoxy resin and hardener, fill the new modified concrete into cubical and cylindrical moulds. Then for the proper compaction of concrete in moulds put the moulds on the vibrator.
Preparing concrete from epoxy compounds is troublesome because of quick setting, once the hardener and resin mixes. Other ingredients are prepared and thoroughly mixed before adding the epoxy compound. Casting is done quickly in 150 × 150 × 150 mm cubes in Figure 3. After casting of cylinder and cubes of concentrate, put the moulds on the vibrator for the proper compaction of the concrete. To make sure that maximum hydration process within the sample can take place, all the samples were dried in a curing tank as shown in Figure 4.

Figure 3. Casting of Concrete Cubes

Figure 4. Curing of Cubes and Cylinders
In order to determine the compressive strength of concrete cubes, the Universal Testing Machine (UTM) having capacity of 300 ton was used and the strength was obtained in tons. The compressive strength of the specimen was attained by dividing the optimum load applied to the sample by the cross sectional area of the sample and expressed to the nearest N/mm2 . Two types of cube samples were used, cubes of 150 × 150 × 150 mm or 100 × 100 × 100 mm and for cubical molds of size 150 × 150 × 150 mm depending upon the size of aggregate. All samples were analyzed by compression testing machine after 7 days, 14 days, and 28 days curing. 140 kg/cm2 per minute of load was applied at gradual rate until ultimate strength of the samples reached.
Tensile strength represents the elementary and key characteristic of the concrete because the concrete acts brittle during tension (Adnan et al., 2017). Because of its low tensile strength and brittle nature it usually does not resist the direct tension. In order to determine the tensile strength of the concrete, splitting cube test was performed. The Universal Testing Machine (UTM) having capability of 150 tons was used for determining splitting tensile strength of the concrete cylinders. The split tensile strength of the samples was calculated from the following criteria as per IS 5816- 1999.

where,
P - maximum load in tonne,
L - length of the specimen,
d - diameter of width of the specimen.
The slump test is generally used to determine the workability or consistency of concrete. The apparatus used for conducting the slump test consists of slump cone or Abrams cone with the handles and foot pieces as shown in Figure 5. The size of the slump cone is 200 mm diameter base, 100 mm diameter top, and 300 mm height. The internal surface of the mold was carefully washed. The molds were moisture free and old set concrete was removed before commencing the test. The molds were then placed on smooth surface. Foot pieces were fixed to the clamps on the base plate. The concrete was then analyzed for different types of slumps like collapse, shear, and true slump.

Figure 5. Slump Cone and Tamping Rod
The relationship between compressive the strength at different ages of M20 mix, M25 mix, and M30 mix and different epoxy content in concrete is shown in Table 1. It can be noticed that the compressive strength of epoxy modified concrete increases with the increase in epoxy content in concrete as shown graphically in Figure 6 and compressive strength of epoxy modified concrete increases as compared to that of conventional concrete.
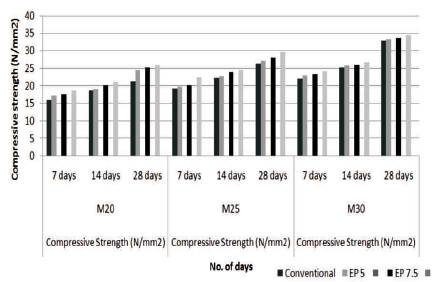
Figure 6. Compressive Strength for M20 Mix, M25 Mix, and M30 Mix

Table 1. Compressive Strength for M20 Mix, M25 Mix, and M30 Mix
The relationship between Splitting Tensile Strength at different ages of M20 mix, M25 mix, and M30 mix and different epoxy content in concrete is shown in Table 2. It can be seen that the addition of epoxy to concrete show a marginal increase in the splitting tensile strength and the splitting tensile strength of epoxy-modified concrete is also increased compared to that of conventional concrete strength as shown graphically in Figure 7.
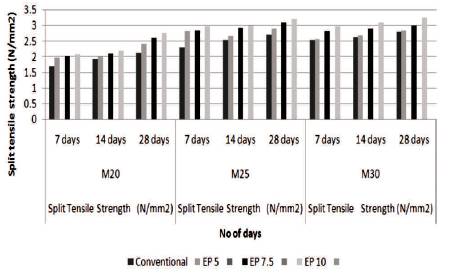
Figure 7. Split Tensile Strength for M20 Mix, M25 Mix, and M30 Mix

Table 2. Split Tensile Strength for M20 Mix, M25 Mix, and M30 Mix
Table 3 and Figure 8 show the slump flow tests results for M20 mix, M25 mix and M30 mix. It can be seen that the slump of the epoxy modified concrete decreased compared to that of conventional concrete for all the three grades and it kept on decreasing with the increase in the epoxy content in concrete.
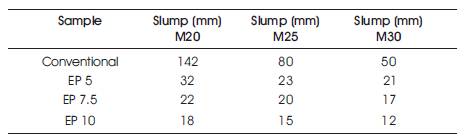
Table 3. Slump Flow Tests Results for M20 Mix, M25 Mix, and M30 Mix
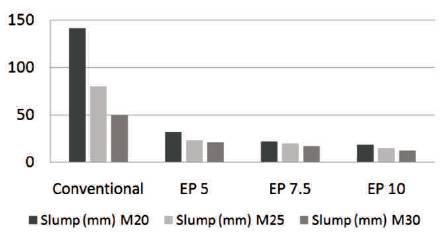
Figure 8. Slump Flow Test Results for M20 Mix, M25 Mix, and M30 Mix
The following conclusions can be drawn from the experimental investigations carried out.