Table 1. Proportion of Raw Material
Processing and utilization of industrial waste and the development of new building materials is being given the top priority in the program of building research all over the world. This is important for achieving maximum disposal of wastes and conservation of scarce resources and materials. The non conventional bricks produced were about 29% lighter than conventional clay bricks. The non conventional bricks manufactured possessed compressive strength higher than clay bricks. This exceeds the best of load carrying clay bricks available and is several times better than acceptable commercially available common clay bricks. Other important characteristics of the non conventional bricks have been evaluated too. The values of these characteristics for non conventional bricks are excellent and have exceeded those pertaining to clay bricks. Moreover, non conventional bricks have been produced with a naturally occurring reddish colour similar to that of normal clay bricks. The new bricks and process have been patented. This paper presents the results of testing and the advantages gained by this type of bricks over conventional clay bricks. In this study, the effects of nonconventional material on the properties of bricks are studied and the behaviour of nonconventional bricks is compared with conventional burnt clay bricks. Generally bricks are made by top fertile agricultural soil but by using nonconventional material, 26 % of top fertile agricultural soil is saved.The various properties of nonconventional bricks like absorption, hardness, efflorescence, soundness, shape and size, crushing strength and basic compressive strength of the prism using different mortar mixes normally 1 : 3, 1 : 4 and 1 : 5 cement-sand mortar were studied.
Burnt clay bricks are being used extensively almost throughout India and are perhaps the most important building material, but the unlimited use of clay is harmful to society as all the bricks kilns in India depend on good quality clay available from agricultural fields and presuming a weight of 3 Kg. per brick, which implies that over 300 million tonnes of fertile land is consumed in producing these bricks. Also it is observed that, clay bricks available in certain regions are poor in quality and costly. This has forced the construction engineers and technologists to drive for suitable alternative materials which can be employed for manufacturing bricks of good quality. At present, India has production capabilities of over 10,000 Crore bricks through around 45,000 local kilns (Bhattas), in an unorganized manner.
So the use of industrial waste products such as fly ash, for making bricks is ecologically and economically advantageous since, apart from saving precious top agricultural soil, it meets the social objective of disposing industrial wastes which otherwise are pollutants and is a nuisance as far as its disposal is concerned. The ever increasing volume of fly ash quantities in the world has not been remotely matched by its utilization. Australia is an example where such utilization has been minimal. The most important and popular use of fly ash in Australia has been the partial replacement of Portland cement. The methods and traditions in Australia are same like other Western countries as far as residential buildings are concerned. These include bricks as the main constituent. It is therefore natural that the brick industry presents an opportunity for the efficient utilization of vast quantities of fly ash. Conservative attitudes are among the factors that limited the use of fly ash in concrete to generally a maximum of 25% replacement of Portland cement. This conservatism can be understood in the context of concrete where the ash is mixed raw, and the effects of high volume replacement are still subject to research and sometimes controversial. It is however not quite justifiable that the brick industry should take similar conservative attitude. Environmental concerns have been raised in some parts of the world where coal is the main power generating resource and where bricks are also the main building material. Such concerns have resulted in legislation that obliges the brick industry to incorporate at least 25% by weight of fly ash and/or bottom or pond ash in the brick making mixture if the industry is within 50 Km from a coal power generation plant. Some successful ventures have been reported where fly ash was incorporated in the mixture at the rate of 20 to 50%. Nevertheless, there is only little evidence that incorporation of fly ash in the brick mixture has exceeded 30% by volume even after the legislation was obeyed. Reasons behind such reluctance are not clear. A most probable reason is the fear of change in many small factories and the ingrained conservatism in the attitude of stake holders of the large producers. Added to this is the fact that with an existing clay kiln, the incorporation of fly ash is a potential addition of cost. The possible incompatibility of the ash with the clay and shale during the various processes of production including the crucial one of firing may be a genuine difficulty.
At high temperatures beyond 1000º C, the temperature and length of time of firing become very sensitive to the type of ash and of course to the clay and shale if in the same mixture. This would be the case as long as the kiln still uses the ash as partial replacement to the main clay and shale ingredients. The situation may become completely different when the ash is the only ingredient of the bricks mixture. Compatibility is no more an issue in such a case. So far, few attempts at manufacturing bricks from more than 80 % ash have been made. The researchers believe that fly ash on its own can be an excellent raw material for brick making. This has now been proven and a patent is taken for the manufacture of bricks from fly ash. The response of the ash to firing temperature at 1000º C and beyond can be accurately controlled even in small factories. The potential savings with this approach are many. In addition to many environment friendly qualities, fly ash leads to numerous savings in production, transportation costs and producing bricks of superior qualities to those of standard clay bricks.
The objective of this study is to investigate the effect of fly ash on the performance and the properties of bricks with a view to study the feasibility of partial replacement of normal brick earth with fly ash respectively (because fly ash is enriched with silica, and silica is the main constituent for conventional building materials). From the experimental study, it is further desired to draw conclusions whether economy can be achieved by partially replacing normal bricks earth with fly ash respectively without losing the desirable properties of bricks like crushing strength, proper water absorption, right shape and correct size, proper soundness, hardness and low efflorescence. The present study limits itself to partial replacement of fly ash with respect to bricks only.
Fly ash is a predominantly inorganic residue obtained from the flue gases of furnaces at pulverized coal power plants. When coal is burnt in pulverized coal boilers, the minerals entrained in the coal are thermally transformed into chemical species that are reactive or could be chemically activated, for example, by the addition of calcium hydroxide.
Saibulatov[1] confirmed the saving in fuel costs and reported a less variability in strength for bricks manufactured using fly ash. Zhang and Xing[2] undertook an experimental program to study the individual and admixed effects of lime and fly ash on the geotechnical characteristics of expansive soil. Its plastic limit increased by mixing lime, and hence the plasticity, decreased by mixing fly ash. Based on the results, they concluded that the expansive soil can be successfully stabilized by lime and fly ash. VKarthikeyan and M Ponni [3] studied the utilization of fly ash in bricks. The fly ash can be effectively used for manufacture of bricks using fly-ash, lime, sand and Gypsum. The useful proportion found was 25: 4: 3.33: 1. Tuncer B. Edilet.al. [4]evaluated the effectiveness of selfcementing fly ashes derived from combustion of subbituminous coal at electric power plants for the stabilization of soft fine-grained soils in terms of California Bearing Ratio and Resilient Modulus (Mr) tests. Tests were conducted on soils and soil–fly ash mixtures prepared at 7% wet optimum water content (a standardized condition, representative of the typical in situ condition in Wisconsin), and at 9–18% wet of optimum water content (representative of a very wet in situ condition). Addition of fly ash resulted in appreciable increases in the CBR and Resilient Modulus (Mr) values of the inorganic soils. Dr. Robert M. Brooks [5] blended the expansive soil with 12 % rice husk ash (RHA) content and 25 % fly ash contents for strengthening the expansive subgrade soil, but suggested a 15 % fly ash blending with the same RHA to form a somewhat smaller reduced layer. J.N. Akhtaret. al. [6] used 'C' category fly ash as a raw material in FAB and also treated the fly ash with 10% cement or 5% coarse sand or 15% sand or different combination of sand and limestone dust with or without 0.2% geo fibre. It was observed that treated fly ash is superior in strength and the best result is found when the brick is made of 50% of fly as hand 25% admixture of sand and 10% weight of lime stone dust. They found that the brick so made achieved the compressive strength that is close to the value of standard first class brick in India. Kolay, P.K. et. al. [7] on the other hand investigated the stabilization of class F pond ash on tropical peat soil. With increase of pond ash content (5, 10, 15 and 20 %) the maximum dry density (MDD) of peat soil increased while optimum moisture content (OMC) decreased. In this paper[8] , the suitability of fly ash as raw material treated with lime is studied to make bricks of local soil. Such bricks termed as FALSB and their components were tested as per relevant Indian Standards. Choubey, U.B. et. al. [9] bridging this knowledge gap require additional experimental research. The research review was classified into two different categories: first being the study of physical and mechanical behavior of brick masonry and its assemblages; Choubey, U.B. et. al. [10] , second, the response of the in-plane shear behavior of the masonry wall. A failure mode is known that when masonry is tested in axial compression it fails in lateral tension, with the formation of vertical cracks. This failure pattern has been observed in the present study also. However, Nazar, M et. al. [11] , difference in comparison to ordinary brick masonry is observed that, when failure bricks were broken into two pieces also, a distinct plane characterized by a vertical crack and no crushing of bricks occurred. E. Reyes et. al. [12] & Narnia, K. S. et. al. [13] In case of the specimens subjected to Monotonic axial loading, the failure was characterized by a vertical crack in the middle of the specimen, in a plane parallel to the plane of loading. In some cases the cracks were observed on one face only and in some cases, the crack appeared on more than one face of the specimen. In some of the cases, the crack was found to be extended over the entire length and in some other cases, it was confined to the parts close to top and bottom bricks, which indicates the poor quality of bricks.
The amorphous alumina silicate nature of fly ash makes fly ash a possible starting point for many industrial reactions, such as the synthesis of ultramarine blue. .
Repeated harvesting of foodstuff depletes the trace elements in soil. Although the use of fly ash as soil amendment has been studied, the full-scale application of this technology has not been implemented. In future, farmers might use fly ash, rather than lime, to enrich their soil. The trace elements in fly ash might be used to replace the trace elements in the soil, and to increase the mineral content of the foodstuff.
Fly ash can be considered a valuable resource and needs to be studied, in order to facilitate the application of fly ash to new and innovative areas of economic interest. This review aimed to act as a stepping-stone for prospective researcher into the rewarding field of fly ash.
Fly ash is the fine residue obtained from thermal power stations using ground or powered coal as boiler fuel. It is also known as pulverized fuel ash and is a glassy material and its main constituents are silica, alumina, iron and calcium. The flying fine particles of ash from the chimneys of thermal power plants, cause great nuisance to the people living near the plants, corrode the structural surfaces and often cause respiratory deceases among the residents living in the neighbourhood of thermal power plant.
The nature of coal that is used in most of the thermal power plants in India is such that the ash content is fairly high compared to many other regions of the world. It is generally above some 20-25 percent. This naturally results in generating larger volume of fly ash.
At present, less than two percent of the fly ash is utilized every year. Most of the fly ash is disposed off in slurry form by allowing it to spread over certain land earmarked for such disposal. While the cost of such a method is low, the indirect problems are greater and they get manifested over a period of time. The first problem is the fast exhaustion of proper dumping sites. A thermal power plant with1000 MW capacity of electricity generation produces about 1.5 million tonnes(M.T) of fly ash per year, which is dumped over 100 hectares of land. Over 40 M.T of fly ash are generated in 70 thermal power plants across the country, which require huge areas of dumping sites. The expected level of production of fly ash by 2000 AD is around 120 MT per year with 15 percent annual rise in the thermal power generating slated for the decades. The second is the creation of environmental and ecological imbalances and possible problems they could cause to the future generations. In a country with the densest population, we can afford to ignore such problems. About 28,300 hectares of storage land would be required for disposal of such a huge quantity of fly ash.
Need of scientific and pollution free disposal of fly ash has become compelling necessity. Being a pozzolanic material rich in silica content, fly ash holds great promise as alternate building materials. For the past three decades, the utilization of fly ash as an important building material has been accepted as an engineering reality in industrially advanced countries in the west. As a result of sustained R&D work undertaken in respect of gainful application of this industrial waste, brick industry is the major field, where the fly ash is utilized as major raw material. This is so because both clay and fly ash are not much different in terms of their chemical composition.
The materials used for construction of brick masonry prisms are brick earth, fly ash & water
Brick earth available at Naraingarh (Haryana) was used. It contains alumina, silica, lime, oxide of Iron and magnesia in required quantity which are the main-constituents of good brick earth.
Fly Ash (Class-F) of Bathinda Thermal Plant was used. It is the fine residue obtained from thermal power station using ground or powdered coal as boiler fuel.
Ordinary tap water was used in all works.
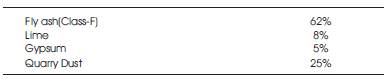
Fly ash (Class-F), hydrated lime, quarry dust and gypsum are manually fed into a pan mixer where water is added in the required proportion for intimate mixing. The proportion of raw material is generally in the ratio depending upon the quality of raw materials as shown in Table 1.
Table 1. Proportion of Raw Material
A brick is generally subjected to the following tests to find out its suitability for the construction work:
1. Water Absorption Test
2. Hardness Test
3. Efflorescence Test
4. Soundness Test
5. Structure Test
6. Crushing Strength Test
7. Prism Test
When compressive strength of masonry (f'm ) is to be established by tests, it shall be done in advance of the construction, using prisms built of similar materials under the same bonding arrangement as for the structure. In building the prisms, moisture content of the units at the time of laying, the consistency of the mortar, the thickness of mortar joints and workmanship shall be the same which will be used in the structures. Assembled specimen shall be at least 40 cm height and shall have a height to thickness ratio (h/t) of at least 2 but not more than 5. If the h/t ratio of the prism tested is less than 5 in the case of brickwork and more than 2 in case of brickwork, compressive strength values indicated by the tests shall be corrected by multiplying with the factor which is indicated by Table 2.

Table 2. Correction factors for different h/t ratios [IS: 1905-1987]
Prisms shall be tested after 28 days between sheets of nominal 4 mm plywood, slightly longer than the bed area of the prism, in a testing machine, the upper platform of which is spherically seated. The load shall be evenly distributed over the whole top and bottom surfaces of the specimen and shall be applied at the rate of 350 to 700 kN/m. The load at failure should be recorded. Basic of masonry shall be taken to be equal to 0.25 f'm where f'm is the value of compressive strength of masonry as obtained from prism test.
In the present study, fly ash bricks are subjected to the following tests to find out its suitability for the construction work as shown in Tables 3-10.
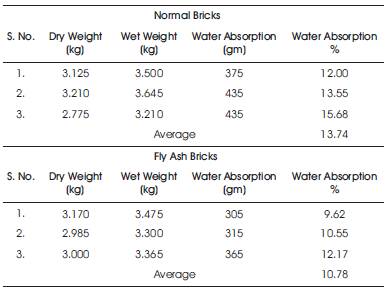
Table 3. Water Absorption Test

Table 4. Hardness Test

Table 5. Efflorescence Test

Table 6. Soundness Test
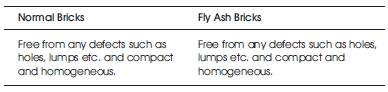
Table 7. Shape and Size Test
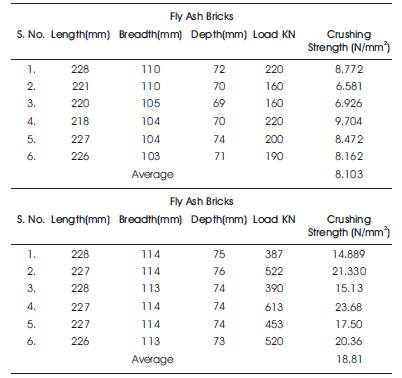
Table 8. Crushing Strength Test Results
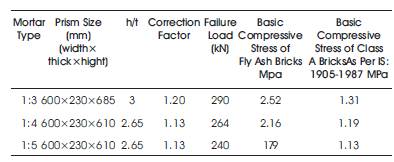
Table 9. Crushing Strength by Prism Test
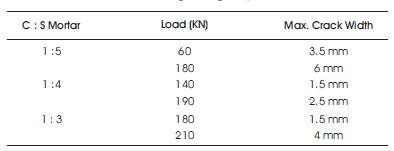
Table 10. The maximum width of cracks in fly ash brickprisms (Different stages of loading)
1) Water Absorption Test
2) Hardness Test
3) Efflorescence Test
4) Soundness Test
5) Shape and Size Test
6) Crushing Strength Test
7) Prism Test
A brick was taken out and it was weighed dry. It was then immersed in water for a period of 24 hours. It was weighed again. Test conducted as per [14] .
A brick was taken and a scratch was made on bricks surface with the help of finger nail. The impression left on the surface of the brick was seen.
A brick was immersed in water for 24 hours. It was then taken out and allowed to dry in shade. The grey or white deposits on the surface of the brick was seen and checked that efflorescence is slight, moderate or heavy, depending upon the percentage of the surface it covers. Test conducted as per[14].
This sound is carried out to find out that a clear ringing sound is produced or not when the two bricks are struck with each other without breaking any of the two bricks. If the two bricks are not broken after striking with each other and a clear ringing sound is produced, then it means that the bricks are sufficiently sound. The procedure of this test is self- explanatory.
This test is done to examine the structure of the brick when the brick is broken. It is seen that the structure of the brick is homogeneous, compact and free from any defects such as holes, lumps etc. or not. Mainly the defects such as holes, lumps should not be there.
A brick sample in compression testing machine is tested after frog of brick is filled with 1:3 cement sand mortar, after 7 days of curing brick sample is tested. Sample is kept in machine and load is applied till the sample of brick breaks. By calculation, the crushing strength was found. Test conducted as per[14]
The bricks had approximate length, width and height as 230, 110 and 75 mm respectively. Different grades of mortar (cement : sand by volume) used in the study were: 1 : 6 (weak), 1 : 4 (medium) and 1 : 3 (strong). Compressive load was applied in displacement control on three brick high masonry prisms using servo-hydraulic actuator. Approximate height of thee-brick high masonry prism with 10 mm thick mortar joints was about 400–410 mm. Epsilon extensometers were used to record the displacement response across three mortar joints. Load and displacement measurements were recorded in real time using a computer-based data acquisition system. General test set-up and typical failure modes of masonry prisms. The compression testing was performed according to Indian masonry code[15] . The Indian masonry code specifies some multiplying factors to be used in correcting the prism strength of masonry for height-thickness ratio of prism lower than 5.0. For the present set of tests, this correction factor comes out to be about 1.13. Generally, three-brick high masonry prisms are tested to obtain the prism strength of masonry, and the correction factors are then used to arrive at compressive strength of masonry (or design strength of masonry) from Indian masonry code [15]. Therefore, this factor has not been used in the present study, and the results presented here represent the true values as obtained in the tests. Masonry with weak mortar was found to be less stiffer than that constructed with the other two grades of mortar. Figure 1 shows typical size of prisms for compressive strength test.
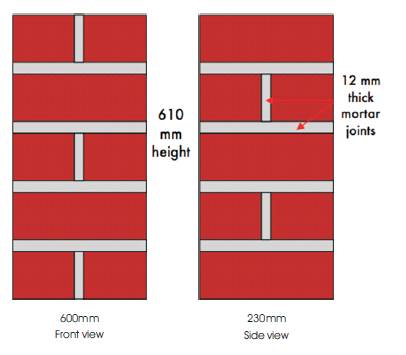
Figure 1. Typical Size of Prisms for Compressive Strength Test
In Table 10, 1:5 cement sand mortar prism was tested, It was examined that on applying low load more cracks appeared. With mortar 1:4 Ratio prism load was increased (60 KN - 140 KN) cracks appeared were less as compared with the last one. When using mortar 1:3 Prism load was again increased (140- 180 KN) and cracks were again examined on the increase of high load so, at last it can be set that as cement sand mortar ratio increases, prism strength increases, cracks probability decreases. Figure 2 Bar chart shows compressive strength between Clay Brick and Fly Ash Bricks by prisms. Figure 3 shows cracks in first Prism after first loading (3 ton), Figure 4 shows cracks in first prism after second loading (9 ton), Figure 5 shows cracks in second prism after first loading (7ton). Figure 6 shows cracks in second prism after first loading(9.5 ton), Figure 7, shows cracks in prism after first loading (9 ton), Figure 8 shows cracks in prism after first loading (10.5 ton) and Figure 9 shows various failure patterns in Fly Ash brick masonry prisms.
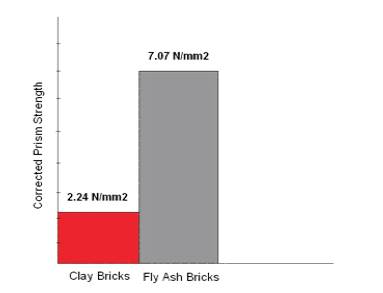
Figure 2. Bar chart of compressive strength between Clay Brick and Fly Ash Bricks by prisms
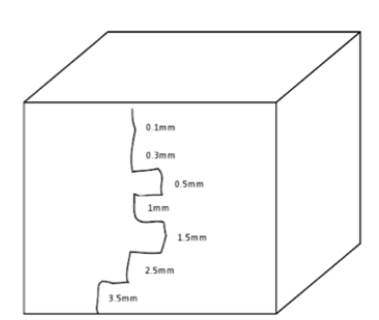
Figure 3. Cracks In first Prism After first Loading - 3 Ton
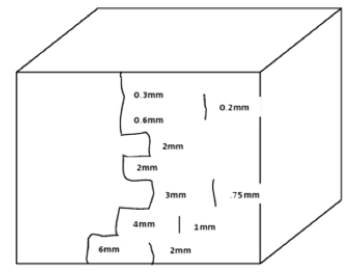
Figure 4. Cracks in first prism after second loading - 9 ton
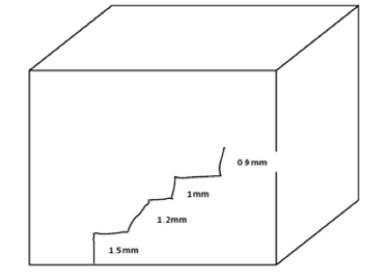
Figure 5. Cracks in second prism after first loading - 7 ton
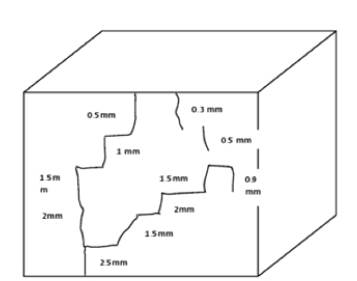
Figure 6. Cracks in second prism after first loading - 9.5 ton
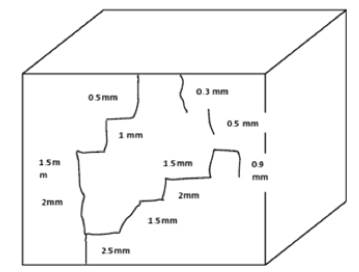
Figure 7. Cracks in prism after first loading - 9 ton
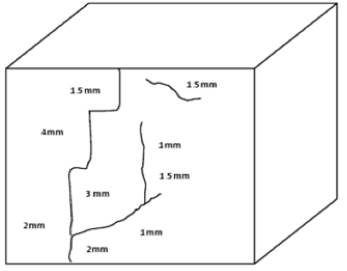
Figure 8. Cracks in prism after first loading - 10.5 ton

Figure 9. Failure Patterns in Fly Ash Brick Masonry Prisms
The quality of fly ash bricks was found to be superior than the conventional clay bricks. In terms of regular shape, size and were well burnt. Moreover these bricks were found to be sufficiently hard as no impression was left on the surface of these bricks when scratches on their surfaces were made with the help of finger nail. The efflorescence was slight because grey or white deposits were on less than 10% surface of the brick. These bricks produced clear ringing sound when struck with each other. The structure of these bricks was also examined and it was found to be free from defects such as holes, lumps, etc. It was observed that 415gm of water is absorbed by the normal brick. The average value of crushing strength of bricks came out to be 18.818 (N/mm2 ). The average value of crushing strength of Bricks by Prisms came out to be around 2 (N/mm2 ).
Following conclusions were drawn from the rigorous experimental study,
Instead of Fly Ash, investigations can be carried out on other waste materials such as rice husk, rice husk ash, saw dust, lime sludge etc. Thermal conductivity can also be investigated for such type of bricks.