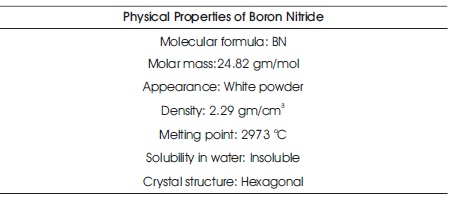
Table 1. Details of Supplied Boron Nitride Nano Powder
A study has been conducted to find out the rheological properties of h-BN nano cutting fluid and then its effects have been analyzed on the machinability of Inconel 625. It is to be noted that addition of nanoparticles with improved rheological behavior helps to enhance the anti-wear and anti-frictional properties of cutting fluid. Hexagonal boron nitride (h-BN) nanoparticles are environmentally safe, chemically inert, and lubricious in nature and hence preparation of BN nano cutting fluid is a reliable option for machining with MQL technique in machining of difficult to cut material like Inconel-625. This paper includes preparation of BN-nano cutting fluid with analysis of its rheological properties and effect on machining of Inconel 625 with h-Bn nano fluid assisted MQL.
Ni-Cr alloys such as Inconel 718 or 625 are mostly used in aerospace, petrochemical, nuclear, biomedical, and shipping industries. Machining of Inconel 718 has been discussed by various researchers, but there are very few literatures available for effective machining of Inconel 625. Like Inconel 718, Inconel 625 is a difficult to machine material. Usually, the high strength and work hardening tendencies make the machining process of Inconel series very challenging. There were mainly two problems faced in machining of super alloys (difficult to machine materials); a) possibility of less tool life due to the work hardening and abrasion properties, b) high surface roughness and deformation caused due to high machining temperature. For this reason, application of suitable cutting fluid during machining is a wise decision to reduce friction, which helps in cooling the workpiece, and washes away the chips produced during machining. Besides above it also aids in reducing the tool wear, protects the machined surface from corrosion improves the machined surface quality, etc. However, number of drawbacks like its high cost, disposal problem, environmental and occupational health hazard are associated with the use of cutting fluids. It is observed that environmental pollution is a key apprehension in the current industrial sector, consumption of large amount of cutting fluid gives substantial negative consequences in terms of environment and health hazards.
To address these problems, researchers have sought alternate methods of machining, e.g. Near Dry Machining (NDM), combining cutting fluid with additives, Minimum Quantity Lubrication (MQL) machining, etc.
MQL intends at optimal usage of cutting fluid by spraying the mixture of compressed air and cutting fluid at tool-workpiece interface. It consists of misting limited quantity of cutting fluid at flow rate of 50 to 500 ml/hour in compressed air flow straight at the cutting zone (Autret, Liang, & Woodruff, 2003). The MQL technique has found its application in many industries and several benefits have been experienced with its application, such as reduction in cutting forces, cutting zone temperature, tool wear, friction coefficient in comparison to dry and flood machining. Therefore, MQL technique has emerged as a viable alternative to the flooded lubrication. Precise application of this technique has been seen in machining of hard materials, super alloys, etc., in aerospace, automotive, medical, and nuclear industries (Kamata & Obikawa, 2007; Thakur, Ramamoorthy, & Vijayaraghavan, 2009). However, it is not as effective as to wet lubrication as excessive heat generation is involved during machining of hard metals. Hence it requires further improvement to meet demanding solution in high speed machining and hard machining. One way of enhancing cooling and lubricating effect of MQL is to develop fluids with high cooling and lubricating abilities, e.g. use of cryogenic fluids or use of suitable additives such as nano powders in cutting fluid. In this regard, an attempt has been taken to investigate machinability of Inconel 625 by using nano boron nitride (additives) cutting fluids under MQL condition to improve cooling potential and lubricating property. Decisive properties of boron nitride namely chemical inertness, nonhazardous and capability to lubricate at wide range of temperature and high thermal conductivity makes it a perfect option as an additive in MQL enabling enhancement of various machining parameters. It is to be noted that initially a nano solution is prepared and characterized by dispersing different proportions of hexagonal Boron nitride (h-BN) in chosen conventional fluid, forming nano cutting fluid and then the effect of MQL with h-BN nano cutting fluid on machining of Inconel-625 is experimented and analyzed with dry and flooded condition.
Past studies have indicated that nano MQL provide better heat transfer (Hwang, Park, Lee, & Jung, 2006) and machining performance (Shen, Shih, & Tung, 2008). Amrita, Srikant, Sitaramaraju, Prasad, and Krishna (2014) proposed that machining of steel with nano graphite MQL gives improved machining in terms of surface roughness, tool wear, and cutting temperature. Sharma, Tiwari, Dixit, and Singh (2017) investigated the performance of SiO2 nanofluid on turning of AISI 1040 steel in terms of cutting force, surface roughness, tool flank wear, and chip morphology on turning of AISI 1040 steel and found it better compared to conventional cutting fluids, applied under wet/MQL machining and dry machining. Behera, Chetan, and Rao (2014) on machining of Inconel 718 with MQL found improved cutting performance and lower surface roughness in comparison to dry and wet environments. Vasu and Reddy (2011) worked with a vegetable-oil-based MQL with Al2O3 (aluminum oxide) nanoparticles as cutting fluid in machining of Inconel 600 alloy with dry, MQL, MQL+Al2O3 nanoparticles and observed that surface finish and temperature dissipation of the workpiece increase and cutting forces and tool wear rate decreases with addition of Al2O3 nanoparticles.
The above mentioned studies showed that nanofluid aided MQL proposes improved machining performance. Furthermore, it is seen that the type of nanoparticle used is very important for the effective application of nanofluid MQL in machining. In this regard, Boron nitride (BN) nanoparticles are chosen for its favorable properties towards machining hard materials, which is dispersed in conventional fluid (Servo cut S) forming nano cutting fluid and is a reliable option for machining. It is to be noted that distinct properties of h-BN (hexagonal Boron Nitride), viz. non-abrasive, lubricious, non-reactive towards molten metal, high thermal conductivity, and good thermal shock resistance complement to its application in this field (Goldberg et al., 2007; Zhi et al., 2006; Han & Zettl, 2002).
Therefore, an attempt has been made to investigate the performance of h-BN dispersed nanofluid MQL in comparison with dry, conventional flooded lubrication, and MQL with conventional cutting fluid. This paper attempts to discover the advantages of using MQL technique with BN nano cutting fluid in machining of hard material (Inconel-625). Later, multi response optimization is formulated to maximize Material Removal Rate (MRR) and minimize surface roughness by using Taguchi and Grey relational approach. Optimized parameters achieved are used further at different machining conditions to evaluate their performance at large.
Synthesis of BN nano cutting fluid is prepared with the help of dry BN powder (APS ~70-80 nm) obtained from nanoshel India. The details of Boron Nitride (BN) nano powder is used for preparation are listed in Table 1. An attempt has made to prepare the samples for BN nano-solution with 0.05% and 0.1% vol. concentration (refer Table 2).
Table 1. Details of Supplied Boron Nitride Nano Powder

Table 2. Amount of Nano H-BN for Different Volume Percentage
The required quantity (measured by using equation 1) of nano particles were dispersed in deionized water and then magnetic stirred for 30 mins at 1200 rpm to obtain respective homogeneous solutions. These samples are further probe sonicated at amplitude of 40% with sonication pulse-on-off time of 50 seconds and 10 seconds, respectively. Fluid samples after suspension of nano particles with .05% and 0.1% vol. concentration are shown in Figure 1. The synthesized uniformly dispersed nano solutions are then added to conventional cutting fluid (Servo-S) in required quantity (95% nano fluid and 5% concentrate conventional cutting fluid) to obtain nano cutting fluid. Figure 2 gives a systematic flowchart of synthesizing h-BN nano cutting fluid.
Figure 1. Suspension of h-BN Nanoparticles in Water (0.05%, 0.1%)
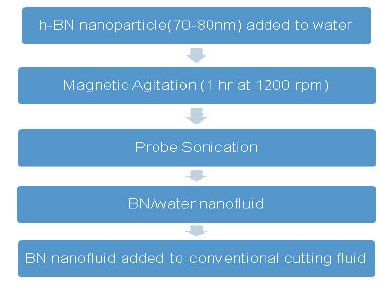
Figure 2. Systematic Diagram of the Synthesis of (BN) Nano Cutting Fluid
Boron Nitride (BN) volume percentage is calculated as,

where
VBN - Volume of BN nanofluid,
VTotal - Total volume of nanofluids,
WBN - Weight of BN nanofluids,
ρBN - Density of BN nanofluids,
Vwater - Volume of Deionized water,
Calculated density of BN is 2.27 gm/cm3
It is important to know the thermal and fluid properties (thermal conductivity (k), viscosity (μ), surface tension (σ)) of nano cutting fluid, which largely effects the machining of hard metals. Therefore, its properties were characterized for (0.05,0.1 % Vol.) h-BN nano particles using liquid thermal property analyzer equipped with thermocouple and digital temperature indicators, Saybolt Viscometer, dynamic contact angle, and tensiometer instrument (DCAT), respectively.
The increase in thermal conductivity of nano cutting fluid in comparison to base cutting fluid is observed as the dispersed nanoparticles increase the surface area and thus better heat transfer is possible. For the considered h- BN nano cutting fluid, the thermal conductivity is found to increase with the increase in Vol% of nanoparticles (i.e. 20% of increase in thermal conductivity was achieved for 0.1 vol.% nano cutting fluid than conventional cutting fluid).
The viscosity of the h-BN nanofluid was tested within the temperature range of 25 °C to 70 °C. The experiment showed that viscosity decreases with increase in temperature and increases with increase in concentration of BN nanoparticles (higher viscosity was achieved with 0.1% sample of BN nano cutting fluid). The surface tension of the samples (0.05% -0.1% vol.) were tested by dynamic contact angle and tensiometer instrument (DCAT). Not much difference in surface tension was detected with increase in concentration of nanoparticles, all the results were analyzed and listed in Table 3.

Table 3. Thermo Physical Properties of Cutting Fluid and h-BN Nano Cutting Fluid of Varying h-BN Concentration
In order to investigate the influence of BN nano solution on machining of Inconel 625, turning operation is performed under various operating conditions (e.g. dry, wet, MQL conventional, and MQL nano cutting fluid) at an optimized feed, cutting speed, and depth of cut. Coated insert (Korloy insert: CCMT09T308-HMP) Model: PC9030 is used for machining. The chemical composition of Inconel 625 is summarized in Table 4.
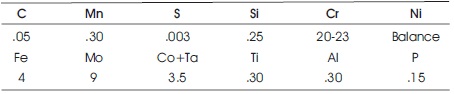
Table 4. Composition of Inconel 625
The optimization of machining parameters is done by multiple responses based on Taguchi orthogonal array integrated with Grey Relational Analysis to maximize material removal rate and minimize surface roughness.
The experimental conditions during the experiment are listed in Table 5. MQL technique was performed at pressure of 4 bar and flow rate of 50 ml/h during machining. The nozzle was positioned to inject cutting fluids along the formation of chip as shown in Figure 3.
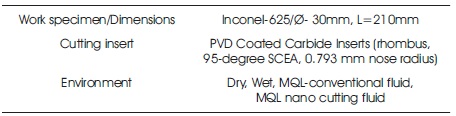
Table 5. Experimental Conditions During Machining
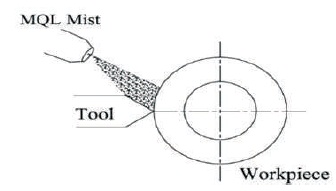
Figure 3. Systematic Diagram for Positioning of MQL Nozzle
Optimization of machining parameters (Cutting velocity, Depth of cut, feed rate) in turning of Inconel 625 with multiple responses based on orthogonal array with grey relational analysis to maximize material removal rate and minimize surface roughness is discussed. The levels of the process parameters are selected in order to cover a sufficient wide range of possible cutting conditions. Table 6 shows different parameters (Cutting speed, feed, and depth of cut) and values considered for machining. Based on Taguchi concept, a L9 array (Table 7). was prepared for experimentation. The combined Grey and Taguchi methods analysis gave optimal parameters with multiple characteristics. Material removal rate and surface roughness were significant characteristics considered.
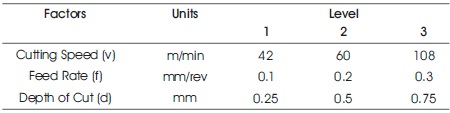
Table 6. Selected Parameters in Turning Process
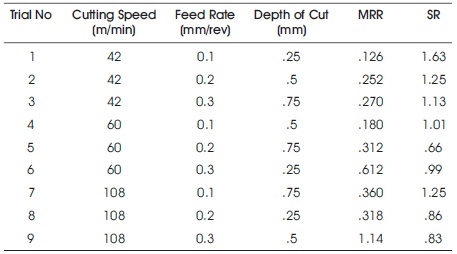
Table 7. Orthogonal L9 Table for Response
The average grey relation grade was calculated for Taguchi response. Parameters at which maximum Material Removal Rate (MRR) and minimum Surface Roughness (SR) was observed were labelled as optimized machining parameters. Experimental design parameters of experiment no. 6 had highest grey relation grade (refer Figure 4). Thus, the optimal machining parameter were found to be as cutting speed of 60m/min and a feed rate of 0.3 mm/rev, and depth of cut as 0.25 mm. The further steps of experimentation included evaluation of machining performance with different modes of lubrication (dry, wet/flooded, MQL with conventional cutting fluid, MQL with nano cutting fluid) on optimized parameters.
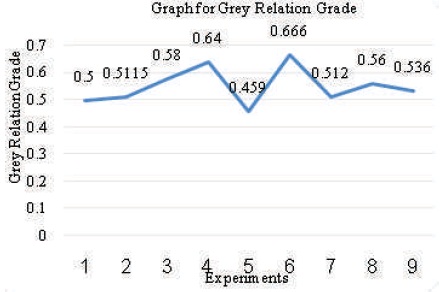
Figure 4. Average Grey Relation Grade for Factors
Thickness of chip measures competence of machining process. Lower chip thickness is supposed to be given for good lubrication at machining area and improved machining efficiency (Abhang & Hameedullah, 2010). Various chips were collected during the experiment as shown in Figure 5 and thickness of chips were measured using electronic micrometer. The chips for dry machining were observed to be much darker in colour owing to higher temperature along with twisted shape whereas, the chips for MQL with h-BN nano cutting fluid were much regular in shape along with smooth surface, which specified reduced machining temperature. The average chip thickness variation graph for modes of lubrication was plotted as seen in Figure 6, which shows chip thickness is comparatively low for MQL with BN nano cutting fluid as compared with dry mode of lubrication.
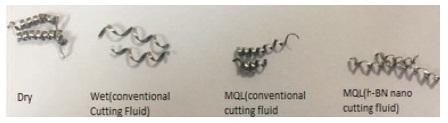
Figure 5. Chips attained for various Modes of Lubrication
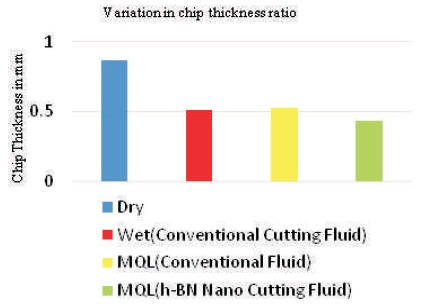
Figure 6. Variation in Chip Thickness Ratio with Mode of Lubrication
Surface roughness is another parameter for evaluating machining performance. Good surface roughness results in better quality surface strength, resistance to corrosion, and enhanced creep life of a workpiece. The subsequent benefits from good surface finish increases productivity with reduced re-processing of workpiece giving satisfied technical specifications. The surface roughness was recorded by Mitutoyo surface roughness tester. Results are recorded in Figure 7, which shows that MQL with h-BN nano cutting fluid gives minimum surface roughness value and hence improved the surface finish.
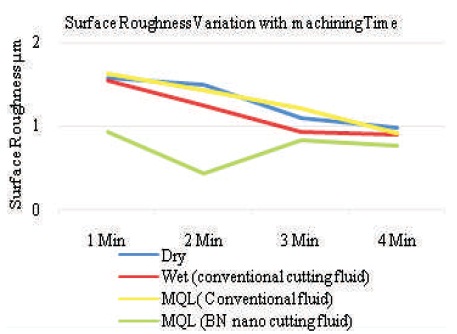
Figure 7. Variation in Surface Roughness with Machining Time
Tool wear is a crucial aspect to predict tool life and effective machining process. The tool wear is measured for varying interval of time for all lubricating conditions and is observed to increase with machining time and also adds up to high chip-tool interface temperature. High tool wear is attained for dry machining shadowed by wet, MQL with conventional cutting and minimal by MQL with h-BN nano cutting fluid due to better heat dissipation. Figure 8 shows the comparison in tool wear with machining time for various lubricating methods.
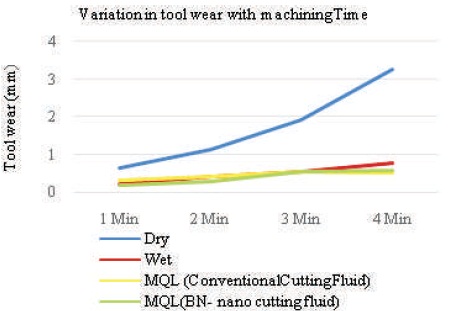
Figure 8. Variation in Tool Wear with Machining Time
Cutting forces in machining are directly affected by lubrication during machining. An appropriate cushion of lubricant formed by MQL with h-BN nano cutting fluid at tool workpiece interface reduces the machining temperature along with cutting forces. It is seen that cutting force gets reduced with h-BN nano cutting fluids (refer Figure 9).
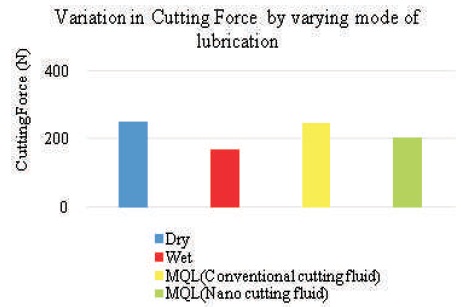
Figure 9. Variation in Cutting Force with Different Lubrication Condition
Cutting zone temperature is another important parameter affected by lubrication method. It is evident by the study of tribological properties of BN nano cutting fluid that it shows improved thermal conductivity in comparison with conventional cutting fluid. This factor adds on to its lubricious property. The average cutting temperature are taken at different intervals of time and it is seen that interface temperature for Dry machining is much higher when compared to the cutting temperature for wet, MQL (conventional cutting fluid), and MQL with nano cutting fluid. It is inferred from Figure 10 that the MQL with BN nano cutting fluid gives low cutting interface temperature not only enhances the tool life, but also affects the shape and colour of chip formed at cutting edge.
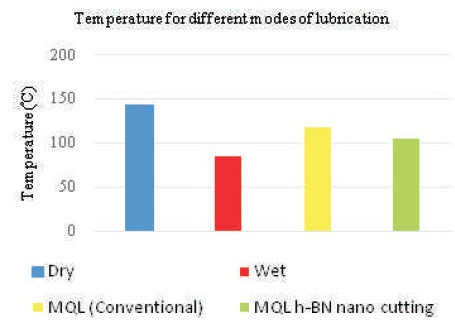
Figure 10. Variation in Tool Cutting Interface Temperature with Various Lubrication Modes
The rheological properties of cutting fluid containing h-BN nano cutting fluid is analyzed along with their effect on machining performance. Inferences are drawn that at higher vol. % of h-BN nano particle in cutting fluid (0.1% vol. BN nano particles). The viscosity was high which would add up to lubricity of base cutting fluid. It is also found that at higher vol% of h-BN nanoparticles, the thermal conductivity achieved is high. However, not much difference was evident in surface tension with increase in concentration of BN nanoparticles. Further, the effect of h- BN nano-fluids in enhancing the MQL lubrication capabilities during machining of Inconel-625 has been investigated under dry, wet, MQL (conventional fluid), and MQL (h-BN nano cutting fluid). Results clearly substantiated that addition of h-BN nanoparticles successfully reduced the tool wear and surface roughness, cutting interface temperature, and cutting forces. It is evident from experimental analysis that the employed h-BN nano cutting fluid with MQL application showed significant improvement in machining performance.