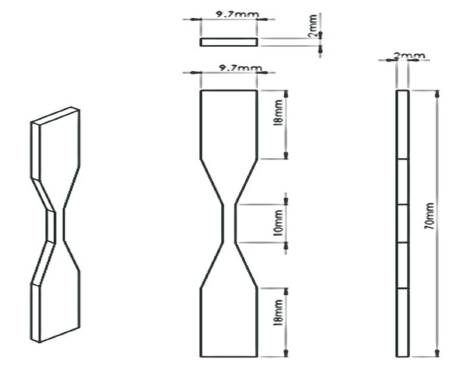
Figure 1. Sketch of Dog-boned Specimen
In the present research work, mechanical tensile properties of Acrylonitrile Butadiene Styrene (ABS), Polyketone (PK), Polypropylene (PP), and Acrylic have been evaluated at low strain rate loading (0.1s-1 , 0.01s-1 and 0.001s-1 ). Sigma Mixing (SM) and Injection Molding (IM) techniques have been used to fabricate dog bone shaped specimens of these polymers. Effect of different fabrication techniques on tensile behaviour of these four polymers has been evaluated. Young's modulus of all polymers is enhanced significantly when specimens are fabricated by Sigma mixing technique. A noticeable improvement of 22.7%, 11.6%, 41%, and 45% in the Young's modulus of ABS, PK, PP, and Acrylic fabricated by Sigma mixing has been observed in comparison to Injection moulded specimens. Molecular orientation, better homogeneity, and strong binding of molecules could be the reasons for this improvement in Young's modulus of specimens fabricated by sigma mixing. This low cost fabrication technology (Sigma mixing) with higher production rate and improved mechanical properties will make this research work more applicable for the fabrication of automotive parts, protective headgear, engineering plastics, electronic assemblies, and other mechanical devices.
Demand of polymer materials is increasing day-by-day in various mechanical engineering fields. Polymers are lightweight, corrosion resistant materials which have high strength to weight ratio [2]. As polymers replace metal, they must be designed to take into account the properties of polymer relative to the specific requirement. Polymer materials are widely applicable in mechanical engineering applications like automotive, aerospace, and clothing materials due to their simple fabrication techniques and lower cost. ABS is the polymer which is widely used for fabrication of automotive hardware and appliance casing. So the mechanical strength of ABS should be higher to withstand the higher forces. Other polymers like Acrylic, PP, and PK are mostly used for clothing, biomedical, building covering, electronics appliances, and other household devices [13]. This mechanical engineering applicability of polymer materials mainly relies on the mechanical behaviour of polymer. Mechanical behaviour of polymer materials can be evaluated by their mechanical properties like tensile strength, creep, stress relaxation, hardness, and modulus. Mechanical properties of polymer materials can be enhanced by adding suitable filler material into polymer matrix. Filler materials can add significant values to the polymer matrix as some filler materials like Carbon nanotubes (CNT) and Graphene posses excellent mechanical and thermal properties.
S. Jandial and Jindal, P., [5] have done review on fabrication and mechanical characterization of PMMA composites with Carbon nanotubes. At various weight percentage of CNT they obser ved noticeable improvement in tensile strength and hardness of PMMA composites. Jin Yoo et al., [9] worked on mechanical characterization of Polyurethane (PU) and CNT nanocomposites fabricated by different techniques. They observed that nanocomposites fabricated by in-situ polymerization results in better mechanical properties, as there is an increased 81% in modulus and increased 19% in strength-at-break has been observed. Another group of researchers also observed significant improvement in hardness and elastic modulus of Polypropylene by adding 10 wt% of MWCNTs (Multi-walled Carbon Nanotubes) [3]. However, pure polymers can also be used in certain mechanical engineering applications due to their lightweight, lower cost, and ease of fabrication. For polymer composites, the properties of composites mainly depends on the type of filler material added to them. But for pure polymer materials; the major factor which affect their properties are their fabrication methods because fabrication methods lead to superior binding of molecules and better interconnected structure. Some shape memory polymers like Polyurethane (PU) are widely applicable in mechanical engineering applications due to their stretchable and flexible behaviour [4]. The mechanical properties of polymer materials can differ at different strain rate due to their visco-elastic nature [16]. Jindal et al., [7] performed high strain rate experiments on Polycarbonate and MWCNT composites and found that impact resistance of composites improved under dynamic strain rate of 2500/s. Z. Weng et al., [17] worked on the mechanical characterization of Acrylonitrile Butadiene Styrene (ABS) nanocomposites with Organic Modified Montmorillonite (OMMT) prepared by Injection moulding and 3D printing techniques. Researchers observed that tensile strength of 3D printed samples improved by 43% while for injection moulded specimens 28.9% improvement was observed, so it is concluded that Injection molding technique is found more suitable than 3D printing for fabrication of ABS/OMMT nanocomposites. H. Zhang et al., [18] also studied mechanical behaviour of Basalt Fiber Reinforced Polymer (BFRP) at different strain rate ranging from 19 to 133 s-1. Effect of temperature on tensile behaviour has also been studied between the temperature ranges of -25 °C to 100°C. They observed that within the strain rate the tensile strength, toughness and maximum strain increased by 45.5%, 17.3%, and 12.9%, respectively. They further noticed that up to 50 °C the tensile strength remains unchanged, but decreased at 100 °C which may be reason for weakening of interfaces between polymer matrix and fibers when glass transition temperature increases. Jindal et al., [6] have done high strain rate compressive testing on Boro-silicate glass coated with carbon nanotubes. They observed a maximum stress of 389 MPa for pure Boro- silicate glass at a strain rate of 2500 s-1 . X. Zhang et al., [19] preformed high strain rate compressive testing on Hollow glass microsphere filled polymer and they observed higher compressive strength (225 MPa) at strain rate of 2750 s-1. Moreover they observed that at this strain rate the value of compressive strength is higher for all volume fractions. They also performed low strain rate tensile testing on these nanocomposites and they found that tensile strength is higher for all volume fractions at a strain rate of 0.2 s-1 . Concept of enhancing the mechanical properties of polymers by molecular orientation, without adding filler [1] is not new and it does not affect the weight of polymer anymore. This technique of improving the mechanical properties without reinforcement is known as self-reinforcement.
Previous work on tensile and compressive characterization of polymer materials showed that different strain rates have significant effect on mechanical properties of polymer material. Previous work also revealed that different fabrication techniques can lead to significant variation in mechanical properties of pure polymers as well as polymer composites. Therefore, keeping the above factors in mind, in the present study the focus is on the evaluation of effect of different fabrication process on mechanical behaviour of polymers at low strain rate loadings. Sigma mixing and injection molding techniques are found to be more suitable for fabrication of specimens due to simple processing, low cost, and environment friendly features. Specimens of different polymers have been successfully fabricated by Sigma mixing and Injection moulding techniques and their mechanical properties like Young's modulus and Yield strength has been evaluated at different strain rates of 0.1s-1 , 0.01s-1 , and 0.001 s-1 .
Pure beads of different polymers have been used for fabrication of Dog Bone shaped specimens for tensile characterization. Specifications of dog bone shaped specimens prepared for tensile characterization are shown in Figure 1. All the specimens have been fabricated according to ASTM D638.
Figure 1. Sketch of Dog-boned Specimen
Sigma mixing [8], [10], [15] and Injection molding [2], [11], [12], [14] techniques have been used for fabrication of specimens of different polymers. Pure beads of polymers have been poured into the hopper of Injection molding machine and the temperature is set to the melting point of polymer. When the required temperature is reached, the air pressure is provided and molten material is forced to the die having same dimension of the cavity, as shown in Figure 1.
In case of Sigma mixing, twin screws have been used which allows continuous production of lumps of material with high homogeneity and flexibility. Lumps of pure beads have been prepared with the help of sigma mixing machine. Both the screw rotates in opposite direction at equal speed (25 rpm) and simultaneously melting of material has been done by setting the temperature of heater. This process continues for 15 minutes and after this, material in lump form has been extracted from heating chamber and transferred to the Injection moulding machine.
Micro mechanical tensile machine has been used to evaluate tensile behaviour of all specimens. The Gripped specimen is shown in Figure 2. Tensile behaviour of all specimens has been evaluated at lower strain rate loadings (0.1s-1 , 0.01s-1 , and 0.001s-1 ).
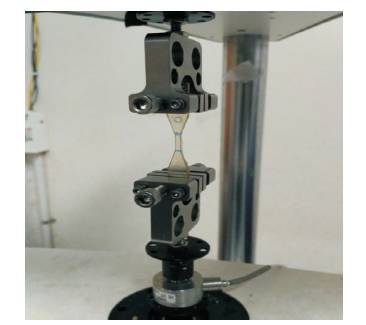
Figure 2. Specimen Gripped in the Holder of Equipment
As load is applied, specimen undergoes some linear deformation before it gets fracture, this linear deformed behaviour of specimen generates Stress-Strain curves.
Figures 3 and 4 show the stress-strain curves of different polymer specimens under three strain rates fabricated by different techniques. As the figures depict, different strain rates have different effects on tensile behaviour of polymer materials. In case of Injection moulded specimens (Figure 3), PP shows good tensile behaviour at all three strain rates because of ductile behaviour. ABS is the material which shows linear behaviour up to the stress values of 42 MPa, beyond this point fluctuation in stress occurs and it attains a constant value of 35 MPa for further change in strain. But ABS at strain rate of 0.1s-1 gets fractured immediately after showing maximum strength of 47.85 MPa. PP posses good yield strength of 26.9 MPa, 28.2 MPa, and 33.3 MPa at low strain rates of 0.001s-1 , 0.01s-1 , and 0.1s-1 , respectively. PP and ABS show their maximum yield strength (33.3 MPa and 47.8 MPa) at a strain rate of 0.1s-1.
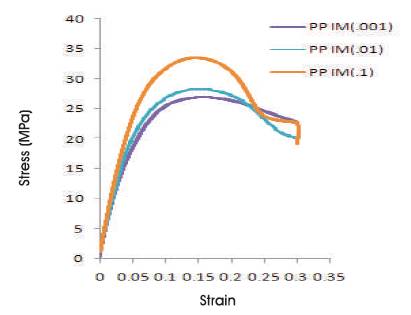
Figure 3. Stress-Strain Behaviour of PP Specimens at Different Strain Rates Fabricated by IM
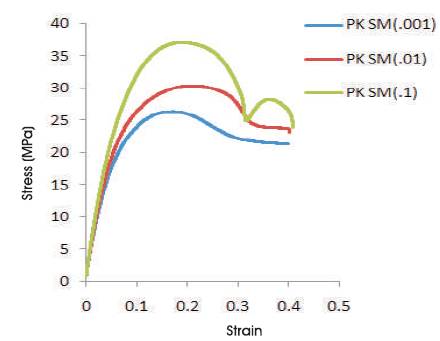
Figure 4. Stress-Strain Behaviour of PK Specimens at Different Strain Rates Fabricated by SM
PK specimens fabricated by Sigma mixing (Figure 4) also show good tensile behaviour as PP does in case of Injection molding (Figure 3), while Acrylic is the material which shows more brittle behaviour and does not have any yield strength. As like PP fabricated by Injection molding, PK also shows maximum yield strength (37.09 MPa) at a strain rate of 0.1s-1 . The stress values for all materials are found to shift towards higher range as strain rate increases which clearly indicate the dependence of tensile strength on the strain rate [18]. This strain rate sensitivity of tensile strength has also been studied by another group of researchers; they showed that tensile strength increases drastically with the increase in strain rate [19].
Figure 5 shows Young's modulus of ABS, Acrylic, PP and PK specimens at a strain rate of 0.1s-1 fabricated by sigma mixing and Injection molding techniques. As Figure 5 depicts all the polymer material specimens fabricated by Sigma Mixed (SM) technique posses better value of Young's modulus in comparison to Injection Moulded (IM) specimens.
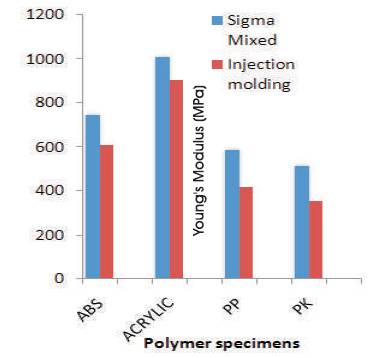
Figure 5. Young's Modulus of Specimens at Strain Rate of 0.1s-1
For Injection moulded specimens, the value of Young's modulus (at 0.1s-1 strain rate) for ABS, Acrylic, PP, and PK is 609.2 MPa, 906.2 MPa, 417.6 MPa, and 357.2 MPa while for Sigma mixed specimens it increases to 748 MPa, 1012.2 MPa, 591 MPa, and 518 MPa, respectively. This shows that Young's modulus of these materials enhanced drastically by 22.7%, 11.6%, 41%, and 45%, respectively when specimens are fabricated by Sigma mixing technique. Zhang et al., [18] performed medium strain rate (19 s-1 to 133 s-1 ) testing on Basalt fiber reinforced polymer and found 45.5%, 17.3%, and 12.9% improvement in tensile strength, toughness, and maximum strain, respectively. Zhang et al., [19] found 64% and 33% improvement in Young's modulus and tensile strength respectively for glass microsphere modified polymers under low strain rates of 9.4 s-1 . However, under very low strain rate loading (0.001 to 0.1s-1), no significant studies on mechanical properties have been reported. Significant enhancement in maximum yield strength and Young's modulus by nearly 30-40% at very low strain loading for polymers has been reported in this paper. For understanding mechanical material behaviour properties comprehensively, it is important to analyse low, medium, and high strain rate loadings. Mechanical properties are influenced by the manufacturing technique which has also been observed in this paper, indicated by the enhanced Young's modulus for polymers fabricated by using sigma mixing method. The four different types of polymers- ABS, PK, PP, and Acrylic selected in this paper for experimentation are widely used for different types of mechanical engineering applications related to different strain rate loading. It may be assumed that sigma mixing results in molecular orientation [1], better homogeneity and flexibility of the polymer materials which is responsible for the enhancement in Young's modulus. Moreover, another hypothesis may be assumed that preheating of polymer during sigma mixing removes the moisture content and reduces the air traps in the polymer matrix and this enhanced the bonding of molecules and provides extra strength to the material.
From the present research work, the conclusions are summarized as follows:
Authors are very thankful to MHRD for funding this research work under Design Innovation Centre (DIC) project “Medical devices and restorative technologies”.