
Table 1. Chemical Composition of A356 Alloy (wt%)
In the present work, A356/SiC Metal Matrix Composite (MMC) with different weight percent of SiC particles were fabricated by two different techniques, such as Mechanical stir-casting and Electromagnetic stir casting. The wear and frictional properties of the metal matrix composites were studied by performing dry sliding wear test using a pin-on-disc wear tester for both electromagnetic stir casting samples and mechanical stir casting samples. The wear rate increases with the addition of normal force, while decreases when the percentage of reinforcement is increased. Frictional coefficient increases by increasing the normal force and percentage of reinforcement. By increasing percentage of reinforcement and using electromagnetic stir casting process, the higher frictional coefficient and lower wear rate are obtained.
Engineering materials are the most important part of technology development. The development in the materials started from the Stone Age. With the technology development, it led to the era of Steel, Aluminium, Magnesium, and Titanium. Finally their alloys by way of the result of developments in technology and refining, and due to all these technological developments lead to investigate more and more advanced materials possible. With time, world is shrinking day by day and so the role of engineering materials need not to be emphasized in the advancement of technology (Dwivedi et al., 2012; 2015).
It is the material which forces the designer to put forward his idea into practice. New materials like composites are being developed to fulfill various performance requirements. The main reason for the growth of aluminum based composite material is that some applications require high hardness, high tensile strength, high impact strength, high modulus of elasticity than the conventional aluminium alloys. The conventional aluminium alloys also offer very poor wear resistance (Dwivedi et al., 2012; 2014; 2015; Natarajan et al., 2006; Ramachandra, M., & Radhakrishna, K., 2004).
This process was developed by S. Ray in 1968 when molten aluminum alloy was stirred by incorporating alumina ceramic powder particles in to the aluminum melt. In this process, the discontinuous phase (reinforcement usually in powder form) is incorporated into matrix when the matrix is in molten form, and stirred by a mechanical stirrer in order to get homogeneous distribution and wetting of the reinforcement. In stir casting process, an external stirrer is used. When external stirrer is inserted into the melt composite material, some amount of air enter inside the melt material. This entered air forms porosity and blow holes. These porosity and blow holes reduce the mechanical properties of composite materials. To avoid this phenomena, in recent research work, electromagnetic stir casting is used without external stirrer. In electromagnetic stir casting process, matrix material is mixed with reinforcement material by electromagnetic force (Abachi et al., 2006; Al-Qutub et al., 2013; Dwivedi , 2014,; Dwivedi, S. P., & Sharma, S. 2014; Krumphals et al., 2008; Lee et al., 2008; Mishra et al., 2012; Singla et al., 2009; Savaşkan, T., & Bican, O, 2010; Srinivasulu et al., 2013; Sherstnev et al., 2008).
Among the variety of manufacturing processes available, electromagnetic stir casting is generally accepted as a particularly promising route. Its advantages lie in its simplicity, flexibility, and applicability to large volume production. It is also attractive because, it allows a conventional metal casting technique to be used, and hence minimizes the porosity of composite. In electromagnetic stir casting technique, no external stirrer is used; reinforcement materials are mixed in matrix by producing electromagnetic field in melt material (Dwivedi et al., 2016a; 2016b; 2016c; 2016d; 2017).
If the casting processes of the melted metal are applied directly in the state of melted Al matrix with reinforcement, the reinforced MMC parts with the complicated shape can be produced. However, it is hard to get the products for the reinforcement to be distributed uniformly because of the difference of density in the reinforcement. Therefore, in this paper, the reinforced metal matrix composites were fabricated with electromagnetic stir casting process and mechanical stir casting process. This work aims to compare the result of aluminum matrix composite material reinforced by (5, 10, and 15 wt. %) silicon carbide particles using electromagnetic stir casting method and mechanical stir casting method.
In this study, A356 alloy is selected. It has very good mechanical strength, ductility, hardness, fatigue strength, pressure tightness, fluidity, and machinability. The chemical composition of A356 are shown in Table 1 (Dwivedi et al., 2012; 2014; 2015).
Table 1. Chemical Composition of A356 Alloy (wt%)
The addition of reinforcements in metal matrix significantly improves wear, thermal and various mechanical properties. SiC is selected as reinforcement material. Silicon Carbide (SiC) is composed of tetrahedral of carbon and silicon atoms with strong bonds in the crystal lattice. This produces a very hard and strong material. Silicon carbide is not attacked by any acids or alkalis or molten salts up to 800 °C. In air, SiC forms a protective silicon oxide coating at 1200 °C and is able to be used up to 1600 °C. The high thermal conductivity coupled with low thermal expansion and high strength gives this material exceptional thermal shock resistant qualities. Silicon carbide ceramics with little or no grain boundary impurities maintain their strength to very high temperatures, approaching 1600 °C with no strength loss. Chemical purity, resistance to chemical attack at temperature, and strength retention at high temperatures has made this material very popular in semiconductor furnaces. The properties of Silicon Carbide are shown in Table 2 (Dwivedi et al., 2012; 2014; 2015).
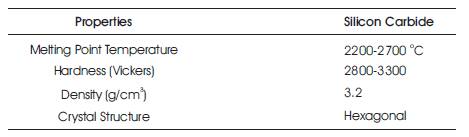
Table 2. Properties of Silicon Carbide
Mechanical stir casting is a liquid state method for the fabrication of composite materials, in which a dispersed phase is mixed with a molten matrix metal by means of mechanical stirring. Stir casting is the simplest and the most cost effective method of liquid state fabrication. Three combinations of reinforcement (5%, 10%, and 15% of SiC) are fabricated with aluminium metal matrix composite. The metal matrix is reinforced with SiC particle having Average Particle Size (APS) -25μm. Silicon carbide is preheated at 473 K for 1 h prior to introduction into the melt. In liquid metal stir casting, the A356 was placed in specially designed Muffle furnace with top pouring mechanism as shown in Figure 1. The amount of silicon carbide is varied from 0% wt to 15% wt in each matrix. A thermocouple has been inserted and it gives the feedback of the temperature inside the furnace. The temperature inside the furnace is controlled to about 750 oC in order to minimize the chemical reaction between the substances. The temperature is controlled by connecting the relay from the furnace and thermocouple. The function of relay is to cutoff the power supply when temperature goes beyond 750 oC. The mechanical stirring (which is carried out using an stirrer driven by electric motor) is used to disperse the silicon carbide particles in matrix alloy. The preheated particles of reinforcement is added to the melt and stirred at 650 rpm for 10 minutes. The stirring is continued so as to prevent the composite from not reaching the mushy zone.
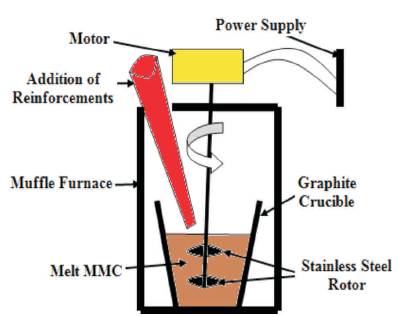
Figure 1. Schematic Diagram of Stir Casting Route
A356 alloy is cleaned and loaded in the graphite crucible and heated above its liquidus temperature in an open hearth furnace. The temperature was recorded using chromel-alumel thermocouple, which was 700 oC. Secondly, the liquid A356 aluminum alloy at a given temperature was poured into a stainless steel crucible which was packed very well with the help of glass wool (between crucible and winding) inside the motor as shown in Figure 2. SiC particles with an average size of 25 μm were chosen as the reinforcement particles. The amount of silicon carbide is varied from 0% wt to 15% wt in each matrix. The SiC reinforcing particles were added on the surface of the molten liquid A356 at 700 oC to the crucible. The SiC particles disperse into the melt material. By providing 240 V supply to three phase induction motor melt material (A356/SiC) stirred by an electromagnetic field for a 5 minutes and the stirring speed of melt material was 210 rpm as shown in Figure 2.
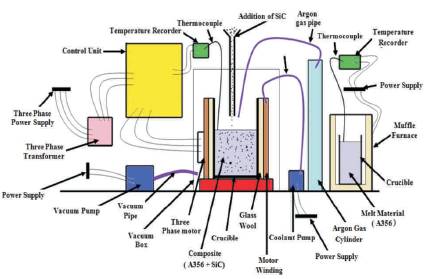
Figure 2. Fabrication of Metal Matrix Composites by Electromagnetic Stir Casting (Dwivedi et al., 2017)
Degradation of a material is defined as the deterioration of a material as a result of its inter-reaction with other material or with the environment, primarily oxygen present environment (oxidation). Though material degradation is a term associated with metals, but almost all the materials, including wood, plastics, and ceramics also deteriorate when they come in contact with the ultraviolet radiations of sunlight, liquids, gases, or contact with other solids. Due to this degradation of materials, the strength of the material is reduced, as a result of slow consuming of material. There are various types of material degradation, such as wear, corrosion, and oxidation. Metal matrix composites, like other metallic materials are also influenced by wear when they are subjected to load and motion (Dwivedi et al., 2016a)
Wear is a process of removal of material from one or both solid state contacts occurring when two solid surfaces are in relative motion. Wear outcomes from direct interaction between the individual severities at sliding interfaces under various situations, many severe interactions are necessary before wear takes place. The rate of material removal is generally a slow process, but steady and continuous. The wear of a material can be expressed by Archard's mathematical model for describing the wear between two sliding bodies which is given in equation (1).
where,

Q - total volume of debris produced;
K - dimensional constant, dimensionless;
W - total normal load, N;
L - sliding distance, m;
H - hardness of softest contacting surface, GPa.
Wear can also be defined as a process where interaction between two surfaces or bounding faces of solids within the working environment results in dimensional loss of one solid, with or without any actual decoupling and loss of material. Wear is erosion or sideways displacement of material from its "derivative" and original position on a solid surface performed by the action of another surface. Wear of metals occur by the plastic displacement of surface and near-surface material and by the detachment of particles that form wear debris (Source: Wikipedia). The study of the processes of wear is a part of the discipline “Tribology”. Different types of wears are discussed below.
Abrasive wear occurs when a hard rough surface slides over a softer surface. It is the loss of a material due to hard particles or hard protuberances that are forced against and moved along a solid surface; e.g. material removal by grinding and filing in fitting shop.
Erosive wear can be defined as an extremely short sliding motion and is executed within a short time interval. Erosive wear is caused by the impact of particles of solid or liquid against the surface of an object (Source: Wikipedia).
This kind of wear occurs in a variety of situations both in lubricated and unlubricated contacts. The fundamental cause of these forms of wear is chemical reaction between the worn material and the corroding medium. This kind of wear is a mixture of corrosion, wear and the synergistic term of corrosion-wear which is also called tribocorrosion (Source: Wikipedia).
Fretting refers to wear and sometimes corrosion damage at the asperities of contact surfaces. This damage is induced under load and in the presence of repeated relative surface motion, as induced for example by vibration (Source: Wikipedia).
Cavitation wear occurs from the collapse of cavitation bubbles. When a cavitation bubble collapses, the surrounding liquid rushes to refill the void and collides with the material surface.
Adhesive wear can be found between surfaces during frictional contact and generally refers to unwanted displacement and attachment of wear debris and material compounds from one surface to another. Two separate mechanisms operate between the surfaces which are shown in Figure 3.
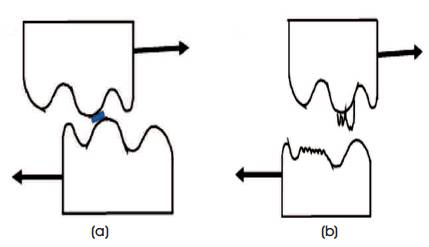
Figure 3. Mechanism of Adhesive Wear, (a) Before Adhesion, (b) After Adhesion (Dwivedi et al., 2017)
The material is removed in case of adhesive wear as a result of electron transfer between contacting surfaces. Several free electrons are present in metals and on contact with other metal or ceramic particles, these electrons exchange from one metal to other to create a bonding. It is hypothesized that when different metals are in contact, the metal with a higher electron density contributes electrons to the other metal having low electron density and affinity to gain electrons.
Pin-on-disc method was used to determine the friction and wear behaviour of samples. Cylindrical pins of size Φ 6 mm and length 50 mm were prepared from the castings to conduct the dry sliding wear test. All samples were tested at three normal loads of 5 N, 10 N, and 20 N and a constant sliding speed (2 m/s) and sliding distance (1000 m) at ambient temperature. Effects of percentage of SiC content on friction and the wear behaviour was investigated at different loads for both mechanical stir casting samples and electromagnetic stir casting samples, which are shown in Tables 3, 4, and 5, respectively. The variation of frictional coefficient and wear rate of both the Mechanical Stir Casting Samples (MSCS) and Electromagnetic Stir Casting Samples (ESCS) under different loads and different percentage of reinforcement (5%, 10%, 15%) are shown in Figures 4 and 5.
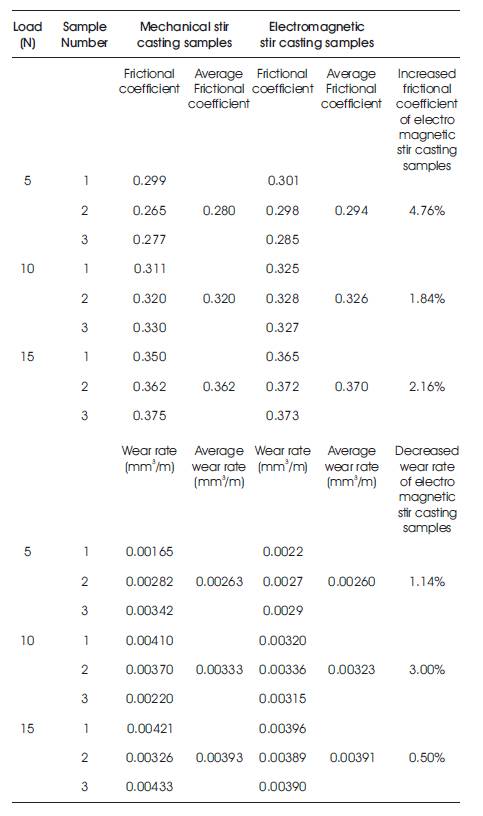
Table 3. Frictional Coefficient and Wear Rate of (95%A356+5%SiC) Samples at three Different Loads for Constant Sliding Speed (2 m/s) and Sliding Distance (1000 m)

Table 4. Frictional Coefficient and Wear Rate of (90%A356+10% SiC) Samples at three Different Loads for Constant Sliding Speed (2 m/s) and Sliding Distance (1000 m)
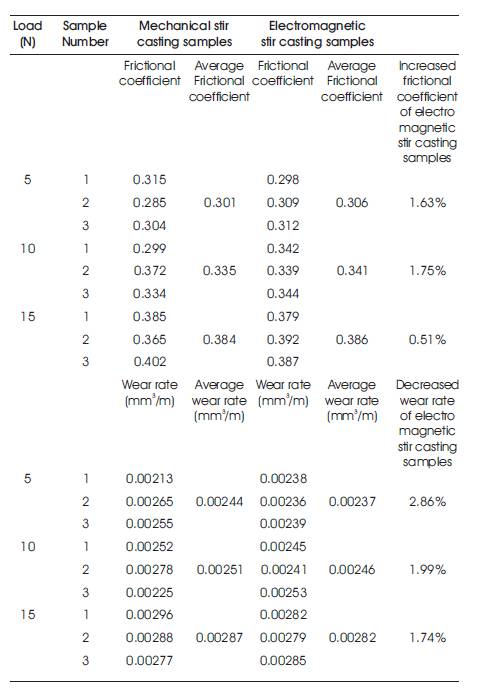
Table 5. Frictional Coefficient and Wear Rate of (85%A356+15% SiC) Samples at three Different Loads for Constant Sliding Speed (2 m/s) and Sliding Distance (1000 m)
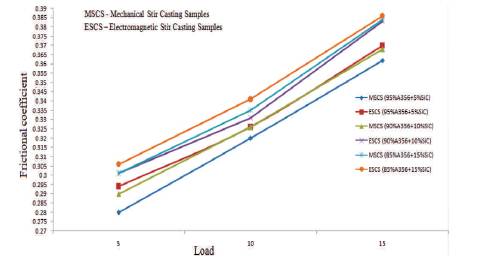
Figure 4. Effect of Load on Frictional Coefficient for Mechanical Stir Casting Samples (MSCS) and Electromagnetic Stir Casting Samples (ESCS)
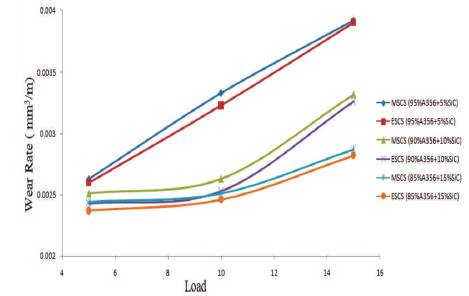
Figure 5. Effect of Load on Wear Rate for Mechanical Stir Casting Samples (MSCS) and Electromagnetic Stir Casting Samples (ESCS)
The electromagnetic stir casting samples has a significant effect on the frictional coefficient as shown in Figure 4. For a given load, wear rate is compared to mechanical stir casting samples. Electromagnetic stir casting samples possessed lower wear rate when compared to mechanical stir casting samples as shown in Figure 5.
A356/SiC (15 μm) composites at different percentage of reinforcement (0%, 5%, 10%, 15%) were fabricated at 700ºC via direct melt reaction method with mechanical stirring and electromagnetic stirring. From the results, it can be concluded that the wear rate increases steeply with the addition of normal force, while decreases by increasing the percentage of reinforcement. Frictional coefficient increases by increasing the normal force and percentage of reinforcement.