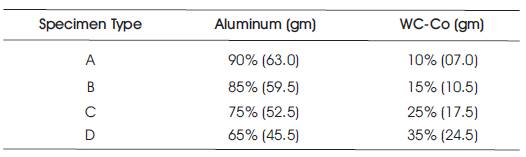
Table 1. Weight Percentages of Materials
The demand in usage of advanced material in lightweight Aluminum (Al) has increased drastically in the present, especially in automobile and aerospace applications. Aluminium based Metal Matrix Composites (MMCs) has its own advantage that it offers a very low thermal expansion coefficient, high specific strengths, wear and heat resistance as compared to conventional Al alloys. To group all these properties, Aluminum based MMCs have become a very useful method for various industrial applications. Therefore, a combination of Aluminum (Al) and Tungsten carbide-cobalt (WC-Co) is of interest. Al-WC-Co composites with 10 to 35 weight % of WC-Co were fabricated using powder metallurgy process. Then, the powder mixtures were pressed and sintered by using vacuum sintering technique at above 600o C. In this present research, the samples were tested for its hardness by rock well hardness test. It was found that the hardness increased with increase in percentage of WC-Co. The surface morphology of the samples were investigated by Scanning Electron Microscopy (SEM). PXRD (Powder X-Ray Diffraction) analysis reveals that, uniform structure of composites was formed in Al-WC-Co.
The main aim of developing new materials is to improve the service life of loading members, operational reliability in couplings, gears and moving parts, and less friction incase of bearing bushes, brake pads, friction clutches, and wear in piston rings. The other consideration for the new materials is the working condition of parts at speeds, loads, environmental conditions and other parameters. No single metal can meet all the required above considerations. To meet the same, there is a need to develop a composite material that could have all the combinational requirements. The enriched mechanical properties are with Metal matrix composite material than pure metal. So it is necessary to develop Metal Matrix Composites, especially Aluminium based MMCs due to its large usage in automobile and aerospace applications and in case of cutting tool industry, cemented tungsten carbide are used with powder metallurgy process. Generally, Tungsten Carbide (WC) particles are always combined with a small amount of cobalt (Co) as a binding agent, so called a Tungsten carbide-cobalt composite (WC-Co). The hard alloy WC-Co offers much higher toughness compared to the carbide- reinforced Aluminium [1-3].
Even the WC-Co offers superior toughness, the cemented carbide still has some main drawbacks; it is difficult to sinter and tends to have high temperature deformation during cutting operation. In order to get desirable properties, a composite of Al matrix containing WC-Co has been introduced. The presence of WC particles in Aluminium can improve mechanical properties and microstructure by inhibiting grain growth of Aluminium, whereas Aluminium offers thermal and dimensional stability [4].
The available literature reveals that most of the studies have been carried out to evaluate the wear behaviour of Aluminium based particulate or whisker reinforced composites. V. Constantin, et al. [5] investigated the sliding wear behaviour of Aluminium Silicon Carbide Metal Matrix Composites reinforced with different volume fraction of particulate against a stainless steel slider. Their results show that addition of reinforced particles increase the resistance of the composites to sliding wear under dry conditions, even for small volume fraction of particles. It reveals the comparative assessment of the effect of different types of reinforcement. Their results show that in case of 20% vol SiC particles vs 20% Vol SiC- whisker (perpendicular or parallel) particles, the steady state wear rates of the composites were generally independent of the reinforcement geometry (Particulate or whisker) and orientation (perpendicular vs. Parallel) [6].
L. Cao, et al. [7] studied the wear behaviour of SiC whisker reinforced Aluminium composite. Their results show that the SiC whisker–Al composite exhibits a fairly good wear resistance, especially for higher sliding velocities and/or higher loads. As the percentage of RHA particles increases, the density of the composites decreases and a slight increase in the hardness was observed [8]. D.S. Prasad, et al. [9,10] studied the investigations on mechanical properties of Aluminium hybrid composites & hybrid composites as a better choice for high wear resistant materials.
In this present work, Al-WC-Co composites have been fabricated using powder metallurgy process. Mixture of four different compositions, viz. 10, 15, 25, and 35 weight percent of WC particulates in Aluminium matrix were prepared using V-blender. The changes in powder particle morphology during mechanical alloying of Al and WC-Co particles after six hour intervals were studied. The Al-WC-Co composites were fabricated using compaction as well as direct compaction of powders and subsequent sintering in vacuum. The mechanical property hardness of the Al-WCCo composites was measured. The micro structural analysis was done using Scanning Electron Microscopy and XRD analysis was also done.
For the present work, the following metals are chosen for the study:
Based on the volume and mass calculations, required amount of Aluminum, Tungsten carbide, and Cobalt were measured to maintain required composition and aspect ratio. The main objective of the mixing and blending is to provide a homogeneous mixture. The different weight percentage of aluminum powder and tungsten carbide and cobalt powder is taken in four steel tins incorporated with alumina balls. Alumina balls help in proper mixing of powder; each steel tin consists of 70 grams metal powder, including aluminum and, tungsten carbide and cobalt. In each steel tins, glycerin was added as binder. Binder helps to achieve enough strength before sintering. Four steel tins were attached to the V-blender. Blending process was done instead of mixing four times to save energy and for economic way. If powder is taken directly for the mixing in vblender, this small amount of powder can stick to the walls of V-blender leading to wastage of powder. Blending process is conducted for 6 hours. After completion of blending, the mixture of Al and, WC and Co powders were removed from steel tins. The mixture is ready for pressing. The performance of composite depends on weight percentage of mixing. The total of weight percentages are shown in Table 1.
Table 1. Weight Percentages of Materials
Blended powders are pressed in dies under high pressure of 100 kgf to develop them into the required shape. The compacts must be sufficiently strong to withstand ejection from the die and subsequent handling before sintering. Compacting is a critical operation in the process, since the final shape and mechanical properties are essentially determined by the level and uniformity of the as pressed density. Powders under pressure do not behave as liquids, the pressure is not uniformly transmitted and very little lateral flow takes place with the die. The attainment of satisfactory densities therefore depends on a large degree to press tool design. The die is made up of stainless steel.
The green die compacts and cold isostatically pressed compacts were sintered in a furnace by gradually raising the temperature to 580o C and the specimens were kept at this temperature for 30 minutes. The compacts were furnace cooled. Vacuum sintering of the Al-WC-Co composites was also done which gave better properties. For this, the Al-WC-Co composite samples were placed in a quartz tube and the tube was evacuated using a vacuum system. After high vacuum (10-6 Mbar) was created in the quartz tube, the tube was sealed by glass blowing using (LPG and oxygen) burners. The sealed tubes were placed in furnace for sintering of Al-WC-Co composites. The temperature was raised to 600o C and sintering was done for 45 minutes. A higher furnace temperature was used because the temperature inside the quartz tube is less than the outside temperature. After sintering, the tube was furnace cooled and then the quartz tube was cut from one end and the sintered Al- WC-Co composite samples were taken out.
Rockwell hardness was measured on the polished surfaces of the Al-WC-Co composite samples using C scale on Rockwell hardness tester. A diamond indentor with fixed indentation load of 100 kg was used for all tests. The angle of diamond indentor is 1200. Five readings were taken for samples of each composition and the average hardness was determined.
The microstructure of the hybrid composites was examined using an optical microscope (Model: Olympus) and a Scanning Electron Microscope (SEM). JSM-6610LV Scanning Electron Microscope equipped with Energy Dispersive X-ray analyzer (EDX) was used to study the microstructure of the hybrid composites. The images of pre-sintered powders were taken with optical microscope and SEM and EDX study was done for sintered hybrid composite material. The samples of hybrid composites for SEM were cut from specimens and grounded with mortar piston and 10 mg powder was dispersed in 5 ml of absolute ethanol and sonicated for 5 minutes. Around 40 μL of this dispersed solution is loaded on SEM sample holder and allowed for drying in a dust free environment and in-situ EDX study was done with Oxford instrument.
XRD is a technique that is widely used in the nanotechnology. Applications range from phase identification, quantification, and determination of crystallite and particle size, all on nano-scale level. There are typical advantages using XRD in this technology over other techniques, such as the non-destructive nature, averaging of properties, proper statistics, and fast measurements.
The average Rockwell hardness values of Al-WC-Co composites is measured on the polished surfaces of the samples using C scale on Rockwell hardness tester. The Rockwell hardness of powder metal Al-WC-Co composites increases with increase in weight % of WC-Co from 10 to 35 wt. % of WC-Co. This is because the mechanical alloying involves severe deformation of the aluminum powders and embedding of WC-Co particles uniformly into the aluminum matrix. This gives a uniform equiaxed composite powder structure, which gives improved properties after compaction and sintering.
Based upon the hardness values obtained in Table 2, the graphs are plotted, by considering the sample specimen on abscissa and Rockwell hardness number on ordinate. Figure 1 clearly shows that, the Rockwell hardness of powder metal Al-WC-Co composites increases with increase in weight % of WC-Co from 10 to 35 wt. % of WC-Co.
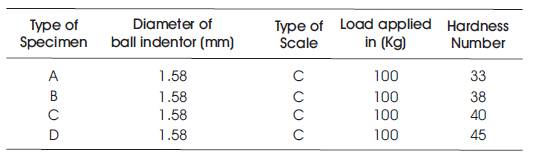
Table 2. Rockwell Hardness Test
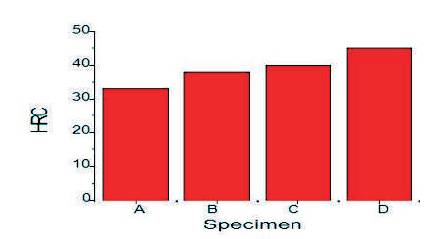
Figure 1. Effect of increase in weight % of WC-Co and Hardness
Figure 2 A, B, C, and D shows the micrographs of pre-sintered powder sample. It could be observed that the sample consists of particulates with different sizes and different shapes. The average sizes of A, B, C and D samples were found to be around 50-200 μm.
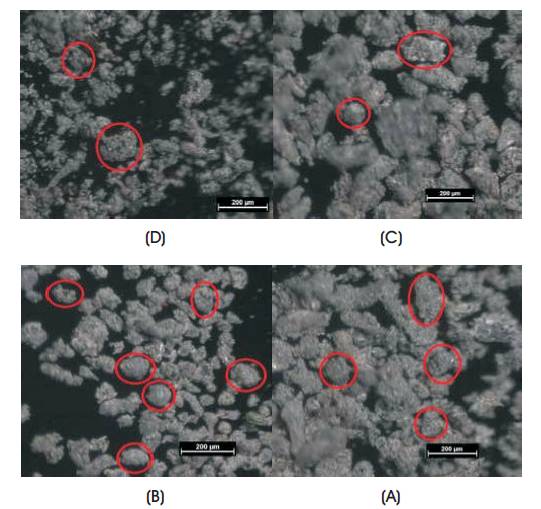
Figure 2. Micrographs of Pre-sintered Composites with Different Concentrations of Al, WC and Co
Further, sintering process was completed with these materials, where Al-WC-Co composite samples were placed in a quartz tube and the tube was evacuated using a vacuum system. After creating high vacuum (10-6 Mbar) in the quartz tube, the tube was sealed by glass blowing using (LPG and oxygen) burners. The sealed tubes were placed in the furnace and temperature was raised to 600o C and sintering was done for 45 minutes. After sintering, the tube was furnace cooled and the quartz tube was cut from one end and the sintered Al-WC-Co composite samples were taken out. Figure 3 A, B, C, and D shows the micrographs of sintered composites with different concentrations of Al, WC and Co for SEM imaging; a little portion was crushed and grounded uniformly to analyze its size, shape and structure through SEM. Elemental composition was determined with in-situ EDX analysis. Scanning electron micrograph of the hybrid composite shows clearly the uniform distribution of Al and WC-Co in the matrix. Mostly disk like shapes were observed corresponding to increment in Al percentage. From the SEM images in Figure 3, the above said can be visualized.
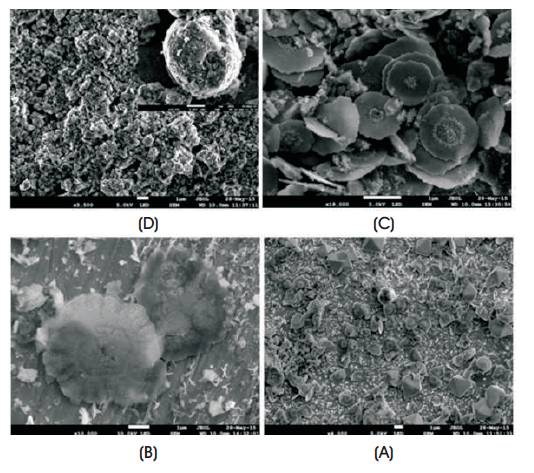
Figure 3. Micrographs of Sintered Composites with Different Concentrations of Al, WC and Co
The XRD pattern of all four different composition samples (A,B,C,D) were measured. The data obtained perfectly matches with the materials taken for the preparation of the sample.
The typical PXRD diffractogram for the specimen D is shown in Figure 4. From the PXRD difrractograms of all four samples, the peaks obtained perfectly matches with the corresponding elemental composition of Al-WC-Co. The peaks at 31.5546, 35.6879, 48.3328, 64.0540, 65.0989, 73.1235, 75.5918, 77.1848 and 84.1495 confirms the presence of WC as per JCPDS [11] data 98-001-5406. The peaks 44.7863, 78.2323, 82.7019, 99.0828, 30.6707 represent the presence of Al according to JCPDS no. 01- 089-4037 and the peaks 38.5402, 78.4833, 82.4462, 99.4308 infers the presence of Co with respect to JCPDS no. 00-006-0694. Figure 5 shows the selected portion (60- 110) overlayed PXRD of specimens. All above peaks matches with JCPDS of those elements. From PXRD analysis, it was confirmed that all the four composite material specimens consists of Al, WC and Co. Figure 6 shows the over layed PXRD diffractograms of all four composite specimens (A, B, C, and D) investigated with PXRD and EDX spectroscopy. From SEM study, it was observed that composite materials have disc like structures and uniform structures. PXRD and EDX spectroscopic studies confirms that the elemental composition of prepared composites is Al-WC-Co.

Figure 4. PXRD Diffractogram of Specimen D
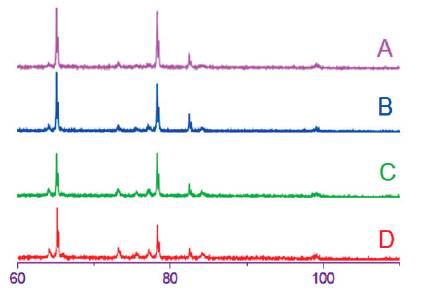
Figure 5. Selected Portion (60-110) overlayed PXRD of Specimens
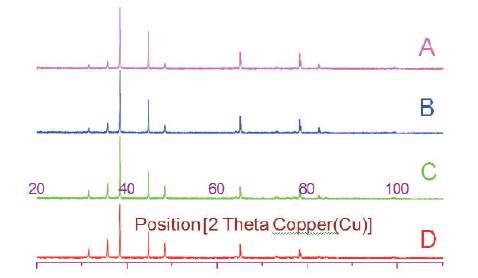
Figure 6. Overlayed PXRD Diffractograms of all four Composite Specimens (A, B, C, and D)
To check the elemental composition, EDX characterization was done with samples prepared for SEM analysis. This study confirmed that all the four composite material specimens consisted of Al, WC and Co particles. Figure 7 gives the EDX elemental composition of samples A and D.
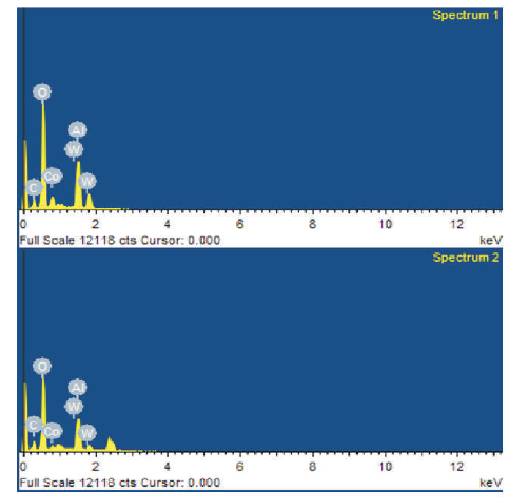
Figure 7. EDX Spectrum of Specimens (i) D, (ii) A
Combination of aluminum and tungsten carbide-cobalt composites with 10 to 35 weight % of WC-Co was fabricated using powder metallurgy process. Results show that the Rockwell hardness of powder metal Al-WC-Co composites increased with increase in weight % of WC-Co. The surface morphology of the samples were investigated by Scanning Electron Microscopy (SEM) and elemental composition.