Table 1. Chemical Composition of IS2062 and Filler Material
In this investigation, the effect of post heat treatment on the microstructure and mechanical properties of IS2062 steel are analyzed. Similar metal joints of IS2062 weldments are prepared by using MIG (Metal Inert Gas) welding process. This melting is occurring at the edges of the plates because, sufficient amount of heat energy is passing over the plate per unit time and density of energy is supplied to the wire. In this connection of heating and cooling of weldment, some disturbances occur in metallurgical and mechanical point of view. To overcome this, a suitable PWHT (Post Weld Heat Treatment) is applied to avoid the disturbances and improve the mechanical and microstuctre of the weldment. The objective is to determine the optimum PWHT method for the IS2062 steel. After welding, the effects of PWHT on weld metal microstructure and mechanical properties including weldment tensile strength, impact and hardness over the room temperature range of 32oC are investigated. In particular, the effect of these treatments on the Tensile strength, Impact, Hardness of the materials and weldments before heat treatment and after PWHT are studied.
In any welding technique, which can be heating and cooling of the parent materials, strength setup of the entire materials can be obtained overmatched depending upon the temperature, or the heat energy transferred in the parent materials. This overmatched strength of the welded metals often restricts some of the welding processes but in metallurgical point of view, it is not suitable for the entire material to maintain uniformity. So, the authors choose the PWHT processes, to improve the tensile, impact and hardness of the parent metals. In order to choose optimal PWHT processes, the mechanical and metallurgical results are derived from the industrial requirement and literature [1-2]. To improve mechanical properties in pressure vessels and boilers of thicker sections, considerable research efforts have been directed and many papers have described the methods of improving mechanical properties by conducting tests and results. The literature survey has been concentrated on PWHT, and the effect of PWHT on certain mechanical properties and the problems arising during PWHT [8-9]. The toughness of the CGHAZ (Coarse Grain Heat-Affected Zone) recovers the slowest, as a function of increasing PWHT temperature and remains low until a 730 °C heat treatment. To guarantee an adequate HAZ (Heat-affected Zone) toughness, a minimum PWHT temperature of 730 °C for 2 hrs is recommended [10-11]. This recommendation agrees with the ASME code which required 732 °C minimum tempering temperature for the base metal (BM). R. Ahmad et al [12] has determined the effect of a Post-Weld Heat Treatment (PWHT) on the mechanical and microstructure properties of an AA6061 sample welded using the Gas Metal Arc Welding (GMAW). The welded samples were divided into as-welded and PWHT samples. The PWHTs used on the samples were solution heat treatment, water quenching and artificial aging. Both welded samples were cut according to the ASTM E8M-04 standard to obtain the tensile strength and the elongation of the joints. A Vickers micro hardness testing machine was used to measure the hardness across the joints. By implementing PWHT, a 3.8% increase was recorded for tensile strength, hardness strength was increased by 25.6 % and a 21.5 % higher elongation was achieved. The results proved that, PWHT was able to enhance the hardness strength and tensile properties of AA6061 welded joints using GMAW. The higher values of hardness, tensile strength and elongation are due to the fact that PWHT produces a fine and uniform distribution of precipitates at the weld joints.
The experiment was performed on samples, which were made to specify dimensions of approximately 250 x 100 x 10 mm, single, V-type grooved samples, prepared from IS2062, as main test plate. The chemical composition of IS2062 and filler material is tabulated in Table 1. Filler metal as MIG wire (Copper Coated Mild Steel) with diameter 1.2mm is taken. The importance of copper coating on Mild steel is, to prevent rust and also the current is passed easily. The steel has a 0.22% of carbon content, as a result, weldability and toughness are improved. These plates having the same type of groove are welded together using MIG welding processes. As the authors have considered 10mm thickness plate, before doing welding, the materials are preheated (100o -150 oC) in order to prevent the moisture in the metal, distortion control and also for cracks rectification. 16 samples are prepared by using welding parameters of current 160-180 amp, voltage 26-30 V, welding speed 3.3-3.5 mm/sec. The annealing, normalizing and tempering heat treatment processes are applied to 4 samples before PWHT and remaining after PWHT processes [3]. The MIL-STD welding procedure is followed for the preparation of IS2062 weldment [4] .
Table 1. Chemical Composition of IS2062 and Filler Material
The tensile test samples are prepared as per procedure which is used to cut the weldment. While conducting tensile test, firstly one has to measure and note the initial length and the diameter of the test piece and then test piece is mounted on the testing machine and then the load is applied and after sometime the test piece is elongated and necking is formed and then loading process continues until fracture. This test is conducted for test pieces of 4 joints. Heat treatment is an important stage in the fabrication of structures and is often forgotten; but it has perhaps more wide-reaching and important ramifications than many of the other stages in the fabrications of structures or components. Especially at the Welded Zone (WZ), careful observation is required and the test valves are tabulated in Table 2.

Table 2. Microstructures before Heat Treatment at Different Locations in IS 2062
This test samples are prepared and tested as per ASTM - IS2062 procedure [5-6]. The samples are cut longitudinally to the weld axis with a notch in middle of the welded area as shown in Figure 1. This work is carried out at room temperature.

Figure 1. Test Samples of Tensile and Impact
The sample preparation and evolution is carried based on ASTM procedure [7]. The hardness measure is done at different zones of weldment namely Base Metal (BM), HAZ and WZ.
Welding processes and the associated heating and cooling of the edges of similar plates which leads to the development of different microstructures in different zones has been observed. For metallographic observation, before PWHT and after PWHT, specimens were etched with 4% nital for 20 s and consequently, the microstructures of the base, weld and the heat affected zones were defined. Specimens were prepared for Electron Back Scattered Diffraction (EBSD) analysis using standard sample preparation method. A Zeiss 940 SEM with a tungsten filament was used. The SEM device is coupled with automatic OIMTM (Orientation Imaging Microscopy) software. In this, before PWHT, similar metals are to be joined by using MIG processes. It may be seriously after the size and shape of the grains of which materials is composed with filler metals. Depending upon the welding processes, the grains of the welded zone grow to larger size and sometimes destroyed stresses setup during the welding and cooling as shown in Table 2.
In this heat treatment process, the weldment is heated to above recrystallization temperature (>750oC) and the carbon content is varied with respect to the temperatures as shown in Table 3. The carbon can be dissolved in it to form a solid solution ferrite (C=0.006%) at room tempeture, this can be increased to the heating temperature limits. The micro structure of IS2062 steel obtained with carbon content of 0.83% or less is normally grains of pearlite and ferrite in the base metals, heat affected zone and welded zone.
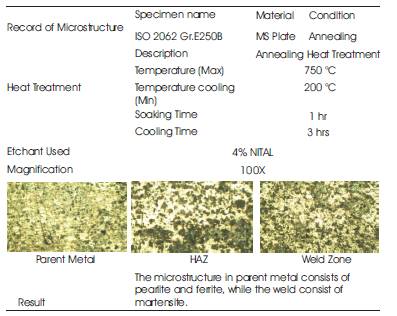
Table 3. Microstructures after Anneling process at different Locations in IS 2062
At low tempering temperatures (Approx. 80-200 °C), a hexagonal close-packed carbide (called epsilon carbide) begins to form, and with this rejection of carbon, the crystal structure of martensite changes ultimately from tetragonal to the body-centered cubic characteristic of ferrite. The second stage, at about 200 to 300 °C, the steel is characterized by the transformation of retained austenite to bainite. During third stage, from 300 to 475 °C (Approx), there is formation of Fe3C (cementite) from epsilon carbide and change from low-carbon martensite to cubic ferrite. From 450 to 705 °C (Approx.) the cementite (Fe3C) agglomerates and coalesces. The structure becomes an aggregate of ferrite with cementite in quite fine spheres, referred to as tempered martensite and tempered bainite as in Table 4. The structure may become more or less uniformly spheroidized from prolonged heating at the upper end of the range.
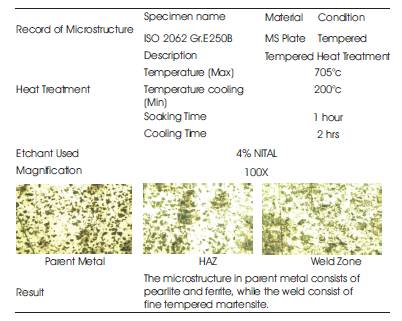
Table 4. Microstructures after Tempering Process at Different Locations in IS 2062
Normalizing or air quenching consists of heating steel to about 40-50 °C above its upper critical temperature (i.e., A3 and Acm line) and, if necessary, holding it at that temperature for a short time, and then cooling in still air at room temperature. The purpose of structure is obtained by normalising, will depend largely on the thickness of cross section, as this will affect the rate of cooling. Thin sections will give a much finer grain than thick sections. Normalising produces microstructures consisting of ferrite (white network) and pearlite (dark areas) for hypoeutectoid (i.e., up to about 0.8% C) steels. For eutectoid steels, the microstructure is only pearlite and it is pearlite and cementite for hyperetectoid steels as in Table 5 .
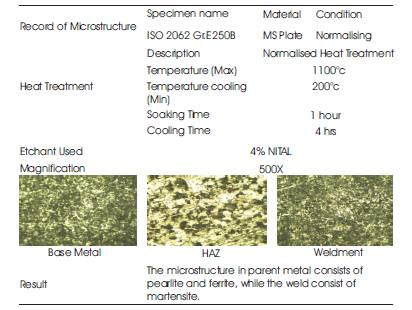
Table 5. Microstructures after Normalizing process at Different Locations in IS 2062
The tensile tests conducted before PWHT and after PWHT on test specimens are shown in Table 6. One of the most significant observation is that, at annealing condition, the test sample has given higher value, than the other samples as shown in Figure 2.
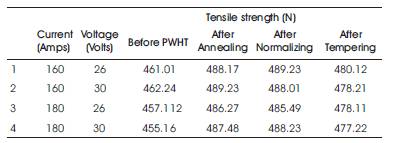
Table 6. Tensile Strength of IS 2062 Welded Joints before PWHT and after PWHT processes
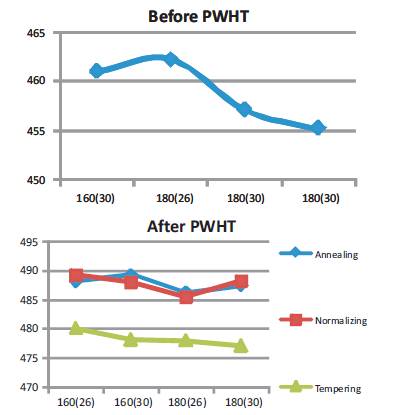
Figure 2. Tensile Strength of IS 2062 Joint before and after PWHT Processes
While conducting Impact test, firstly one has to prepare the test piece as per dimensions by using milling machine and also by using V-cutter in order to make a notch up to 2 mm thickness. The arrangement of test setup consists of big size of pendulum which is used to hit the prepared samples at standard height, at the same time, energy is absorbed by the samples from the pendulum to fracture the test samples and the results are obtained from the testing machine. Here, the impact energy is minimum before heat treatment and maximum at annealing condition as shown in Table 7 and Figure 3.
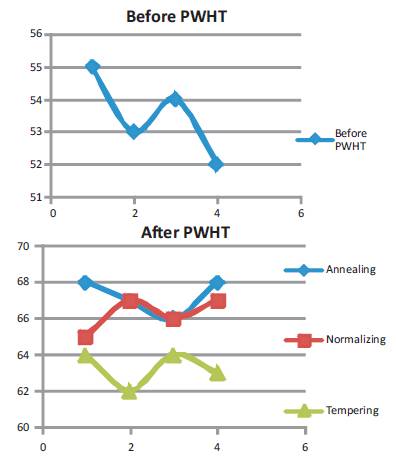
Figure 3. Impact Strength of IS 2062 welded joint before and after PWHT processes
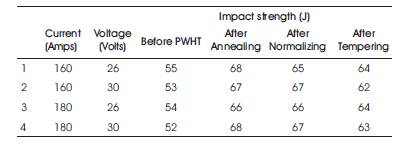
Table 7. Impact strength results for IS 2062 welded joint before and after PWHT processes
Hardness was found to be a reliable method, of estimating the yield and tensile strength of different zones of the weldment, before PWHT and after PWHT. The tensile data obtained from the sections BM, WZ and HAZ could be useful to identify industrial requirements. A practical standpoint, hardness measurements are quicker and more straightforward than numerical calculation of the HAZ (Table 8). Especially at the welded zone of similar material hardness increased to 15.85% before heat treatment condition as shown in Figure 4.
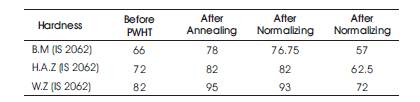
Table 8. Hardness at Different Locations in IS 2062
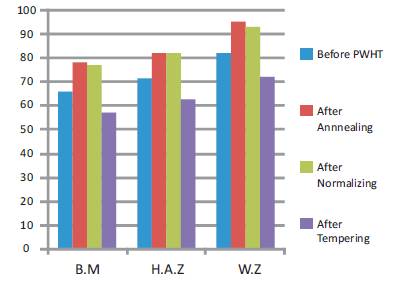
Figure 4. Hardness at Different Zones at Different Conditions
In this work, IS2062 of 10mm thickness plate is welded with a single V-type groove using MIG welding process. Further weldments are heat treated with Annealing, Normalizing and Tempering processes. Annealing heat treatment process improved properties than the other heat treatment processes. The micro structure obtained in heat affected zone after annealing is much better improved with ferrite content. Particularly in between HAZ and WZ, some cracks are initiated; finally it is propagated during the preparation of samples. These are observed in micro hardness examinations at different zones of weldment.