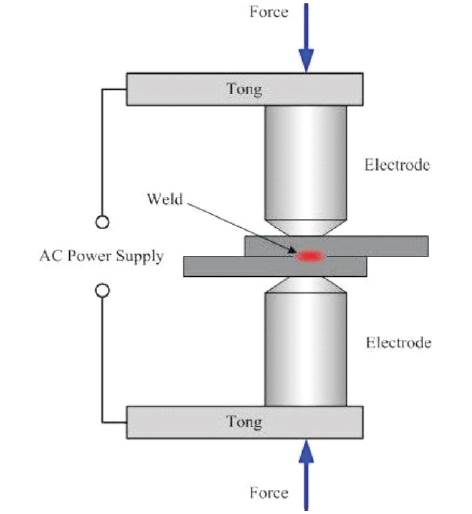
Figure 1. Principle of Spot Welding.
Spot-welded joints are widely used in industries. A simplified structural model is proposed in this paper to study the residual stresses in spot-welded joints. The current paper describes the influence of the weld parameters on the residual stresses of resistance spot welds on 304 type stainless steel sheets. Various loading conditions and joint parameters are considered. It is found that the increase of both weld current and weld time decreases the residual stresses, and the increase of electrode force decreases the residual stresses. The nugget diameter increases continuously with weld current.
Resistance welding is one of the oldest electric welding processes in use by industries today. The weld is made by a combination of heat, pressure and time. The main advantages of resistance spot welding over other joining methods is that it is fast, easy to operate, and adaptable to automation, and, as such, ideal for mass production. Electric welding by resistance is a process of assembly which is significantly used in several industrial fields of manufacture and maintenance (car industry, aerospace and nuclear sectors, electronics and electrical industries) [1- 9].
This welding process is governed by three essential parameters which are, mechanical (pressure on electrode of welding), electrical (intensity of the current of welding) and electronics (welding duration). In this process, the electrical current crossing the sheets to be welded is maintained for a sufficient period to obtain a local fusion at the part interface. The welding spot is then obtained after cooling of the molten metal. The final mechanical properties of this welding are directly related to the parameters of the process used, and the welding pressure, the current intensity and the welding duration (Figure 1) need to be known.
Figure 1. Principle of Spot Welding.
Increasing restrictions in terms of performance, pollution, safety and energy consumption have resulted in research into the use of new materials and new processes aimed at weight reduction in the production of components and equipment. Improvements are obtained through lighter materials, like aluminum alloys and better joining processes, such as resistance spot welding [10].
Residual stresses are stresses that remain in body after all the external loads have been removed from the body.
Residual stresses resulting from the intense thermal cycling imposed during welding, reduce joint strength. Welding induced residual stresses can significantly increase the fracture driving force in a weldment and also contribute to brittle fracture[11]. If the structure is unable to support these stresses, it will either distort or crack. Residual stresses also combine with “in service” loads to create stress fields often very different from those expected [12].
Residual stresses due to welding are caused by the application of intense heat or thermal loading at the weld joint, which causes plasticity of the material underneath and immediately surrounding the weld arc, but the nearby cooler material remains elastic and acts to constrain the heated material. The thermal cycle imposed on any welded object causes thermal expansions and contractions to occur which vary with time and location. As this expansion is not uniform, stresses appear when hot regions near the weld are restrained by cooler regions further away. Plastic deformations, occurring as a result of these stresses lead to residual stresses in the object after the temperatures have returned to ambient levels.
There are two common methods including: X-ray diffraction and hole-drilling, to measure residual stresses within the welded materials, but these procedures are time-consuming processes and are hard to conduct. This is because mathematical modeling for prediction of stress field during and after welding is important to engineers [13]. Simulation of resistance spot welding processes have been studied and developed by numerous researchers, although their practical methods are different[14- 17].
Austenitic stainless steels, such as type 304 are used in various plants including nuclear reactors because of their excellent corrosion resistance, good strength at high temperature and fracture toughness at low temperature. However, the austenitic stainless steels have higher thermal expansion coefficient and lower thermal conductivity than the carbon and alloy steels, therefore a large amount of shrinkage, distortion, and residual stresses can be induced after welding fabrication.
Accurate prediction and reduction of welding residual stress and deformation are critical in improving the quality of welded structures. In this study, a computational simulation based on the existing researches[18-20] is introduced, to study the effects of welding parameters such as applied current, electrode force and welding time on the residual stresses in 304-type stainless steel sheets.
Resistance spot welding depends on the resistance of the base metal and the amount of current flowing to produce the heat necessary to make the spot weld. The time is an important factor. In order to make good resistance spot welds, it is necessary to have close control of the time and the flowing current. Actually, time is the only controllable variable in most single impulse resistance spot welding applications. Current is very often economically impractical to control.
Control of time is very important. If the time element is too long, the base metal in the joint may exceed the melting point of the material. This could cause faulty welds due to gas porosity. There is also the possibility of expulsion of molten metal from the weld joint, which could decrease the cross section of the joint, thereby weakening the weld. Shorter weld times also decrease the possibility of excessive heat transfer in the base metal.
The effect of pressure on the resistance spot weld should be carefully considered. The primary purpose of pressure is to hold the parts to be welded in intimate contact at the joint interface. Investigations have shown that high pressures exerted on the weld joint decrease the resistance at the point of contact between the electrode tip and the work piece surface. The pressure exerted by the tongs and the electrode tips on the work piece have a great effect on the amount of weld current that flows through the joint. The greater the pressure, the higher the welding current value will be, and it should be within the capacity of the resistance spot welding machine.
In the resistance spot welding operation, the joining of two materials is carried out using by simultaneously applying heat and pressure (Figure 1). Due to electrical resistance, metals are heated up to the melting state during an flow of current from the electrode where generated heat may be expressed by Joule's law [21]:

where,
Q is the generated heat,
R is total resistance,
I is the electrical current,
t is welding time.
After finishing joining operation, owing to the non-uniform temperature distribution, residual stresses are introduced within the metal where they have self-equilibrium state.
Some empirical relations were used in this computational study to simplify the simulation. The relationship between the residual stress and welding conditions can be expressed by a three dimensional plane at each electrode force, and the planes have different normal vectors according to the electrode forces (i.e., .The components of
.The components of are acquired by a third-order regression about f [15].
are acquired by a third-order regression about f [15].

where,
C0(f) = the intercept function of electrode force f.
I = weld current (A).
t = weld time (cycles).
σres = normal residual stress in the γ- direction (Mpa).
The values of C0 (f), n1(f), n2(f), and n3(f) are presented in Table 1.
A simple computational model based on this empirical equation (2) was proposed to predict the residual stresses and critical nugget size.
As the weld current increases, the residual stresses become smaller as shown in Figure 2. Also, the effect of the weld time on the residual stresses show a trend similar to the effect of the weld current. The changes are enormous for the variation of the weld current and slight for the variation of weld time, as shown in Figure 2. These phenomena are due to the difference of contribution to the heating energy. The increase of both weld current and weld time decreases the residual stresses, because the increase of heat input makes the temperature gradient gentle along the zdirection just after welding. As another welding condition, the electrode force, provides a compressed stress on the surface of the workpiece in the r-direction. It affects the workpiece to decrease the tensile residual stress. Thus, larger electrode forces results in smaller residual stresses, as shown in Figure 3.

Figure 2. Residual stresses vs Time for various Weld Currents

Figure 3. Residual stresses vs Electrode forces for various Weld Currents, T= 40 cycles
The increase of both electrode force and weld time decreases the residual stresses as shown in Figure 4. The electrode force provides a compressed stress on the surface of the material in the r-direction causing a decrease in the tensile residual stresses.

Figure 4. Residual stresses vs Electrode forces for various Weld Times, I= 5000 A
The small nugget region means that the nugget diameter is smaller than 60% of the electrode tip diameter. In the expulsion region, the nugget diameter is more than 110%. The effect of the variation of weld current and time on nugget diameter is shown in Figure 5. The nugget diameter increases continuously with weld current. This behavior can be attributed to the increase in heat input with increasing current and it agrees well with results observed by other authors in welds in carbon steels [22]. The nugget consists of martensite and bainitic phases, whilst the heat-affected zone around the nugget has a mixed microstructure consisting of martensite, bainite, ferrite and pearlite.

Figure 5. Contour of Residual Stresses
The influence of the weld parameters on the residual stresses of resistance spot welds on 304-type stainless steel sheets was studied. The conclusions obtained are summarized as follows: