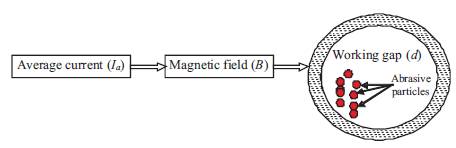
Figure 1. The sequence of parameter control events in machining using abrasives in the presence of magnetic field
The techniques for finishing of materials are being developed for applications in the Industry. Among these applications, there are several challenging situations such as Machining of Complex Features/sections on Products and Cutting of Metallic as well as Non-Metallic Materials. It is proposed that the methods using abrasives under the application of a magnetic field is appropriate for fine finishing. The abrasives are controlled by the magnetic forces and the machining forces are transferred to the workpiece surfaces. The quality of surface finish obtained depends on the quality of abrasives and the magnetic Lorentz forces. Considering the cost optimization of finishing process using magnetic abrasives, cost of the abrasive is of primary concern. The number of abrasive particles transferred to the intended cutting zone, size variation in the abrasive particles and the velocity of impingement of abrasive particles significantly influences the material removal mechanisms. It is evident that the generation of abrasives is also a challenging task. Therefore, in this paper, a preliminary study is carried out on finishing methods by employing the abrasives, under the effect of magnetic field. The significance of magnetic field application on various aspects of material removal is correlated.
One of the important hybrid techniques for the finishing of advanced materials is using the flow of abrasive particles in the presence of a strong magnetic field. Conventionally, a variety of techniques exist for the finishing of threedimensional components [1]. The traditional methods such as grinding have been modified for cutting with improved precision. However, there are several limitations for these techniques such as high processing time, larger surface roughness, lower quality of machined surfaces and poor dimensional accuracy [2, 3]. Today, the industries employing latest manufacturing technologies require finely finished surfaces. There are several applications such as Gas Tubes, Liquid Tubes and Vacuum Tubes requiring internal surfaces with ultrafine finish [3]. However, the present day challenge is to generate such finished surfaces at a low cost. Thus, finishing using the application of moving abrasives under the control of magnetic field has become very important [4]. By continuously applying 'abrasive action' on internal as well as external surfaces, it is possible to achieve higher surface quality as well as finish at relatively lower cost ranges.
In this process, the tool consists of magnetically sensitive particles and abrasives that are highly flexible. However, during finishing operations, the particles and abrasives get attached to the workpiece and causes application of a constant force on it. Furthermore, because of small controllable cutting force, a better surface can be generated. It is also known that the abrasive action will not cause any damage to the workpiece surface [5-7, 10]. In the generation of finished surfaces using abrasives under the action of magnetic field, the governing processing conditions are of great importance. The number of abrasive particles assumed to be in action, working distance between the top layer of the workpiece surface and the surface of the magnets, the frequency of poles of the magnetic system and time required for machining are of great importance [6]. In the finishing process using abrasives under magnetic effect, the tangential forces and normal forces cause removal of the material from the workpiece surface. The combined action of these forces acting on the particles causes a 'pushing effect' in the transverse direction in such a way that it is on the workpiece surface [7-11]. The comparative movement is provided by effectively rotating the magnet. The action of the abrasive particles is to remove a small quantity of the metal in the circumferential direction.
Both magnetic as well tangential cutting forces are varied by changing the magnetic field (B) and the working gap (d). In effect, the magnetic field is varied by changing the average current (Ia) supplied to the system of electromagnets, shown in Figure 1.
Figure 1. The sequence of parameter control events in machining using abrasives in the presence of magnetic field
As the magnet gets energized using the magnetization current, the workpiece also gets magnetized and magnetic lines of force originate from the north pole of the magnet and end at the south Pole. This is through magnetic abrasive particles and workpiece, causing a completion of the magnetic circuit. The gap between the outer layer of the workpiece and the external layer of the magnetic pole is filled with magnetically sensitive abrasive particles. Under the action of the magnetic forces, the particles are held together acting effectively as a cutting tool to remove a small quantity of workpiece material. Hence, these abrasive particles help to finish the workpiece surfaces with high precision. Therefore, in this paper, a preliminary investigation is carried out on the factors governing the magnetic field, the associated forces and the number of abrasives taking part in the cutting action. The motion of abrasive particles is therefore correlated with the magnetic field and surface finish. Furthermore, the quality of finished surfaces as well as the finish obtained is evaluated.
In this process, finishing using abrasives is a combination of magnetically sensitive particles and other abrasives with finishing characteristics supplied. The particles are normally applied between the north pole and south pole of the magnetic field. A workpiece is placed and further rotated at a high speed. In addition to the rotation action, it is also possible to apply vibrations. The gap between the magnetic poles and the workpiece is maintained around a few millimetres. Figure. 2 shows the principle of operation of the finishing process in the presence of magnetic field.
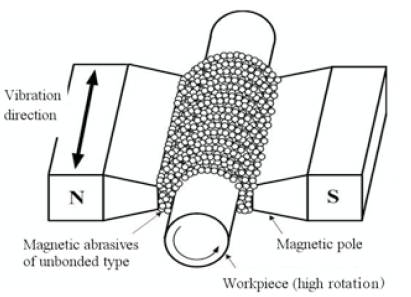
Figure 2. A schematic diagram of finishing process using abrasive particles in the presence of magnetic field [1]
The magnetic poles, magnetic field lines and the forces acting along the two axes on the abrasive particles are shown in Figure. 3. The average processing forces include a force (Fx) in the direction of the magnetic line pressing onto the surface of the workpiece continuously as the strongly magnetic particles are pulled along the magnetic lines, and a force (Fy) is generated when the workpiece pushes out the bridges formed in the direction of magnetic equipotential lines.
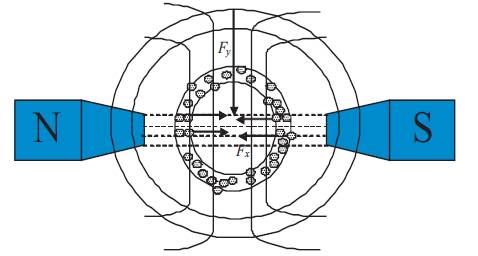
Figure 3. A representation of forces in X and Y directions due to the magnetic field lines around the workpiece
It is envisaged that the two forces Fx and Fy act simultaneously on the workpiece which causes an effect similar to that of grinding on the workpiece surfaces. The conditions of outer layer of the workpiece surface are accommodated by the abrasive particles in action having a number of degrees of freedom in all directions
The procedure for generating a fine finish using abrasive particles in the presence of a magnetic field is explained. Normally, the shape of the workpiece is cylindrical. Therefore, a cylindrical workpiece is clamped into the chuck of the spindle that provides the rotating motion. The workpiece can be a magnetic or a nonmagnetic material; so that the magnetic field lines go through the workpiece. To enhance the kinetic energy of abrasives, axial vibratory motion is introduced in the magnetic field by the oscillating motion of the magnetic poles relative to the workpiece. A mixture of fine abrasives held in a ferromagnetic material (magnetic abrasive conglomerate) is introduced between the workpiece and the magnetic heads where the finishing process is exerted by the magnetic field. The ranges of sizes of the magnetic abrasive conglomerates are 50 to 100 microns and the abrasives are in the 1 to 10 micron range. With nonmagnetic work materials, the magnetic abrasives are linked to each other magnetically between the magnetic N and S poles along the lines of the magnetic forces, forming flexible magnetic abrasive brushes. In order to achieve uniform circulation of the abrasives, the magnetic abrasives are stirred periodically. The effects of magnetic particles are therefore to remove a small quantity of workpiece material.
The name of the methodology is 'using abrasives with magnetic field assistance'. Therefore, it is anticipated that the mechanisms of material removal would involve minor scratching action (scratching force) and a variation in the direction of this force using magnetic field assistance.
The finishing process using abrasives in the presence of magnetic field is identical to the effect of brushes, where, the abrasive grains arrange themselves with their carrying ferrous particles to agreeably conform to the contour of the workpiece surface. In the process, the abrasive particles are held firmly against the work surface, while short stroke oscillatory motion is carried out in the axial workpiece direction. The forcefully held particles contact and act upon the surface protruding elements that form the surface irregularities
The process input parameters and outputs including MRR, surface finish and machined surface characteristics are schematically presented in Figure. 4. It is evident that with an increase in the magnetic field, a lower surface roughness could be achieved. A higher MRR, and at the same time a better finish could be obtained with an increase in the axial vibration amplitude and frequency. The axial vibration and rotational speed has to be taken into consideration for obtaining the best cross pattern that would give the best finish and high removal rate. The physics of the process indicate that a high voltage level, lower gap distance, higher speed, and large mesh number are required for improving the surface quality.
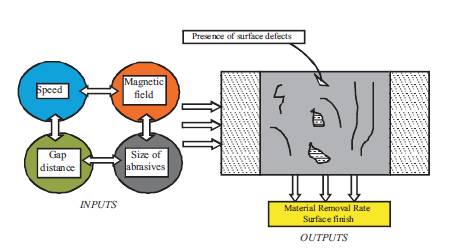
Figure 4. Input processing conditions and outputs controlling the material removal mechanisms
Conventional finishing of ceramic balls, for bearing applications, uses low polishing speeds and diamond abrasives as a polishing medium as shown in Figure 5. The long processing time and the use of expensive diamond abrasives result in high processing costs. Diamond abrasives at high loads can result in deep pits, scratches, and micro-cracks. Consequently, the high processing cost and the lack of the machining system reliability form possible limitations. Hence, to minimize the surface damage, gentle polishing conditions are required, namely, low levels of controlled force and abrasives not much harder than the work material. A recent development in finishing involves the use of a magnetic field to support abrasive slurries in polishing ceramic balls and bearing rollers. A magnetic field, containing abrasive grains and extremely fine ferro magnetic particles in a certain fluid such as water or kerosene, fills the chamber within a guide ring. The ceramic balls are between a drift shaft and a float. The abrasive grains, ceramic balls, and the float (made from nonmagnetic material) are suspended by the magnetic forces. The balls are preset against the rotating drive shaft and are polished by the mechanical abrasion action. Since the forces applied by the abrasive grains are extremely small and controllable, the polishing action is very fine. The process is economical, and the surfaces produced have little or no defects.
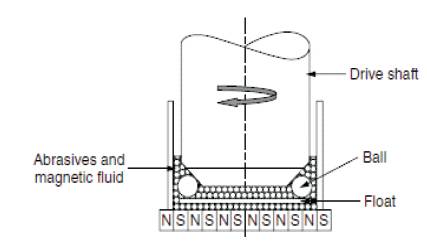
Figure 5. Fine finishing of ball surfaces using abrasives assisted by magnetic field [2]
Clean gas and liquid piping systems need to have highly finished inner surfaces that prevent contaminants from accumulating. When the pipe is slender, it is hard to produce smooth inner surfaces in a cost-effective way. Electrolytic finishing has many problems associated with the high cost of controlling the process conditions and disposing of electrolyte without environmental pollution. Figure 6 shows the two-dimensional schematic view of the internal finishing of a non-ferromagnetic tube using this process. The magnetic abrasives, inside the tubes, are converged towards the finishing zone by the magnetic field, generating the magnetic force needed for the finishing. By rotating the tube at a higher speed, the magnetic abrasives make the inner surface smoother. Figure. 4 shows the case of ferromagnetic tube finishing where the magnetic fluxes mostly flow into the tube (instead of through the inside of the tube) due to their high magnetic permeability. Under such conditions, the abrasives hardly remain in the finishing zone when the tube is rotated.
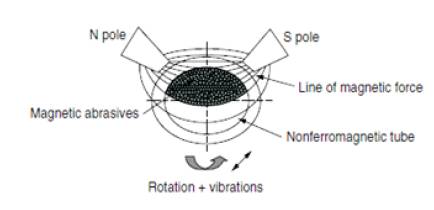
Figure 6. A physical model of the effect of magnetic field on abrasive finishing process of tubes [2]
Earlier studies on Magnetic Abrasive Machining were only to utilize this machining process in different operations. Only different types of material work parts were processed upon this machine by various research personnel and organizations. But the cost can also be reduced by maximizing the production rate and by making the best quality product in shortest time. This can be achieved also by making an optimum abrasive grain-workpart combination, which takes least processing time and for which the quality of the processed component will be the best. Therefore the present study was to develop a suitable combination of abrasives and workpart materials by taking different material abrasive particles, by which the whole process will become optimum. The effects of interactions of different process parameters such as gap between workpiece and magnet, rotational speed of magnetic poles, grit size of magnetic abrasives and quantity of abrasives on percent improvement in surface finish were analyzed. This involves:
As shown in Figure. 7, the percentage improvement in surface finish increases for the first two hours of machining time and thereafter decreases slightly. Therefore, the machining time of two hours is selected for experimentation.
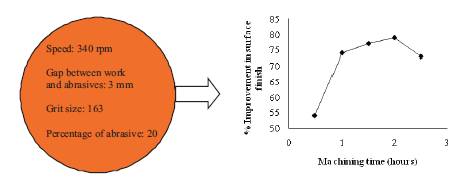
Figure 7. A relationship between percentage improvement in surface finish and machining time
It is evident that the material removal rate increases with work piece rotational speed and after some value of speed jumbling of abrasives starts which decreases the surface finish. Therefore, as the speed increases, the percentage improvement in surface finish increases upto 300 rpm and then starts decreasing linearly as shown in Figure. 8.
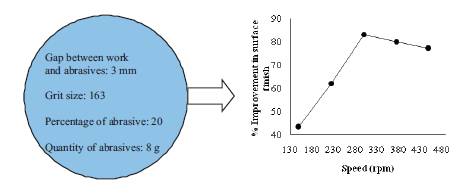
Figure 8. A relationship between percentage improvement in surface finish and machining time
In this analysis, the compositions of magnetic abrasives are significantly varied. The objective for the experiment is to attain an improved finish of machined surfaces. The abrasives are chosen to be of three types: simply mixed, mixed with adhesive Bonding and mixed and sintered. The results obtained and conclusions derived are graphically shown in Figures 9, 10 and 11.
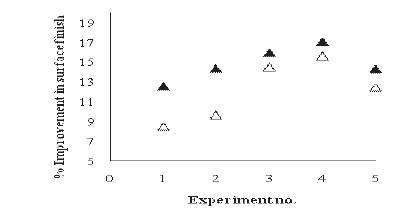
Figure 9. The percentage improvement in surface finish for simply mixed abrasives
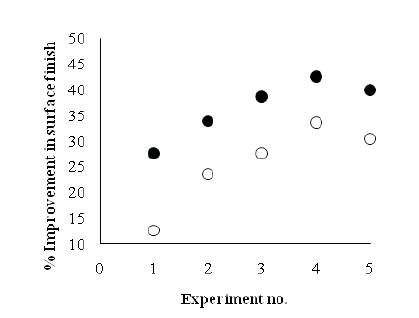
Figure 10. The percentage improvement in surface finish for mixed abrasives with abrasive bonding
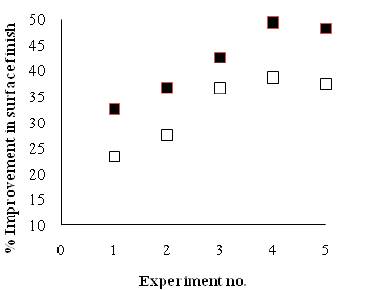
Figure 11. The percentage improvement in surface finish for mixed and sintered abrasives with abrasive bonding
In this investigation, the effect of different abrasives and their finishing action on the machined surfaces are discussed. The effects of three input parameters are
From the results shown in figures 9, 10 and 11, it is found that the trend of variation of the percentage improvement in surface roughness is the same for the three types of abrasive particles. It is inferred that instead of using SiC abrasives, diamond can be used as abrasive particles which can allow small grain size. This could help improve the surface finish to some extent.
The precision of the finishing process using abrasive particles, under the effect of a magnetic field is presented in this paper. The abrasive action and magnetic control can be effectively utilized to achieve a fine finish for precision machining. Based on this investigation, the following conclusions can be drawn: