Figure 1. The supply chain is a network (Christopher, 1998).
Economic globalization and new competitive demands have strongly increased the need for companies to develop collaboration in manufacturing processes. This situation in industrial competition emphasizes the importance of cost, quality and time, based on customer-oriented operation modes. The situation provides limited possibilities for individual companies to improve their competitiveness. As companies continuously seek to provide their products and services to customer faster, cheaper, and better than the competition, they have to work on a cooperative basis with the best companies in their supply chains in order to succeed.
The purpose of this paper is to present the steel product industry network in Raahe region in Finland. It is done in terms of its activities and modes of supply chain operations, based on customer-oriented operation modes. However, the purpose is to analyse the relationship of the manufacturing development concepts like agility, flexibility, and leanness. The critical issues and major drawbacks of supply chain are identified and illustrated by following one sample order-delivery process through its value chain.
Manufacturing has been one of the key driving forces in th the growth of the economy since the early part of 20 century ( Zacharia, 2001). Global competition, increasing technological complexity, demanding markets and explosion of knowledge has strongly encouraged the companies to develop collaboration in their manufacturing processes. Companies no longer compete alone as autonomous entities, but rather as the supply chains. In today's competitive marketplace, as target of companies is to create better value for their customers, the need of improving Supply Chain Management (SCM) capability of companies is becoming increasingly recognized. As companies continuously seek to provide their products and services to customer faster, cheaper, and better than their competitors, they have to work on a cooperative basis with the best companies in their supply chains in order to succeed ( Chobra and Meindl, 2001).
This paper is the part of larger Steel NET - Software agent applications in steel product supply chain – research project. The main objective of the entire project is to improve the competitiveness of the network companies by developing the collaboration in the areas of logistics and supply chain management and elaborating a network utilizing the potential of ICT, which is flexible, easy for new companies to join or existing members to spin off from the network. Research environment is a group of heavy engineering and steel product companies, with both producers and industrial service providers represented in the group. This paper presents some preliminar y findings from a certain evolving manufacturing network and therefore research approach is qualitative. The research in case network is ongoing and it also pursues to point out clues for future research targets.
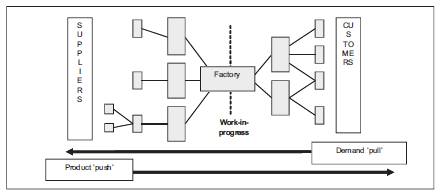
The phrase 'supply chain management' is widely used. Really it should be termed as 'demand chain management' to reflect the fact that the chain should be driven by the market, not by suppliers. Equally the word 'chain' should be replaced by 'network' since there will normally be multiple suppliers and, indeed, suppliers to suppliers (upstream) as well as multiple customers and customers' customers (downstream) to be included in the total system ( Christopher, 1998). Figure 1 illustrates the idea of the firm being at the centre of a network of suppliers and customers. A supply chain is a dynamic process and involves the constant flow of information, materials, and funds across multiple functional areas both within and between chain members ( Chobra and Meindl, 2001 ).
Figure 1. The supply chain is a network (Christopher, 1998).
Christopher (1998) defines “supply chain as the network of organization that are involved, through upstream and downstream linkages, in the different processes and activities that produce value in the form of products and services in the hands of the ultimate customer”. All companies in the supply chain are actively working together towards common objectives, and are characterized by sharing information, knowledge, risk and profits. Sharing entails understanding how other companies operate and make decisions, and goes much deeper than co-operation. SCM focuses on joint planning, coordination, and process integration between suppliers, customers, and other partners in a supply chain. Its competitive benefits include cost reductions and increased return on assets, and increased reliability and responsiveness to market needs. The benefits of collaborative SCM include process, inventory, and product cost reductions as well as increased cycle times, service levels, and market intelligence ( Mentzer, 2001).
All processes in a supply chain fall in to one of two categories, depending of timing of their execution to customer demand. 'Pull' process is the concept where demand at the end of the delivery pipeline pulls products towards the market and behind those products the flow of components is also determined by the same demand ( Alaruikka et al., 2004). This contrasts with the traditional 'push' process where products are manufactured or assembled in batches in anticipation of demand and are positioned in supply chain as 'buffers' between various functions and entities ( Christopher 1998), ( Krajevski and Ritzman, 2000 ). A push/pull view of the supply chain categorizes processes based on whether they are initiated in response to customer order (pull) or in anticipation of the customer order (push). This view is very useful when considering strategic decisions relating to supply chain design ( Chobra and Meindl, 2001); ( Haapasalo et al., 2004).
The Order Penetration Point (OPP) is the point in a supply chain where a product becomes earmarked for the particular customer ( Gopal and Cahill, 1992). Based on the structure of the product and the speed of the manufacturing process, it is necessary to decide where to locate the OPP and design the complete operational mode around that ( Hoover et al., 2001). They present basic operational modes on the OPP Location on Figure 2. In the buy-to-order mode the OPP is located at the supplier. This means that capacity, but not components, semi-fabricates, nor finished goods, need to be available. In make-to-order mode components need to be ready, as well as capacity for manufacturing, assembly, packaging, and shipping ( Iskanius et al., 2004). In the pack-to-order, the semi-fabricated product and package capacity is needed. And, finally in ship-to-order, only shipping capacity and finished goods inventory are required ( Hoover et al., 2001). In the future companies must be much more demand-forced than forecastdriven. The means of making this transition will be through the achievement of agility across the supply chain ( Christopher, 1998). Make-to-order or demand-driven manufacturing need well-coordinated supply chain. By integrating within a single system such functions as transportation, production, and planning, a supply chain becomes truly demand driven.
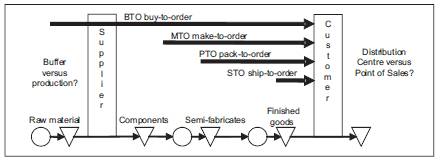
Figure 2. Basic Operational Modes Based on the OPP Location (Hoover et al, 2001).
Supply Chain Management (SCM) is the concept that has its roots in the manufacturing industry. The first signs of SCM were in Just-In-Time production (JIT) as part of the Toyota Production System ( Christopher, 1998), ( Shingo, 1988) and ( Womack and Roos, 1991). JIT systems are known by many different names including Zero Inventory, Kanban and Lean Production. First of all, it is a philosophy that eliminates waste by cutting unnecessary inventory and removing delays in operations ( Krajevski and Ritzman, 2000 ), ( Lambert et al., 1998). JIT systems focus on reducing inefficiency and unproductive time in the production process to improve continuously the process and the quality of the product and service ( Iskanius et al., 2005 ). They produce goods and services as needed and to continuously improve the value-added benefits of operations ( Krajevski and Ritzman, 2000). The goal is not to reduce inventory, although that is an appealing side benefit. Rather, the goal is to streamline the entire production process ( Zacharia, 2001). Because JIT systems operate with very low levels of inventory, close relationships with suppliers are necessary ( Iskanius et al., 2006 ). JIT logistics focuses on three areas: reducing the number of suppliers, using local suppliers, and improving supplier relations ( Krajevski and Ritzman, 2000).
Quick Response (QR) is a retail sector strategy which combines a number of tactics to improve inventory management and efficiency, while speeding inventory flows. Most QR is between manufacturer and retailer only. When fully implemented, QR applies JIT principles throughout the entire supply chain, from raw material suppliers through ultimate customer demand ( Lambert et al., 1998 ). Efficient Consumer Response (ECR) is the grocery answer to QR, and combines several logistics strategies in an effort to improve the competitiveness by cutting waste in the supply chain ( Lambert et al., 1998).
Another stimulus for SCM originated in the field of quality control. Total Quality Management (TQM) is the philosophy of doing business, which have three principles: customer satisfaction, employee involvement, and continuous improvements in quality ( Krajevski and Ritzman, 2000 ). TQM involves being proactive in performing the right activity the right way the first time and continuing to perform it to the required level ( Lambert et al., 1998 ). Deming (1982) suggested that working with supplier as a partner in long-term relationship of loyalty and trust would improve the quality and decrease the costs of production. Quality is more important than cost within material management, especially in outsourcing and supplier selection decisions ( Krajevski and Ritzman, 2000 ).
Agility should not be confused with leanness. Lean is about doing more with less and is often used in connection with lean manufacturing. Agility means using market knowledge and a virtual corporation to exploit profitable opportunities in a volatile marketplace ( Cucchiella et al., 2008). Leanness means developing a value stream to eliminate all waste, including time, and to enable a level schedule ( Naylor et al., 1997). Agile supply chain is market sensitive that means the supply chain is capable of reading and responding to real demand. Information transparency is desirable in a lean production, but it is obligatory for agile production. Both agility and leanness demand high level of product quality and minimum total lead-times ( Christopher and Towill, 2000 ). Figure 3 illustrates the conditions where lean and where agile concepts are appropriated.
The key characteristic of agility is flexibility. Indeed the origins of agility as a business concept lie in Flexible Manufacturing Systems (FMS) ( Christopher and Towill, 2000). Total flexibility means that company could respond to any request that was technologically feasible in any quantity ( Christopher, 1998). The key to flexibility in manufacturing is not just a new technology. The main barrier is the time taken to change, typically called as setup time. When set-up times can be driven as close as possible to zero then flexible response to customer requirements presents no problem ( Christopher, 1998).
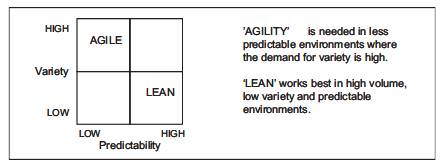
Figure 3. Agile or lean? (Christopher, 1998)
The interdependence of multistage processes also requires real-time cooperation in operation and decisionmaking across different tasks, functional areas, and organizational boundaries in order to deal with problems and uncertainties. The strategic shift of focus for mass customization, quick response, and high quality service cannot be achieved without more sophisticated cooperation and dynamic formation of supply chains ( Iskanius, and Page, 2005). Because supply chains consist of many independent companies linked to other companies, disruptions at the top end can spread through the entire supply chain, causing companies lower in the supply chain to experience significant swings in demand ( Krajevski and Ritzman, 2000). In a less integrated supply chain small changes in downstream demand are dramatically amplified upstream. This is known as the Forrester or bullwhip effect ( Forrester, 1958), ( Simchi-Levy and Kaminsky, 2000), ( Helaakoski et al., 2007 ).
The make-to-order companies manufacture nonstandard products using non-standard procedures, which causes problems during the order-delivery process ( Iskanius et al., 2004). Most of the problems exist at the interfaces between units of the chain, as depicted in Figure 4.
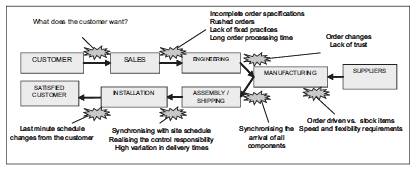
Figure 4. The problems of order-delivery process
Empirical approach to this study is done through the Steelpolis, which is known both nationally and internationally as highly valued modern centre of expertise for heavy engineering and metal technology, with a special emphasis on steel structure and joint technologies. It is a part of the Multipolis network in Northern Finland, the purpose of which is to ensure the competitiveness and growth potential of the industrial and commercial activities. It brings up together a group of 20 companies in Raahe area and its surroundings; producers, industrial service providers and the global steel producer as the central partner in the network.
Steel producer as the focal company of the network produces products such as hot-rolled, cold-rolled and coated plates and sheets made of low alloy steels, cut steel products, steel tubes and pipes and long steel products, mainly. Suppliers have their own expertise field e.g. flame cutting, welding, machining, bending, forming, shape cutting. Companies are manufacturing together high quality steel products as distributed supply chain. Strategic long run goal for this network is to increase the level of reprocessing and value added. By doing so the goal is to increase value added inside network by year 2005 with 40 million €. It means increasing the sales in 30%. In steel it means increasing the amount to 95 million tons by year 2004. Growth is mainly based on the possibility of the customer further reprocessed products and services.
Actual structure of supplier network for plate components are illustrated in Figure 5. Supplier network has been presented from focal company's point of view, not because of optimizing all activities towards company, but just presenting fields as sub-networks inside Steelpolis ( Iskanius et al., 2007). However, it is important that network has one strong player as an engine. Furthermore it is true that this engine is at least one link between other companies of the network. The SME's are in connection with each other one way or the other by serving different kind of products or services. Division (as shown in Figure 5) is based on product segments, but there are also vertical connections between these product segments and naturally one company can be in several segments. Companies are divided to four levels of contractual relationships; co-operation agreements concerning certain contractual product, annual agreements, case by case fixed orders and cost per hour invoicing in certain work capabilities.
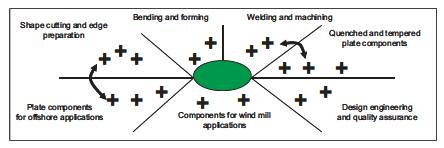
Figure 5. Supplier network of focal company (2002).
The case order-delivery-process is one part of large global order Mad Dog truss spar that is ordered by Technip Offshore CSO, a French Technip-Coflexip Group affiliate on behalf of BP. In Finland Technip Rauma Offshore, a part of Technip Offshore Group, is responsible for the engineering, procurement, fabrication and delivery of the complete hull, moorings and riser system. The hull will be built at the CSO Mäntyluoto Works fabrication facility in Pori. It does the practical building work, and it usually provides 60 percent of the manpower itself and subcontracts about 40 percent of the work. Rautaruukki Steel is one subcontractor to Mäntyluoto Works, among others. The design work is usually handled by PI-Rauma, of which the French company owns half. Figure 6 illustrates the customer side of the delivery.
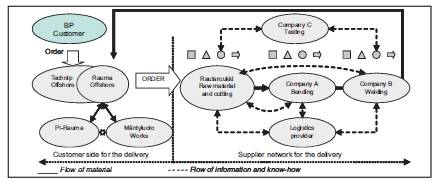
Figure 6. The upstream of the order delivery–process
The local supply network we focused in this case consists of the steel producer as the focal company, and two manufacturing subcontractors, one testing company and one logistic provider. The focal company has annual agreements with manufacturing suppliers.
The logistics provider is owned by the focal company. The customer order comes to focal company that provides raw material and transported it to supplier A as prefabricated (cut and bevelled) plate component. Focal company itself has not possibilities for demanding bending and welding operations but the supplier network complements them ( Clegg and Page, 2004).
Supplier A manages bending and some bevelling operations and supplier B welding and assembling operations in this order-delivery chain. Company C manages quality control operation in all checking points ( Iskanius and Page, 2007). All transportation between companies arranges by the logistic provider, and from the last operation stage (and from the last company) products are transferred direct to the customer by customer's own transportation truck.
The supply chain management has focused from production efficiency to customer-driven and partnership synchronization approaches. This strategic movement requires high-level collaboration between supply chain partners ( Muhos, et al., 2007). SCM is based upon cooperation and coordination, and the key is the integration of processes, both up- and downstream in the supply chain. More alliances and strategic partnerships will be necessary to maintain a competitive edge in the future. More in-depth knowledge of the material supply chain could lead to a competitive advantage. A company that can reduce supply-chain complexities and inventories can take the lead time in production. The critical challenges of the SCM that were noticed in Steelpolis network are summarized in Table 1.
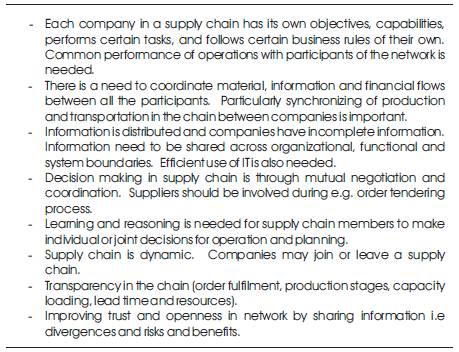
Table 1. Critical issues of SCM
The aim of Steelpolis is to be the world-class supply network, where fast, cost effective and quality are key issues. Fast means short lead-time flexible reactions on changes. Cost leadership can be achieved with lean supply chains with low inventories serving he whole network. Quality contains products, services and processes. Then the controllability and quality of the chain in are good level. To succeed the companies in Steelpolis have to support high reliability in deliveries by increasing cost effective flexibility in capacity, serve key customers with widening the scope of additional features in customised products and provide added value & profit to deliveries by increasing volumes in deliveries of plate components and the scope of product portfolio.
Several recent studies have emphasized the role of engine in network in developing roadmap for effective business and operation model. The effect has been noticed positive both ways for the engine and for the carriages. The role of the engine is especially significant in adopting new operational models for business.