
Figure 1. Experimental Setup for Measuring Average Chip-Tool Interface Temperature using Tool-Work Thermo-Couple Technique (Abhang & Hameedullah, 2010b)
In this paper, developing a reliable mathematical model for cooling efficiency representing machining conditions of a particular work-tool combination, using near dry lubrication. of solid–liquid in various proportions is used, keeping in view environmentally conscious manufacturing. The range of each machining parameter were selected at three different levels, like low, middle, and high based on industrial application. Five controllable parameters during the machining of alloy steel have been studied. Statistical design of experiment (DOE) technique is used in this research work for getting accurate and scientific results during machining of alloy steel. Factorial design with eight added centre points (25 + 8) is a composite design used in this research paper. The relationship between the cooling efficiency and cutting conditions were analyzed. In the development of predictive model, cutting conditions and tool geometry (tool nose radius) and various proportions of solid –liquid lubricant were considered as model variables and cooling efficiency considered as response variable. Using the experimental data of cooling efficiency, a regression analysis with logarithmic transformation correlation model has been developed to predict the cooling efficiency during machining of alloy steel. The experimental data collected during machining analyzed by statistically through analysis of variance technique. Rotating vector operator process (ROVOP) optimization method is used for optimization of machining parameters.
As the environmental aspects are growing day-by-day, it has resulted in stringent regulations on the storage and the disposal of cutting fluids. Application of cutting fluid while machining has been developing into a new concept of solid-liquid machining. Solid-liquid lubrication refers to the use of cutting fluids of only a small amount of a flow rate of 50 to 500 ml/hour, which is about three to four times of magnitude lower than the amount commonly used in flood cooling condition in the metal cutting industries. Varadarajan, Philip, and Ramamoorthy (2002) applied 2 ml/h oil in a flow high pressure air at 20 Mpa, during turning of AISI4340 hard steel. This is called near dry machining. It is found that cutting under near dry has better performance than that of dry or wet lubricant machining in terms of cutting forces, cutting temperatures, surface roughness, tool life, cutting ratio, and chip-tool contact length. Minimum cutting force, minimum cutting temperatures, good surface finish, minimum chip-tool contact length, maximum cutting ratio, and higher tool life were observed in near dry machining compared with those in dry or flood lubricant machining technique. The method to estimate the cutting temperature was also provided, but there was not any comparison between predicted cutting temperatures and measured values. To improve the metal cutting efficiency during machining, to minimize the cost of machining, and improve the quality of elements which is produced in metal cutting process. It is required to select proper cutting conditions with suitable lubricants during machining of steel. The selection of machining parameters and lubricants relies strongly on the operator experience. It is difficult to get the good performance of machining because there are too many obstacles during machining. To avoid such problems during machining, there is need to select machining conditions and tool geometry along with lubricant quality and quantity for free machining of metals. It reduces the chip-tool interfaces temperature and increases the cooling efficiency during machining of alloy steel.
Klocke and Eisenblätter (1997) referred near dry lubrication method during machining. MaClure, Adams, and Gugger (2001) refers microlubrication during machining. The minimization of cutting fluid leads to economical benefits by saving lubricant costs and workpiece/ tool/ machine cleaning cycle time. The auxiliary supplies used in manufacturing, i.e. cutting fluids, coolants, lubricating oils, greases have high potential to pollute the environment and are harmful to people; in metal cutting large amount of cutting fluids are used for cooling, lubrication, and chip removal by flushing. The normal way of applying a cutting fluid is overhead flood cooling. Large volume of lubricants is used for small areas of contact in the cutting zone. Small volume of fluid should be enough to lubricate the entire contact area. A very low volume of lubricant (mineral oil with sulphur additives) in machining medium carbon steel at lowest cutting speed, i.e. 22 m/min to 40 m/min has no effect on BUE, cutting force, and temperature, but it improves surface finish avoiding the bonding of debris and lubricating the contact of the squeezed BUE with the machined surface. Duc and Chien (2019) developed MQL technique by adding AL2O3 and MOS2 particles to the base fluid (soybean oil and water emulsion oil) for hard turning 90CrSi Steel. The authors reported that the machining performance and surface quality improved due to the interface bonding between the tool and work-piece. They also learn to investigate the tool performance and chip morphology during machining of Inconel 718 by using MWCNTs and Al2O3 fluid as lubricant (Rahim & Dorairaju, 2018). Hegab, Umer, Soliman, and Kishawy (2018) report that the results of their research work have improved MQL cooling and lubricating capabilities, which represents the machining performance compared to the case with additives. The lower chip thickness was observed, which led to lower cutting forces during machining of steel (Hegab & Kishawy, 2018).
On the other hand, totally dry machining has been commonly used in industries for the machining of hard steel. These parts typically exhibit a very high machining energy. A traditional belief shows that total dry machining compared to flood machining reduces the required cutting force and power on the part of the machine tool as a result of increased chip-tool interface temperature. However, tool life and part finish often suffer under completely dry machining. Therefore, the permissible feed and depth of cut have been controlled. Under these considerations, the concept of minimum quantity lubrication presents itself as a possible solution for machining of steel, in achieving minimum tool wear while maintaining cutting force/power at reasonable levels.
In metal cutting, the new idea of using minimum quantity of cutting fluid application is possible without loss in productivity and quality. A small amount of highly efficient lubricant is fed to the machining zone. Small amount of lubricant is completely applied successfully and gives dry machining.
Dhar, Kamruzzaman, and Ahmed (2006) have studied the performance of MQL technique with a spray air and vegetable oil during machining medium carbon steel with carbide tool. During machining of medium carbon steel with MQL, cutting temperature, chip reduction coefficient, cutting forces, and surface roughness have been measured and compared with dry machining. Shaji and Radhakrishnan (2003) have studied graphite as a lubricating medium for reducing the heat generated in the grinding zone in surface grinding operation. Machinabliity parameters, i.e cutting forces, temperature, specific energy, and surface roughness have been measured and reported scientifically.
Abhang and Hameedullah (2010a) have reported by using 10% boric acid mixed with base oil SAE-40 as an MQL, to minimize the heat produced in chip-tool interface in metal cutting. Different machinability like cutting forces, cutting temperatures, chip thickness, and surface roughness were reduced as compared to dry machining process. They reported a new concept of applying the solid-liquid lubricant with a brush to the workpiece surface that seeped with the cutting zone. That is treated as near dry machining condition.
Reddy and Rao (2006) reported graphite and MoS2 used as lubricant in end milling operation. They have also reported that there is considerable improvement in the performance as compared to that of machining with flood cutting fluid in terms of cutting forces, surface quality, and specific energy. Solid lubricants like MoS2, MoS2 base grease, graphite based grease and silicon compound mixed with SAE-20 oil have observed improved surface quality at various proportions during machining aluminum and brass reported by Deshmukh and Basu (2006). Lathkar, Kharde, and Basu (2001) studied the tool wear and surface roughness with graphite based grease mixed with base oil in varying proportions applied in MQL and compared the results with dry machining using Response Surface Methodology during medium alloy steel machining with tungsten carbide tool. Varadarajan, Ramamoorthy, and Philip (2002) have used specially formulated cutting fluid for machining hardened steel with lowest fluid application in pulsed jet. This brought forth superior cutting performance. Ingole and Bahendwar (2002) studied the effect of lubricants on the surface finish in burnishing of En8 specimens. Using factorial design of experiments, in terms of surface roughness, model equations were developed. The burnishing parameters taken speed, feed, and force and the other parameters were kept constant during burnishing operation Gopal and Rao (2004) studied graphite as a lubricating medium in grinding operation to minimize the heat produced at the grinding zone. Shirsat and Ahuja (2004) studied the performance of burnishing process parameters on surface quality on burnishing of aluminum product. The machining parameters used were speed, feed rate, burnishing force, etc., and it is found that the surface roughness quality improves initially with an increase in burnishing parameters. After a certain stage, the surface quality deteriorates and fatigue life of aluminum material decreases. The lubricant studied were Kerosene, SAE-30 oil, 5% graphite by weight in SAE-30 oil, and 10% graphite by weight in SAE-30 oil. Out of this Kerosene was found to be a better lubricant during burnishing process.
In this paper, the authors deal with the effects of solid-liquid lubricant (graphite powder) mixed with base oil (SAE-40) in various concentrations for obtaining cooling efficiency in metal cutting.
The experimental work done on ferrous material (EN-31 steel) at cutting speed, v (m/min), feed f (mm/rev)., depth of cut d (mm) and one parameter tool geometry (tool nose radius) r (mm) to obtain the values of temperatures (T) at cutting zone in dry condition as well as using MQL of cutting fluid (graphite powder added with base oil SAE-40) for environmentally conscious manufacturing process having particular reference to turning. The cutting temperature is measured using tool-work thermocouple developed in the Mechanical Engineering lab, AMU, Aligarh by Abhang and Hameedullah (2010b) as shown in Figure 1. In this investigation, a commercial alloy steel workpiece (EN-31 steel alloy) is machined on lathe machine (LTM-20). The workpiece material used has a dimension of 500 mm in length and 50 mm in diameter. The chemical composition of the material is shown in Table 1. This material is suitable for manufacturing automotive parts in the industries. The cutting tools used during experimentation, are CNMA 120404, CNMA 120408, CNMA 120412 and diamond shape tungsten carbide (ISO designation). The code CNMA120404 shows the length of the cutting edge is 4 mm with a thickness of 4 mm and cutting point radius 0.4 mm. The right-hand tool holder used for holding tool is WIDAX-SCLCR 12, Fo9 (WIDAX) (ISO designation). The tungsten carbide tool is ideal for finishing to general machining of work-piece at higher cutting speed. Carbide material has good resistance to wear and thermal shock with corrosion and excellent for machining under stable conditions. It can machine hardened steel. Tungsten carbide (chemical formula: WC) is a chemical compound (specifically, a carbide) containing equal parts of tungsten and carbon atoms, With density: 15.63 g/cm3, melting point: 2870 oC, Grey-black lustrous solid.
Figure 1. Experimental Setup for Measuring Average Chip-Tool Interface Temperature using Tool-Work Thermo-Couple Technique (Abhang & Hameedullah, 2010b)

Table 1. Chemical Composition of Alloy Steel [EN-31] Workpiece
A detailed survey has been made to find out the machining parameters, namely cutting speed, feed rate, depth of cut, and tool geometry (tool nose radius) of the single point cutting tool were selected for experimental work. The range of each machining parameter were selected at three different levels, like low, middle, and high based on industrial application and by using handbook, which is given in Table 2. Design of experiment technique is used in this work for getting accurate and scientific results during machining of steel. Factorial design with eight added centre points (25 + 8) is a composite design used in this research work. The complete design consists of 40 experiments as shown in Table 3.
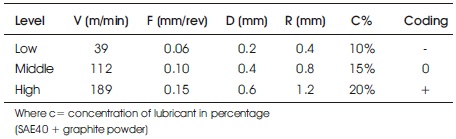
Table 2. Machining Variables and Levels
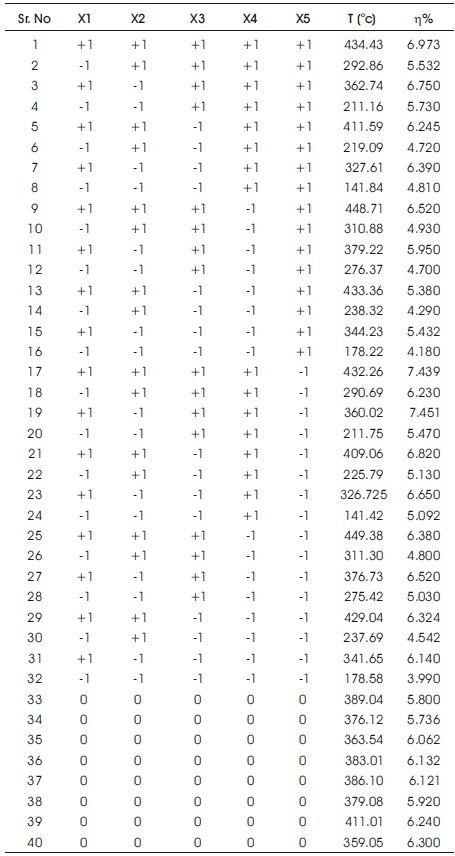
Table 3. Experimental Design and Observations (Montgomery, 2005)
The cooling efficiency (η) is calculated considering chip-tool interface temperature under dry as well as lubricated conditions.
The equation for the cooling efficiency is (Basu, 2010),
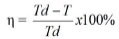
where, η is the cooling efficiency, Td is the cutting temperature in dry environment and T is the cutting temperature while using Minimum Quantity Lubrication.
The functional relationship between the cooling efficiency η of the machining process and the investigated independent factors cutting speed (v) m/min, feed rate (f) mm/rev, depth of cut (d) mm, tool geometry (tool nose radius) (r) mm and percentage concentration of lubricant (C) in %, the equation is given below.

Assuming exponential relationship,

where k is constant of proportionality and m, n, o, p, and q are exponents. Equation (3) may be written in logarithmic form as,

This may represent the following linear mathematical model.

where η is the true response of cooling efficiency on a logarithmic scale
xo = (dummy variable), x1, x2, x3, xn and x5 are logarithmic transformation of speed, feed, depth of cut, tool nose radius, and percentage concentration of solid-liquid lubricant, respectively, while αo, α1, α2, α3, α4, and α5 are the parameters to be estimated.
Equation (5) is written in the following form,

where Y1 is the estimated response and Y is the measured response on a logarithmic scale, ε is the experimental error and a0, a1, a2, a3, a4, and a5 are the coefficients of machining parameters determined by least square method (Montgomery, 2005).
The following null hypotheses have been considered.

That is to say that none of the machining factors have a significant influence on the cooling efficiency.
The process utilized was a machining operation performed on HMT lathe machine (LTM-20). The cutting tests were carried out on EN-31 steel using tungsten carbide tools under dry and with minimum quantity of lubrication of graphite powder added with SAE-40. With brush, Minimum Quantity of Lubrication without foaming is applied to the workpiece when it is not in contact with the tool during machining. MQL is provided with solid lubricant added with SAE-40 base oil (10%, 15%, and 20% powder) separately. The author conducted pilot experiments with different concentrations of solid lubricant as shown in Figure 2 (graphite powder with base oil SAE-40, i.e. 1%, 2%, 3%, 4%, 5%, 10%,12%, 13%, 15%, 17%, 20%, 23%, and 25% by weight) at a cutting speed of 112 m/min, feed rate 0.10 mm/rev., depth of cut 0.4 mm, and tool nose radius 0.8 mm (initial level). From Figure 2 it is noticed that the cutting force reduces as the concentration of solid- liquid lubricant increases from 1% to 10%. After that there is no substantial reduction of the cutting force even if the concentration of solid-liquid lubricant has been increased from 10% to 23%. 10% and 20% of solid lubricant with SAE-40 base oil demonstrated that lowest (stable) cutting force occurred during machining. Therefore lowest and highest percentage of graphite powder added with base oil (SAE- 40) taken in this experimental work is 10% and 20%, respectively. Base oil (SAE-40) is chosen as additive due to its higher viscosity. Due to the higher viscosity of base oil improved the properties of lubricant.
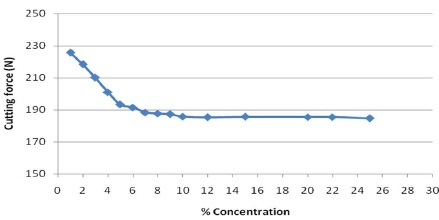
Figure 2. Variation of MQL with Cutting Force (N)
The complete design consisting 40 experiments are divided into two blocks, each block containing twenty experiments and one combined block is considered (trial No.1 to 40) [Montgomery]. The first block of twenty tests (trial No.1, 2, 5 ,8, 10, 11,12, 14, 16, 19, 22, 23, 26, 28, 30, 31, 34, 35, 36) was taken in random order. After analyzing these test results, the second block of twenty additional tests (i.e. 3, 4, 6, 7, 9, 13, 15, 17, 18, 20, 21, 24, 25, 27, 29, 32, 37, 38, 39, and 40) was considered also in random order and analyzed. Then the analysis for all tests (1 to 40) in the third block was carried out. Out of these three random coefficients was considered for developing mathematical model, based on experimental observations. In this experiment, whole block (trial no. 1 to 40) gave highest value of regression coefficient. It is the best cooling efficiency model equation.
Table 4 gives the summary output of the regression analysis R2 = 0.946, which tends to indicate a reasonable candidate model. Since there is only one possible alternative hypothesis, null hypothesis Ho is always rejected if F> Fk , n(k-1), α,where k is the no. of degree of freedom, n is the no. of observations, and a level of significance. Here f = 117.60 is greater than table value, therefore model is significant since their p-values are smaller than 5% or equal to zero. The analysis of variance of exponential model is shown in Table 4. For the model, the p-value for lack of fit is 0.325 (>0.05) is not significant with the lack of fit and f-statistic is 1.44 (>0.05). This implies that the model could fit and it is adequate. F -calculated > F Table at 95% confidence level, null hypothesis Ho is rejected and conclude that v, f, d, r, and c have significant effect on cooling efficiency η.
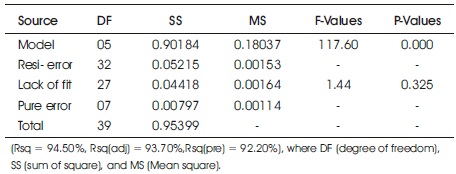
Table 4. Analysis of Variance (Whole Block)
Hence the generalized equation established is (Abhang & Hameedullah, 2010c)

The optimum values of cutting parameters such as cutting speed (v) and c (percentage concentration of MQL) are determined within the zone covered by statistical limits of the value using, ROVOP method (Basu, 2010). In regression analysis, two points one at a higher level and other at a lower level are considered. But the behavior of the curve between these two points is not known, and so also the optimum values of the parameters that determine maximum cooling efficiency. In case of fine metal cutting where in feed, 0.06 mm/rev, depth of cut 0.2 mm, and nose radius 0.4 mm, i.e. minimum values of feed rate, depth of cut, and tool nose radius are considered to transformation equations (8) to (9) in terms of machining speed v m/min and c percentage concentration (MQL).

The experimental data were processed through “Rotating square evolutionary operation” (ROVOP) (Basu, 2010) method of optimization as shown in Figure 3, which scans the whole area between high and low levels of the parameters giving optimum values of cutting speed and c % (percentage concentration of MQL). The experiments were conducted on 40 factorial designs. The generalized equation established is transformed to 22 for metal cutting process. Keeping minimum values of machining parameters like feed rate, depth of cut, and tool geometry (tool nose radius) constant, i.e. 0.06 mm/ rev, 0.2 mm, and 0.4 mm, respectively.
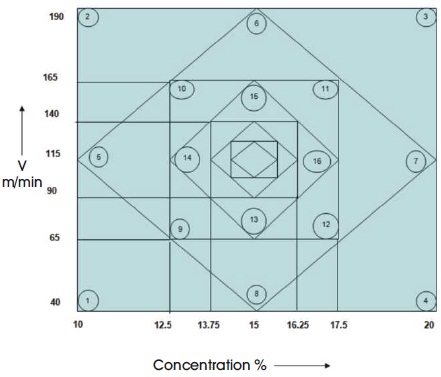
Figure 3. Treatment Combination through ROVOP
Each of the four conditions of the experiments formed by combination of maximum and minimum values of cutting speed and c % (percentage concentration) at four corner points of a square in such design was examined for significant effect. Then second factorial design is chosen which is squeezed and rotated 45o from the original and is such a size that the second square just fits in the first one given in Figure 3. The shifting of the variables in this manner in a rotating square is useful in determining global optimum parametric values for maximizing cooling efficiency objectives. Table 5 shows values at each of corner points of the rotating square and corresponding cooling efficiency calculated from equation (9).
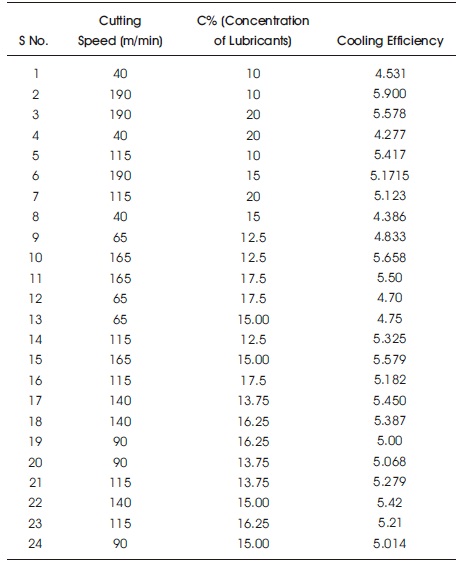
Table 5. Cooling Efficiency Values
Therefore, maximum cooling efficiency (η) is 5.9 ≈ 6 at cutting speed (V) m/min = 190 m/min and concentration of lubricants (MQL) = 10%.
Based on the results of the experiments and statistical analysis carried, the following general conclusions are being drawn,
Cutting speed, 39 ≤ V ≤ 189 m/min
Feed rate 0.06 ≤ F ≤ 0.15 mm/rev
Depth of cut 0.2 ≤ D ≤ 0.6 mm
Tool nose radius 0.4 ≤ r ≤ 1.2 mm
Concentration of lubricants 10% ≤ C ≤ 20%
The authors would like to express their deep gratitude to the Department of Mechanical Engineering of Aligarh Muslim University (AMU) for providing the laboratory facilities and financial support.