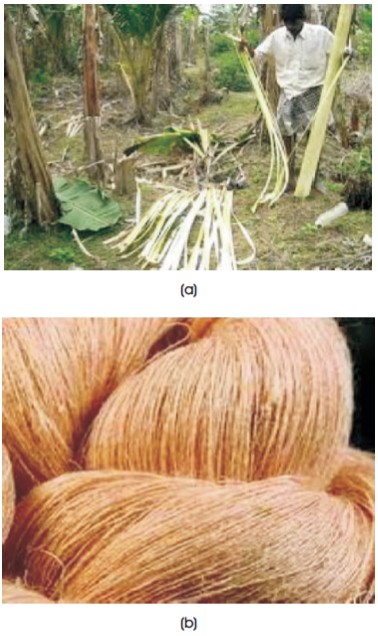
Figure 1. (a) Banana Plant, (b) Banana Fiber
Nowadays natural fibers are used in Automobile industries and Aircraft bodies for outside and inside parts manufacturing. The reason is because the natural fibers are available in cheap and processing of the fibers will be simple and renewable. The composites are made by using the natural fiber reinforcements as they are of low cost and density as well as exhibit better mechanical properties. They are also effective due to easy availability of raw materials and simplicity of manufacturing. In this research paper, the manufacturing of natural fiber (like banana, coir, jute, hemp, etc.) reinforced plastic polymer composites is discussed. The pure glass fiber epoxy polymer composite is tested and compared with sandwiched glass fiber and banana fiber epoxy polymer composite. The important variables that can be required for making automobile parts are taken for this purpose, and the Tensile, Flexural, Impact tests, etc., are tested. In that tests, different strengths were collected. Finally it is concluded that compared with other fibers, sandwiched fibers are in good condition in terms of strength, and their application are also brought into consideration.
Nowadays composite materials are used in many applications with replacement of conventional materials. It is found that polymers have replaced many of the conventional metals/materials in various applications. This is possible because of the advantages polymers offer over conventional materials [7]. The main advantages of using plastic polymers are that the cost of production and processing cost is low and also the productivity increases drastically due to simplicity of the process [1]. In extension with the polymers having good water resistant and corrosion free properties, these reasons make the usage and applications of polymer composite materials to increase drastically in larger volumes and will acquire new markets relentlessly. The recent composite materials having the significant proportions of mechanical properties meet the requirements of general engineering materials’ market ranging from everyday products to modern applications.
These composites have already proven that nowadays requirement is for weight saving materials. The present view is to make them is for high strength or high modulus materials and cost effective.
This high performance FRP (Fiber Reinforced Plastics) are used in broad (Automobile) applications as composite armoring design to resist and withstand impact loads acting on the automobile vehicles, propeller shafts, supported beams, vehicle frames, wind mill blades, interior parts of automobiles, impellers and also paper making rollers, fuel cylinders for natural gas vehicles, industrial drive shafts, and support beams of highway bridges [6]. For certain other applications, the use of composites instead of metals have replaced in savings of both cost and weight. Certain examples are air ducts, AC ducts, tubes, fiber cable pipes, blade contaminant bands, aerospace applications, etc.
Natural fibers are organic substances which are extracted from plant leaves, stems, and animals that can be weaved into filaments, thread, or rope. The oldest fibers generally used are flax, cotton and silk, but also jute and coir have been cultivated since ancient times. The main reasons for selecting the natural fibers for composites are based on the mechanical properties of the fibers, their availability in large quantity, renewability and their environmental friendliness [8]. There are different types of natural fibers which are explained below.
Banana fibers are extracted both from stem of the banana tree and banana tree leaves [10]. These fibers are obtained after the fruit is harvested, the stem of the tree are dried and weaved as shown in Figure 1. Banana fiber had a very limited application and was normally used for making items like ropes, mats, and some other composite materials. This banana fiber having good strength and other good qualities has been observed to use in different applications in other fields such, as garments, home furnishings, and home decorative articles.
Figure 1. (a) Banana Plant, (b) Banana Fiber
Jute fiber is extracted from the Genus Corchorus plant family but the primary source of jute fiber is Corchorus olitorius plant. The white jute is extracted from the Corchorus capsularis plant. The jute fibers in industrial application are called as raw jute which is shown in Figure 2. The jute fiber is extracted from the stem and ribbon of the jute plant by the process of retting. The jute fiber seems like thin gold wires because of that it is also called as golden fiber. These fibers are used to make bags (sugar storage) and long ropes due to long length (1 - 4 meters) of plant stem.

Figure 2. (a) Jute Fiber Plant, (b) Jute Fiber
The fiber extracted from the outer shell or husk of the coconut is called coir. This is the natural fibrous material identified between the internal shell of the coconut and the outer shell of the coconut. These fibers are generally 100 to 300 mm long. The fibers are thick, possess high strength, high abrasion resistance and also good water resistant. It is generally used to make ropes, mats, door curtains, air cooler cooling mats, etc. The treated coir fiber is shown in Figure 3.

Figure 3. Processed Coir Fiber
The extraction of the banana fiber from the stem of the banana tree will require certain care to remove the moisture initially by rolling action without breaking (cutting) the fibers [5], [10]. After rolling the stem of the banana tree, the cellulose coating and broken fibers are removed further manually by using comb. Then the fibers are cleaned and dried in the sunlight.
After extraction of fiber, weaving is done in the looms as per normal process like any other material and the properties of fibers tested are shown in Table 1.

Table 1. Processed Natural Fiber Properties
After testing of banana fiber, it is concluded that ultimate tensile strength value is more compared to other natural fibers.
In this paper, Epoxy LY556 is mixed with Hardener HY951 to prepare a laminate material with the ratio of mixing epoxy and hardener as 10:1 [9]. After that, composite laminate preparation of materials used for the present investigation is fabricated by hand layup process [6]. Layered glass fibers of 300 mm length were used to prepare the specimen. The composite specimen consists of totally seven layers in which glass fiber layers are fixed from top to bottom of the specimen layer by layer and these processes are shown in Figure 4.
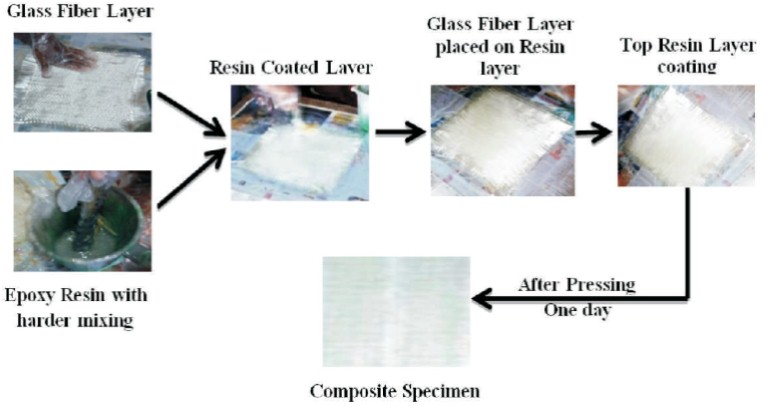
Figure 4. Glass Fiber Laminate Preparation Schematic Diagram
The glass fiber is placed on the resin coated (Epoxy LY556 mixed with Hardener HY951) sheet and then the resin is again coated on the fiber by using wire brush or roller brush. Then another layer of glass fiber is placed on the resin coated glass fiber and the above procedure is repeated in such a way that the coating is applied for total seven layers. After the seven layers are laminated on the sheet, it is placed in the compression molding machine to distribute coated resin evenly, and kept one day at room temperature.
Same way as the above procedure, the glass and banana fibered laminate will be prepared such that the alternative layers are filled by banana fiber and these processes are shown in the schematic diagram in Figure 5. The process is continued to prepare a sandwiched banana fibered laminate for testing specimens
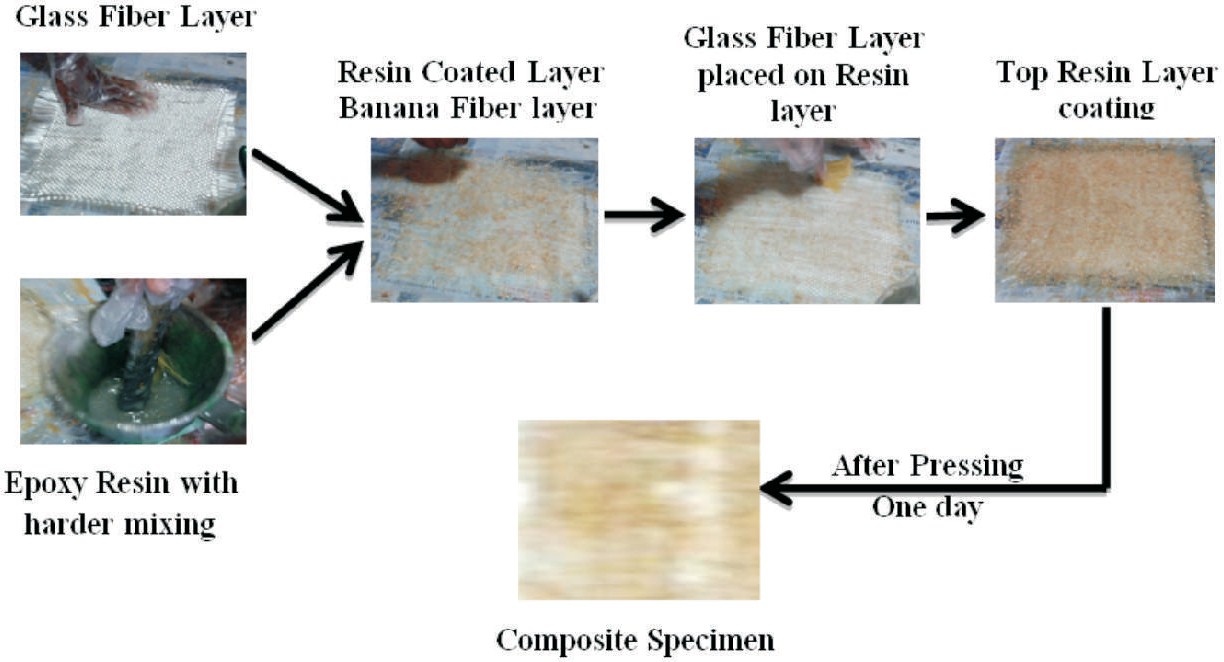
Figure 5. Glass & Banana Fiber Laminate Preparation Schematic Diagram
The specimen for tensile test is prepared from laminated composites (Glass fibered and Banana – Glass fibered) by taking ASTM D638 [1-5, 9] standard proportion for specimen as well as testing machine. The dimensions according to the slandered used are 250 x 25 x 5 mm. The prepared specimen is as shown in Figure 6. This test involves placing the specimen in a machine as shown in Figure 6. The specimen is subjected to tension according to specific load until it fractures.
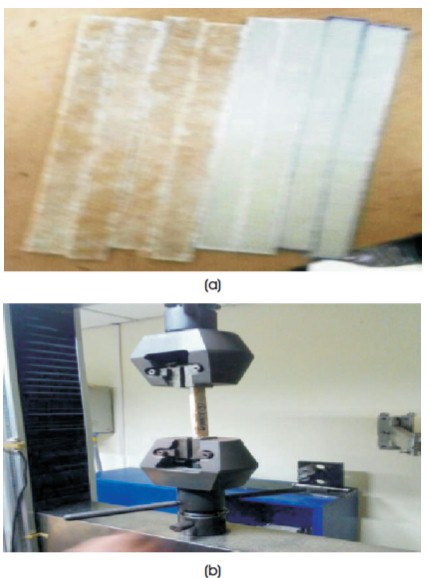
Figure 6. (a) Tensile Test Specimens, (b) Testing Setup
The specimen for flexural (Bending) test is prepared from laminated composites (Glass fibered and Banana – Glass fibered) by taking ASTM D790 [1, 6-7] standard proportion for 3 point flexural test specimen as well as testing machine for composite laminates as shown in Figure 7. This test is conducted on the Universal Testing Machine (UTM) [3-5] and the force on the specimen is applied up to the level the specimen gets fractured or break. The dimensions according to the standards used are 250 x 25 x 5 mm. The prepared specimen and the experimental setup is shown in Figure 7.
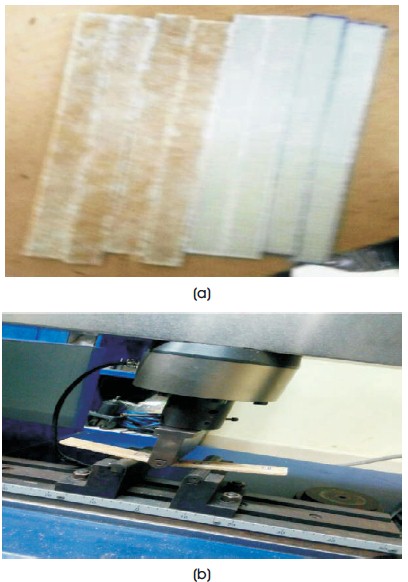
Figure 7. (a) Flexural Test Specimens, (b) Testing Setup
The specimen for Impact (Charpy) test is prepared from laminated composites (Glass fibered and Banana – Glass fibered) by taking ASTM A370 [2],[5] standards. The testing specimen is loaded in the impact testing machine and released the pendulum on to the testing specimen until it gets fractures or breaks. The impact test setup is shown in Figure 8. The energy needed to break the material can be measured easily used to measure the toughness of the material and the yield stress. Generally sisal fibers possess good impact absorbing properties. The fracture values were calculated by dividing the energy by cross sectional area of the specimen.

Figure 8. Impact Test Specimens and Testing Setup
Figure 6 shows that the Tensile tests [7],[9] are conducted for both Glass Fiber Reinforced (GFR) polymer composite and also for sandwiched glass and banana fiber reinforced polymer composites with different samples of same cross section and the values are tabulated in Table 2.
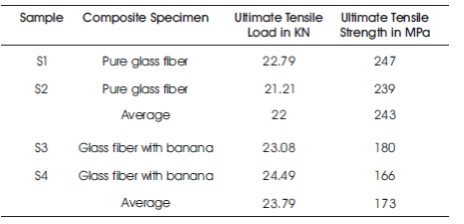
Table 2. Tensile Test Observations
Formula used is:

where, F - Ultimate Tensile load in N A - Cross sectional area in mm2 = Thickness × Width = 90.534 mm2
Figure 7 shows that the Flexural Tests [4,7,8] are conducted for both glass fiber reinforced polymer composites and also for sandwiched glass and banana fiber reinforced polymer composites with different samples of same cross section, and the values are tabulated in Table 3.
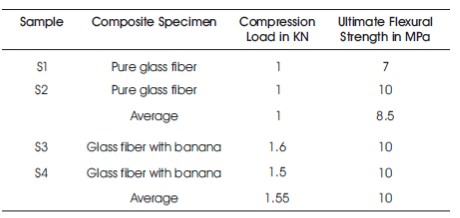
Table 3. Flexural Test Observations
Formula used is:
where, - Flexural strength in MPa P - Load in KN L - Length of span in mm b - Width in mm h - Thickness in mm
Figure 8 shows that the Impact tests [2] conducted for both glass fiber reinforced polymer composite and also for sandwiched glass and banana fiber reinforced polymer composite with different samples of same cross section, and the values are tabulated in Table 4.
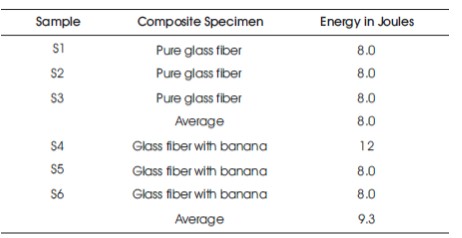
Table 4. Impact Test Observations
Formula used is:

where, E - Energy absorbed by a specimen A - Cross sectional area of specimen = 80×10 mm
In this paper, the tested properties of glass fiber reinforced polymer composite and sandwiched glass and banana fiber reinforced polymer composites are compared and is given in Table 5.

Table 5. Results and Discussion Observations
The variation of tensile strength of the pure glass fiber and glass fiber with banana is shown in Figure 9. The specimen of pure glass fiber has the highest tensile strength of 243 N/mm2 and glass fiber with banana has low tensile strength of 173 N/mm2 . The tensile strength of pure glass fiber is 70 N/mm2 which is greater than that of glass fiber with banana.
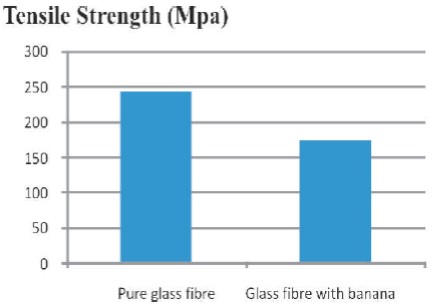
Figure 9. Comparison of Tensile Strength
The variation of flexural strength of the pure glass fiber and glass fiber with banana is shown in Figure 10. The specimen of glass fiber with banana has the highest flexural strength of 10 N/mm2 and pure glass fiber has low flexural strength of 8.5 N/mm2 .
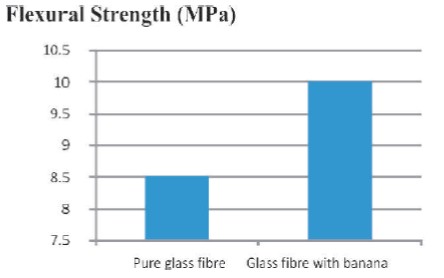
Figure 10. Comparison of Flexural Strength
The flexural strength of glass fiber with banana is 1.5 N/mm greater than that of pure glass fiber.
The variation of impact strength of the pure glass fiber and glass fiber with banana is shown in Figure 11. The specimen of glass fiber with banana has the highest impact strength of 9.33 N/mm2 and pure glass fiber has low impact strength of 8 N/mm2 . The impact strength of glass fiber with banana is 1.33 N/mm2 greater than that of pure glass fiber.
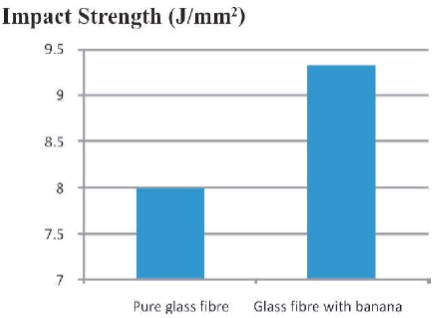
Figure 11. Comparison of Impact Strength
From the experimental results obtained, the following conclusions are given:
From the obtained experimental results with data acquisition system, it was found that when banana (as natural fiber) is reinforced with Glass fiber, the tensile load was higher. Also it was found that the tensile and comprehensive load was higher than the normal glass fiber. This happened due to the reinforcement of higher tensile force material such as banana layer. If these natural fibers are reinforced in powder form, then the force will be equally distributed, so that the strength may be higher.
Whenever, the reinforcing material have higher strength, the particular laminate will be higher. Therefore from the obtained testing results, it was calculated that when banana layer is reinforced with glass fiber, the presence of glass was reduced. This tends to be optimized in the GFR material.
Also when considering impact strength, the glass with banana reinforced is higher than that of glass fiber. Therefore this will be suitable for automotive and aeronautical structural applications [3,4].
The authors would like to be obliged to Siddartha Institute of Science and Technology, Puttur for helping to do this research and also for Micro Lab, Chennai for providing laboratory facilities and their cooperation.