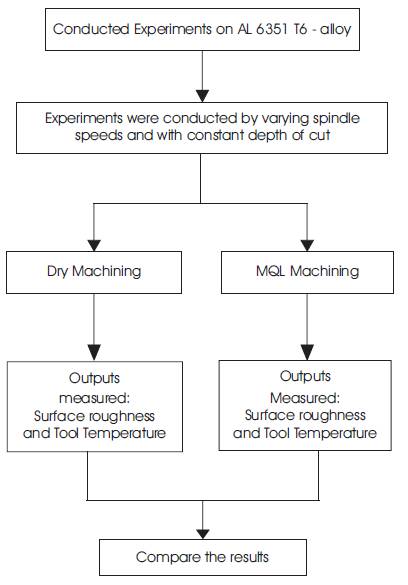
Figure 1. Methodology of the Work
Cutting fluids are widely used in machining process, to remove heat from the cutting zone. Minimization on usage of cutting fluid is more focused by present day industrialists and researchers for the economical and ecological reasons also. To address the above concern, Minimum Quantity Lubrication (MQL) is one of the techniques, which uses less cutting fluid to maximize the product quality and tool life. The present work reports the experimentations carried out under Minimum Quantity Lubrication and dry conditions in turning of AL 6351-T6 alloy. The samples were turned out at five different spindle speeds (77, 184, 252, 673 and 922 rpm), and the effect of spindle speed on tool temperature and surface roughness are investigated here. It was found that increase in spindle speed in turning of AL6351-T6 alloy by using MQL reduced the surface roughness compared to dry condition.
Machining is a controlled material removal process which finds its application in a variety of industrial sectors such as automobile, aerospace, and defense. Similar to many other manufacturing processes, machining bears significant environmental impacts in terms of energy/ resource consumption, airborne emissions, wastewater discharge, and solid wastes along with occupational health risks (Kundrák, et al., 2007). Most of these issues are due to the use of cutting fluids, which are traditionally formulated with petroleum-derived compounds with high ecotoxicity and low biodegradability. Exposure to these chemicals, along with growth of microorganisms and biocides used for microbial control, could lead to respiratory irritation, asthma, pneumonia, dermatitis, and even cancer (Park, et al., 2010).
Cutting fluids have direct environmental impact. In flood coolant lubrication, large amount of fluid is drained into ground; it will create a lot of environmental pollution near the metal cutting industries. Cutting fluid (Çakir et al. 2015) application is important during the time spent machining in light of the fact that cutting liquids have a greasing up impact in decreasing the warmth produced in the cutting zone, diminish contact in the tool-chip interface furthermore move wears down from the cutting zone.
To address these concerns, extensive effort has been put forth to (1) extend the cutting fluid life span by removing particulates, free oils, and other contaminants via separation and filtration, (2) reformulate traditional petroleum-based fluids with vegetable oils and bio-based ingredients for lower toxicity and higher biodegrad ability, and (3) reduce or even eliminate the reliance on cutting fluids during machining through dry machining and Minimum Quantity Lubrication (MQL) techniques.
Many alternatives are developed to minimize the use of cutting fluid quantity. Some of the techniques are,
Cutting fluids are usually employed for the machining of aluminum alloys in order to keep the temperature at the tool chip interface low and assure tight tolerances, longer tool life, better surface finish, and lower power consumption.
Aluminum alloy is a lightweight material, as the AA 6000 series is a combination of aluminum, magnesium, and silicon alloys. The AA 6351-T6 is used in manufacturing of tubes, pipes, and some other structural applications. During the machining of low strength alloys, this heat generation is less, but when ferrous and other high strength alloys are machined, a lot of heat is generated which increases with a subsequent increase in the cutting speed.
In turning process (Sreejith, 2008), 6061 aluminium alloy is machined by using diamond-coated carbide tool under dry, MQL and flooded lubrication conditions, and the surface roughness and cutting forces were analyzed. It was shown that an MQL properly employed can replace the flood lubrication. Other machinability studies (Hwang, Lee, and Park, 2009) were performed on 6061 alloy machining process where surface roughness is important, such as finishing process, work material-tool combination, machine tools and cooling lubrication environments should be considered in selecting the optimum cutting conditions.
In turning of A6063-T6 (Itoigawa, et al., 2007) by use of an intermittent turning process and a friction test apparatus designed for measuring friction force between a freshly formed surface and tool material in plastic contact condition. With the use of ester-type lubricant, the tool surface temperature can be suppressed below a certain transition temperature of friction and frictional force also reduces.
Turning tests were performed on 7075-T6 (Kouam, et al., 2015) aluminum alloy under dry and MQL conditions with two specific cutting ranges, surface finish mainly depends on the feed rate used during machining. Better chip breakability can be observed by varying the flow rate of the fluid in MQL.
MQL is presented as a lubricating technology that is safe, environmentally friendly, and improves tool life and makes production more efficient.
The methodology of the work is shown in the flowchart of Figure 1.
Figure 1. Methodology of the Work
The present work focuses
Experiments were carried out by plain turning of a 38 mm diameter and 300 mm long rod of Al6351-T6 alloy on a common use rigid lathe machine (PL4 lathe) at different cutting speed and feeds under dry and MQL conditions. The MQL experiments were conducted by vegetable oil (Mahua) as cutting fluid.
These experimental investigations were conducted with a view to explore the role of MQL on the machinability characteristics of that work material, mainly in terms of sur face roughness chip formation and cutting temperature.
The schematic setup of the lathe with the mist coolant supply system is shown in Figure 2. The work material selected for the experiment is Al 6531-T6. However, Aluminum is a soft material but its machining is very difficult, as aluminum is the major constituent. The silicon gives adhesive nature to the aluminum so whenever machining was performed on aluminum at high speeds, more amount of heat is generated and due to presence of silicon as a major constituent, the build-up edges are formed. This formation of build-up edges reduces the tool life and quality out.
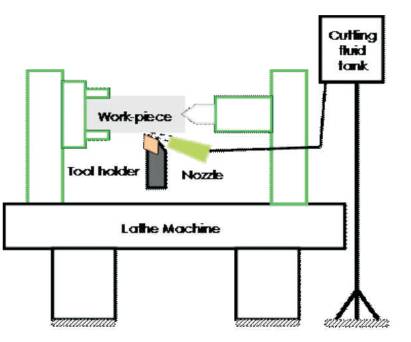
Figure 2. Schematic View of the MQL Setup and Lathe
For experimentation, five different speeds such as 77, 184, 252, 673, and 922 m/min are considered and the depth of cut as 0.3 mm. The speeds are selected in such a way that one should be with small rpm and the other with larger rpm. The feed rates (mm/rev) for various speeds are calculated. The depth of cut is maintained constant throughout the experiment, i.e. 0.3 mm. Five experiments were conducted for both dry and MQL at five different spindle speeds. The view of cutting zone with the fluid application is shown in Figure 3.

Figure 3. View of Cutting Zone with Cutting Fluid Application
By conducting the experiments with the aforementioned machining conditions, the surface roughness was calibrated by using Mityo to surface roughness tester. Figure 4 represents the surface roughness for the dry and MQL machining conditions.
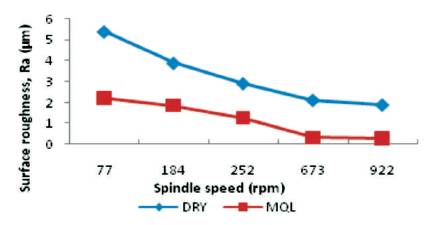
Figure 4. Spindle Speed vs Surface Roughness for Dry and MQL Machining
Machining was done in dry and Minimum Quantity Lubrication conditions, with Mahua oil used as a cutting fluid in MQL turning.
From the experimental results, it can be concluded that during dry machining due to the effect of heat formation the surface roughness after the machining was high. MQL improved cutting quality significantly compared with dry cutting, the surface roughness was reduced.
During the machining with dry and MQL conditions, temperature was also measured simultaneously by using a thermocouple mounted under the cutting tool insert. The measured values under both the conditions are plotted in Figure 5.
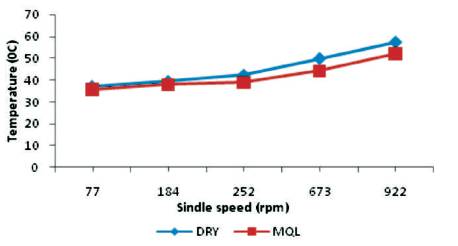
Figure 5. Spindle Speed vs Temperature for Dry and MQL Machining
It was observed that at higher machining speeds, the temperature was higher, as well as by applying minimal cutting fluid it was observed that the temperature reduced. At lower cutting speeds, the temperature reduction is very low.
The chip formation mechanism analysis is an effective tool for deeper understanding of cutting process.
It was observed that during machining at higher speeds in dry machining, the broken fragments of chips are obtained, the images are shown in Table 1. The chips formed at initial duration of machining were of segmented form, but as machining duration progresses, the chip became long and continuous type in MQL condition.
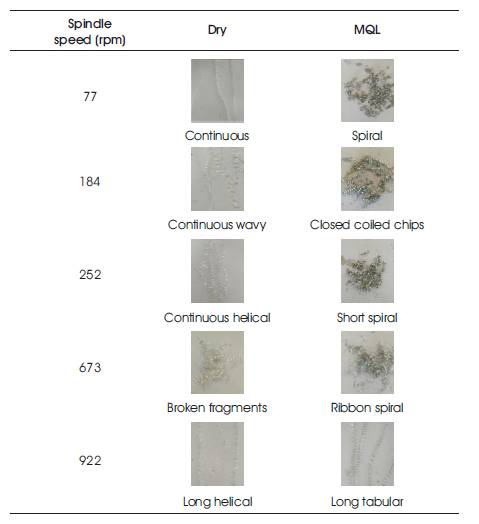
Table 1. Chip Morphology under various Spindle Speeds for Dry and MQL Machining Conditions
It was noticed that at a spindle speed of 184 rpm, the chips were continuous wavy in dry condition, at the same speed in MQL condition there is a formation of closed coiled chips, due to the plastic deformation at that speed the chips are continuous in dry machining. With the application of cutting fluid, the heat at the interface is reduced and the chips diameter was reduced and it is of the form of closed helical chips.
The current research work was carried out to study the effect of MQL with Mahua oil as a cutting fluid on the machinability characteristics of Aluminum 6351-T6. The interrelated effect of process parameters on the output responses (surface roughness and cutting temperature) were studied thoroughly. Once it was observed that using minimal cutting fluid in the machining zone significantly reduces the temperature. Based on the observation and analysis, the following conclusions can be drawn:
This research work was funded by Annamacharya Institute of Technology & Sciences, Rajampet as part of a student/faculty funded projects scheme during 2015-16 academic year.