Figure 1. RCM Components (Islam, 2010)
A vibratory feeder is a machine that uses both vibration and gravitation to feed material to the machine. Each component of this machine undergoes continuous stress due to dynamic load acting on it for producing a vibratory effect. Due to this cyclic stress, the performance of the machine gradually reduces and leads to failure. In this case study, a mechanical vibro feeder has been analyzed based on the failure data. To analyze the data, Maintenance Significant Items (MSI) have been identified to prioritize the components that lead to the failure of the entire system and concentrating only on these MSI's results in the reduction of the investment time and resources. Failure Mode Effect Analysis (FMEA) chart is used to identify the MSI's based on the rankings of Risk Priority Number (RPN). Finally by using Fault Tree Analysis (FTA), main root causes that lead to failures of the critical components have also been identified.
Reliability Centered Maintenance (RCM) screening is an important process to avoid the components which are not critical to the entire systems (Melani et al., 2018; Niu et al., 2010). This screening process is responsible for identifying the Maintenance Significant Items (MSI)( Tang et al., 2017). Proper implementation of RCM leads to productivity improvement and reduces intangible effects such as customer goodwill, product quality, etc. (Heo et al., 2014; Mnoharan et al., 2019).
Maintenance has been experiencing a slow but constant evolution across years, from the earlier concept of 'necessary evil', to being considered an integral function in an industry as a way of competitive advantage (López- Campos & Márquez, 2018). In this modern world, all industries are functioning with the solemn aim of increasing quality and productivity at the minimum possible cost (Costa et al., 2018). Maintenance planning is very crucial in this scenario not only to achieve maximum productivity but also to ensure a safe working environment (Gualtieri et al., 2020). Although maintenance activities require investment and skilled labour, it can prove to be cost-efficient in the long run (Matheus et al., 2018).
One of the major challenges faced by the maintenance department is deciding when and what kind of intervention must be taken for specific equipment (Afshari et al., 2019). Preventive maintenance involves maintenance tasks carried out before the failure occurs, thus preventing any breakdown of the equipment to happen (Basri et al., 2017). Although this strategy is considered to be highly beneficial, applying it to non-critical equipment can prove to be a waste of resources and skilled labour. RCM has been developed to optimize maintenance policy by a costeffective balance of breakdown, preventive, predictive and corrective maintenance activities. It is a highly structured analysis formulated to decide on maintenance policy to be applied to each of the equipment, by collection and assessment of reliability data of every individual asset (Vishnu & Regikumar, 2016).
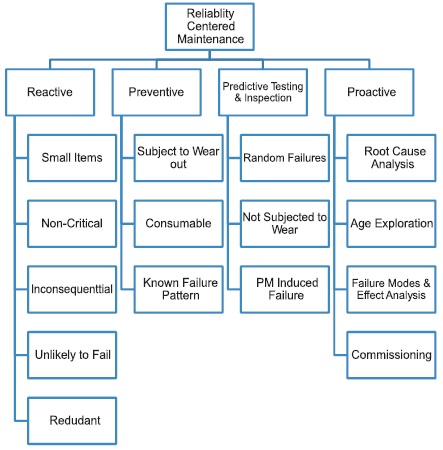
Figure 1 shows the various classification of RCM, the type of maintenance strategy that has to be followed based on the failure pattern (Afzali et al., 2019; Anderson & Neri, 2012; Islam, 2010). RCM implementation is a long-term process, and hence it is required to give more importance for the critical components to save time for the same. In this case, the risk analysis and risk priority numbers were used to identify the critical components. Based on the RPN number, the uncritical components were screened out. The important objective of Failure Mode Effect Analysis (FMEA) is the evaluation of the RPN to assess and rank the potential failure modes. A failure mode that possesses a higher RPN is considered to be more critical and it is assigned a higher priority rank than the failure modes with lower RPN (Gupta & Mishra, 2018; Moradi et al., 2019; Rahmati et al., 2018).
Figure 1. RCM Components (Islam, 2010)
A vibratory feeder is an instrument that uses vibration to feed material to a process or machine (Chandravanshi & Mukhopadhyay, 2017; Jiang et al., 2017). It uses both vibration and gravity to move material. Gravity is used to determine the direction and vibration is used to move the material. It is mostly used to transfer a large quantity of smaller objects and it is the oldest but still commonly used automation machines. It is available for aligning and feeding machine parts such as electronic parts, plastic parts, chemicals, metallic parts, glass vials, pharmaceuticals, foods, miscellaneous goods, etc. The photograph of the Vibro feeder of this case study is shown in Figure 2.

Figure 2. Photograph of a Vibro Feeder
A hierarchical control system is a form of the control system in which a set of devices and governing software is arranged in a hierarchical tree. When the links in the tree are implemented by a computer network, the hierarchical control system becomes a form of the networked control system. The system under the selection is Vibro feeder, and it comprises five major components and about twenty sub-components which have been shown in Figure 3. Here all sub-components are not important as they influence low system failures. It is required to analyze the system and to select the critical component that will directly affect the failure of the system to reduce the time and effort for implementing the RCM.
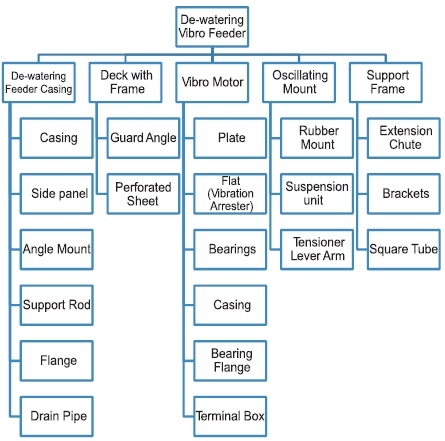
Figure 3. Hierarchy Tree of a Vibro Feeder
To identify MSI, a combination of both qualitative analysis and quantitative analysis is required. Risk Priority Number (RPN) helps to identify critical failure modes that are related to design or process. The range of RPN values varies between 1 (absolute best) to 1000 (absolute worst). RPN values are calculated based on the product of severity, occurrence, and ability of the detection. The value severity index varies based on the effect of failure. If the effect is high, then the value will be high. Occurrence is a measure of a particular failure that causes a failure mode. Detection is indexed varying from 1 to 5 and if the failure is easily detectable, then the value will be low and if it is difficult to identify, the value will be high. The Table 1 shows the Failure Mode Effect Analysis (FMEA) for the Vibro feeder.
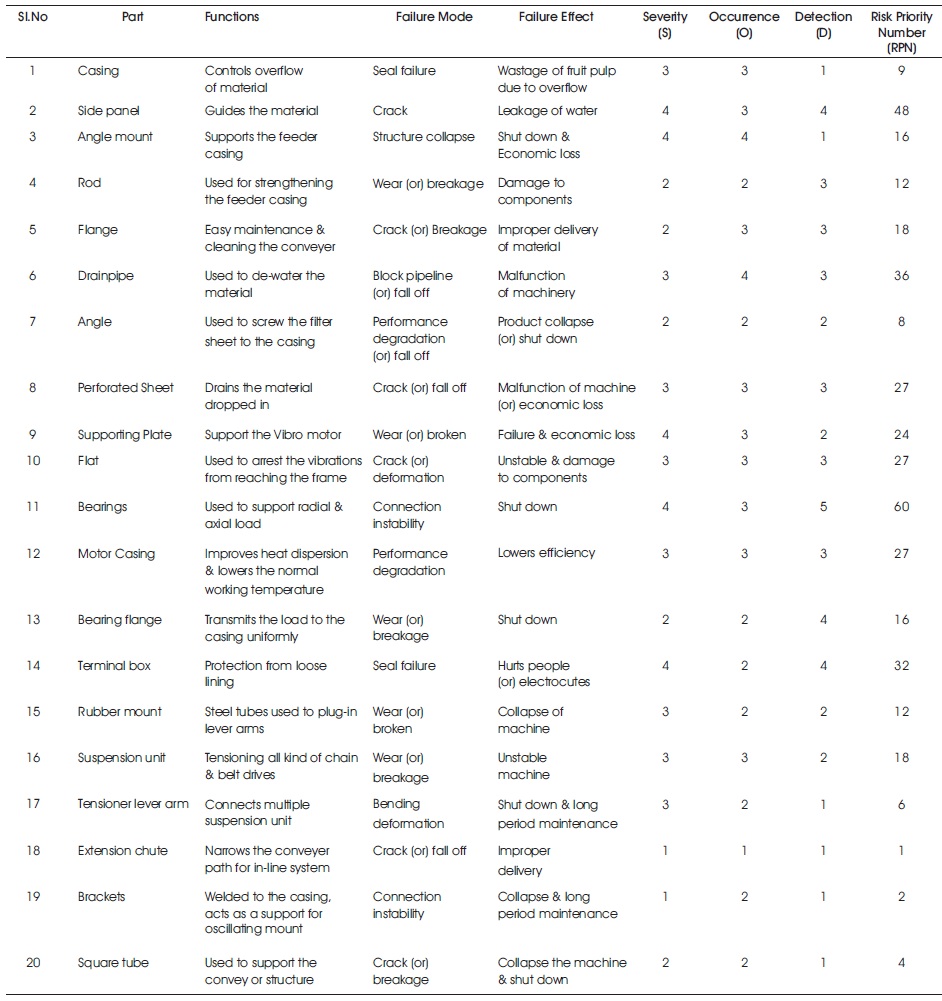
Table 1. Failure Mode Effect Analysis (FMEA) for Vibro Feeder
Fault Tree Analysis (FTA) is the tool that is used to identify the root causes of the MSI. Figure 4 deals with FTA for the side panel, and it shows that the main causes of the failures occur due to suspension of mount failure and use of saline water in the system. FTA for the drain pipe has been shown in Figure 5 which illustrates that the increase in working temperature and product sedimentation along with higherproduction rates are the major problems for the failure in the drain pipe. Figure 6 show the FTA for the critical component terminal box, in which the root causes were investigated and identified. The FTA for the bearing used in Vibro feeder has been illustrated in Figure 7.
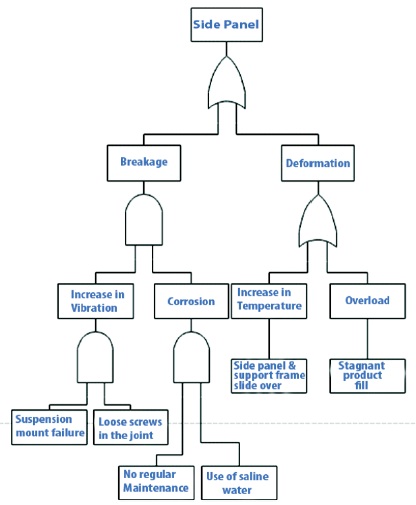
Figure 4. FTA of Side Panel
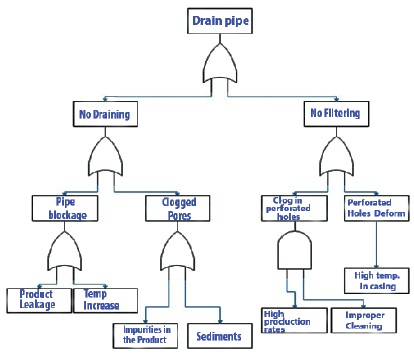
Figure 5. FTA of Drain Pipe
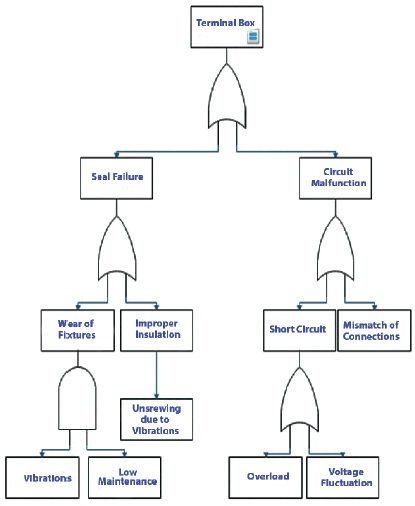
Figure 6. FTA of Terminal Box
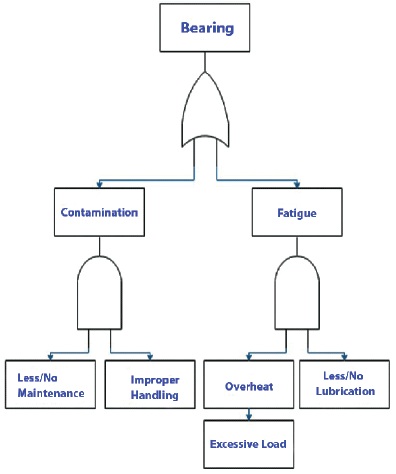
Figure 7. FTA of Bearing
The machine is used in the food processing industry such that the waste particles of fruit pulp which on processing creates fatigue due to the seizure of the particles and also the lack of lubrication create failures in the bearings. This case study has arrived with some remedial solutions for the major issues addressed and listed in Table 2.
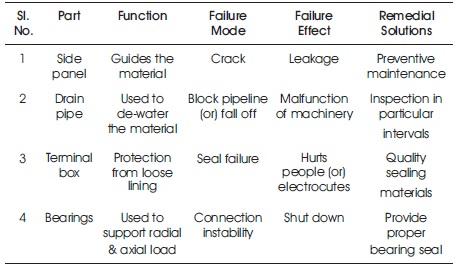
Table 2. Remedial Measures
At the initial stage of the study, the reliability level has been very low, and to improve reliability level, proper maintenance strategies were opted based on the FMEA results. Most significant items were identified and root causes analysis has been used to identify the main causes. Thus, by the focus on the main causes, the failure rate can be reduced.
Based on the failure data analysis conducted for the Vibro feeder machine and from the FMEA chart, it is evident that components such as supporting plate, bearing, perforated sheet, motor casing and suspension unit are the most critical elements in the machine. Most of the failure in these components leads to the shutting down of the system and the severity index is high. The supporting plate in the machine used to support the Vibro motor requires predictive testing and inspection to avoid such failure. On investigation, bearing failures occur due to frequent variation in load and it requires preventive maintenance. The flat is the component used to arrest vibration, and the failure of this affects the quality of the product being processed, hence it requires proactive maintenance. Thus, by implementing the total productive maintenance polices based on the framework mentioned earlier, the reliability can be improved.
MSI - Maintenance Significant Items.
RPN - Risk Priority Number.
RCM - Reliability Centered Maintenance
FMEA - Failure Mode Effect Analysis.
FTA - Fault Tree Analysis.