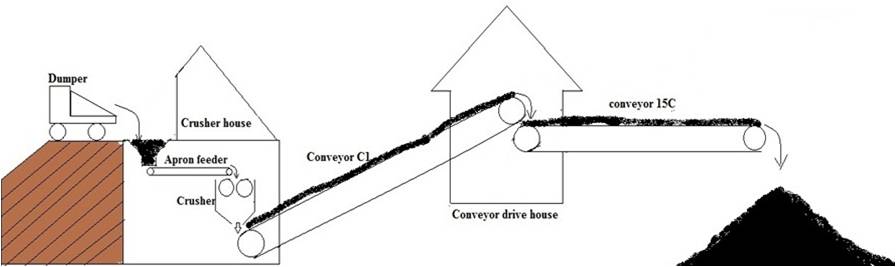
Figure 1. Existing CHP layout of Sonpur Bazari coal mines
Through a case study this paper depicts various innovative energy conservation opportunities in Open Cast Coal Mining. The research and development works are conducted in a particular Open Cast Coal Mine which belongs to Eastern Coal field Ltd(ECL), a subsidiary of Coal India Ltd (CIL), India. This paper will review the glimpse of methodology used and various energy conservation recommendations which are given in the Research and Developement project, followed by complete technical details of each and every recommendation. Mined coal transportation and coal handling plant are the two major energy intensive areas of opencast coal mining which are mainly emphasized in this endeavor. Finally, this paper concludes with the possible amount of energy savings with up- gradation of the mining system as per recommendations. It also indicates that the mine will also get huge monetary, safety and competitive advantages with the implementation of these energy conservation measures.
Even as many industrialized countries are thinking about longterm exit strategies for coal based energy resources in order to meet the challenges posed by Green House Gas(GHG) emissions, still coal will remain one of the most important sources for foreseeable future especially in case of developing countries like India and China. Very unfortunately, it has been witnessed that the harnessing of most important energy resource is very energy inefficient process, presently in most of the mines throughout the world[1,2]. Additionally, coal mining area is a typical complex system, in which energy consumption and pollution emissions are produced from each link of coal mining, processing, transportation, and using and are influenced by many factors, such as coal production quantity, mining investment, pollution control and comprehensive utilization, etc[3,4]. So the energy conservation through efficient practices will be one of the important way to minimize energy consumption and to meet the increasing energy demand. It has been estimated that the energy consumption in opencast mines is around 90% from petroleum fuels and 10% from electrical energy[5]. In the case of opencast mines, there is a huge consumption of HSD oil and lubricants for operation of the heavy earth moving, stripping and transport equipments. The associated complex process of high overburden waste removal and disposal adds to the woes and increases the fuel consumption substantially[6,7]. Inorder to reduce the energy consumption in opencast mining four innovative recommendations are given in this paper. Among these four recommendations, one is to reduce the oil consumptions in mined coal transportation and others are Coal Handling Plant(CHP). Replacement of dumper trucks with the help of electricity driven conveyor system for mined coal transportation, replacement of inefficient motor with Energy Efficient(EE) Motor, installation of crushed coal bunkers with PLC automated [8,9,10] bunker loading system and installation of secondar y crusher are the four recommendations highlighted in this study. This study is also emphasizing on the possible amount of oil, electricity and man power savings with the implementation of these measures.
The Opencast Mine under investigation is located at Sonepur Bazari Coal Mines near Asansol. India is belonging to Eastern Coal Fields Limited (ECL), a subsidiary of Coal India Limited (CIL). Through this Research and Development study, the transportation of mined coals from the excavation point to CHP and Coal Handling Plants are indentified as the major energy intensive processes in this coal mine. The present scenarios are described in the following section.
The CHP was installed in the year 1996. The design capacity of the CHP is 3 MT, but in the fiscal year 2010-11, 2011-12 and 2012-13 the production from the CHP unit has been approximately 3.2, 3.3 and 3.4 MT respectively, thus depicting an overall efficiency of the CHP as 112%. No initiative for modification of the existing system is taken in it's 17 years age. Currently, the mined coal is fed into feeder hopper. Feeder hopper feeds the coal to apron feeder which then sends the coal to the underground primary crusher unit, where the coal is crushed to a particle size of 200mm. Then the crushed coal from the crusher is directly dumped into a coal stockyard through two belt conveyor systems. The conveyor 1C conveyed the coal to 15C and finally 15C fed the coal to the stockyard. The capacity of this stockyard is approximately 5000 Tonnes of coal. Then the dumped coals are transported to the market through numbers of small dumper trucks. Ten numbers of payloader are employed for loading the coal from yard to dumpers for exportation to market. From 10 pm to 7 am in the morning, no transportation of coal takes place from the stockyard. So during the night hours, 4 dozers are used to shave off the tip of the coal pile and spread it in the surrounding area. Presently, the Coal Handing Plant(CHP) is running at the rate of 1000 TPH and an average running hours is 18hrs in a day. The schematic layout of the existing system is shown in Figure1.
Figure 1. Existing CHP layout of Sonpur Bazari coal mines
Currently, 18 numbers of dumper truck having an average capacity of 60 tonnes are used to transport the mined coal from the excavation area to the CHP which results enormous amount of diesel consumption and this process is marked as the most energy intensive process in the Sonepur Bazari coal mines. The existing process layout is shown in Figure 2.
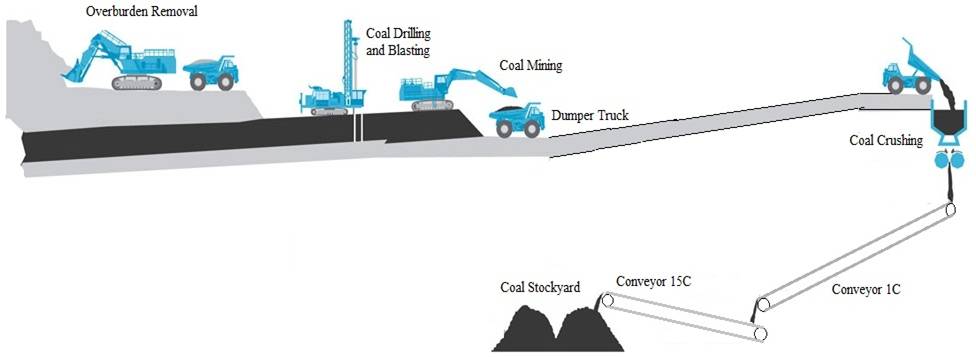
Figure 2. Current scenario of coal transportation from excavation point to CHP
Data acquisition is primarily concerned with collecting the data relevant to the energy performance of the mining activity inorder to clearly understand the baseline scenario and also to indentify the possible energy saving areas. Most of the baseline data are collected through intensive measurements and rest are collected by interviewing the mining personals during site visit. Various collected data which are relevant to this research work are described in the following section. Figure 3 shows the snap of electrical data measurements with the help of three phase power quality analyzer.

Figure 3. Electrical data measurement through three phase power analyzer
Electrical energy consumption of CHP and total electrical energy consumed in fiscal year 2012-13 is shown in Table1. Now, as it is previously mentioned that ten numbers of pay- loader and four dozers are only diesel consuming equipment in CHP. So the total yearly HSD consumption by the dozers and pay-loaders comes around 1.6 lakh liters which results in a total operational cost of 92 lakhs of rupees per year.
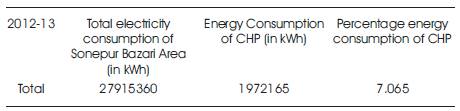
Table1. Electricity consumption data in CHP
Various electrical specification of existing conveyor 1C and 15C are described in Table 2 and Table 3 respectively.
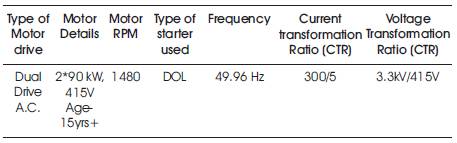
Table 2. Driver Specifications of 1C conveyor
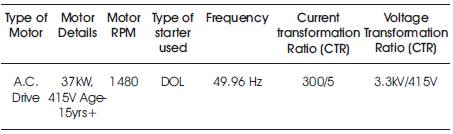
Table 3. Driver Specifications of 15C conveyor
Presently, 18 numbers of dumper trucks are used to convey the mined coal from the point of excavation to the CHP. The total diesel consumption is about 25 lakhs liters of HSD per year.
After the successful baseline data collection, an intensive R&D works has carried out with the utilization of these data and various types of possible recommendations are coming out. Among those possible recommendations, four recommendations are indentified as the most suitable for this case based on high return of investment and simplicity. Those four recommendations are described in the later part of this paper.
It has been identified that the driver motors of conveyor 1C and 15C are age old. Their average age is more than 15 years, so naturally the efficiency of these motors are degraded much lower than the permissible limit. It is also noticed that the motors had been re-wounded several times. Now, motor rewinding does not necessarily lead to drop in motor efficiency, but it is observed that motor efficiency reduces 1% to 2% by repeated rewinding. This is mainly because: core losses increase due to the high temperatures experienced during motor failure, damage done to the laminations while stripping the motor for repair and increase in windage losses due to fitting of an improper size of universal cooling fan to the motor. Additionally it is indentified through the electrical measurements that both the conveyor 1C and 15C motors are operated under low load condition. Finally in-order to save the electrical energy in CHP, two lower rating Energy Efficient(EE) motors are recommended. The recommended motors are also conforming to IS: 3251996 IEC 60034- 30:2008 & IS: 12615:2011. The possible energy savings with the replacement of old motors are calculated with the help of following equation.
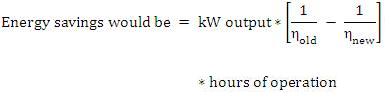
The recommended motor specifications, estimated energy savings, PayBack Period(PBP) are detailed in Table 4.
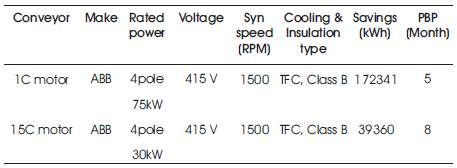
Table 4. Recommended EE motor details and possible savings
It's clearly indentified that the handling of coal in the stockyard is a very energy intensive and time consuming process. So in order to reduce the running cost by elimination of the use of dozers and pay-loaders and to increase the efficiency and reliability of the CHP, 20 new bunkers and an innovative bunker loading system is recommended. The total capacity of this bunker system is 10,000 Tonnes of coal. The innovative bunker loading system will be fully automatic with PLC control technology. This technology will also optimize the existing facility of the CHP. The new recommended bunks and bunker loading system is also consisting of one, two way chute, one horizontal conveyor having a length of 50 m, one reversible shuttle conveyor having a length of 40m and two reversible conveyors having a length of 8m each. The bunker system is designed for 10,000 Tonnes (1000TPH x 10hr), so that it can accommodate the total amount of coal handled by the CHP during night hours as during night hours, the transportation of coal from the stockyard is stopped. The dimensional detail of the recommended bunker system is shown in Figure 4.
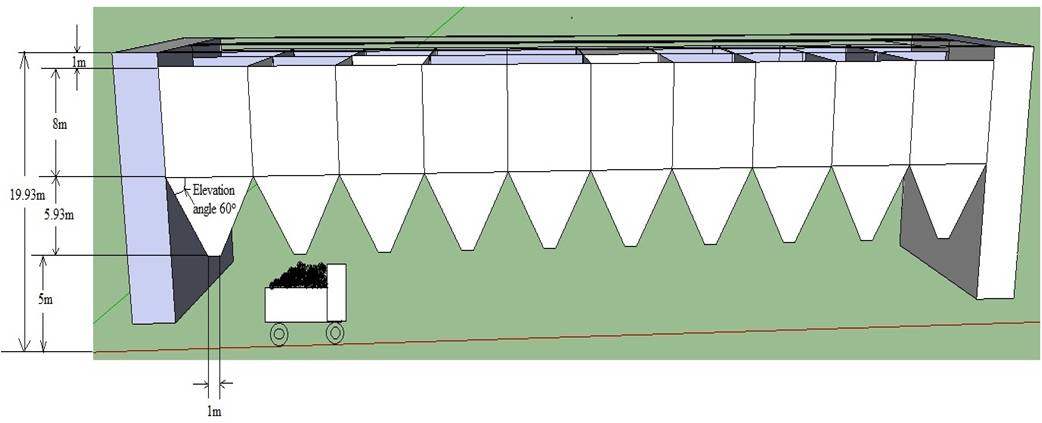
Figure 4. 3D Layout of the recommended bunker system with dimentional details
Now, the bunker loading system makes use of the reversible shuttle belt conveyor with a length of 40m and two reversible conveyors having a length of 8m each. The reversible conveyors are situated in each side of the reversible shuttle conveyor. A reversible shuttle conveyor is essentially a conveyor that moves back and forth on a track system. This type of conveyor is mounted on a structural frame supported by a single flange rollers rolling on a Tee rail track. One two way chute is attached with each end of the reversable shuttle conveyor. The chute is designed as per the requirement of the material and can be delivered to two different directions by only one driving unit. In this case, the two-way chute is used to feed the horizontal conveyor through one chute, whereas the other chute is for ground release of coal. The overall bunks and bunkers loading system is shown in Figure 5.
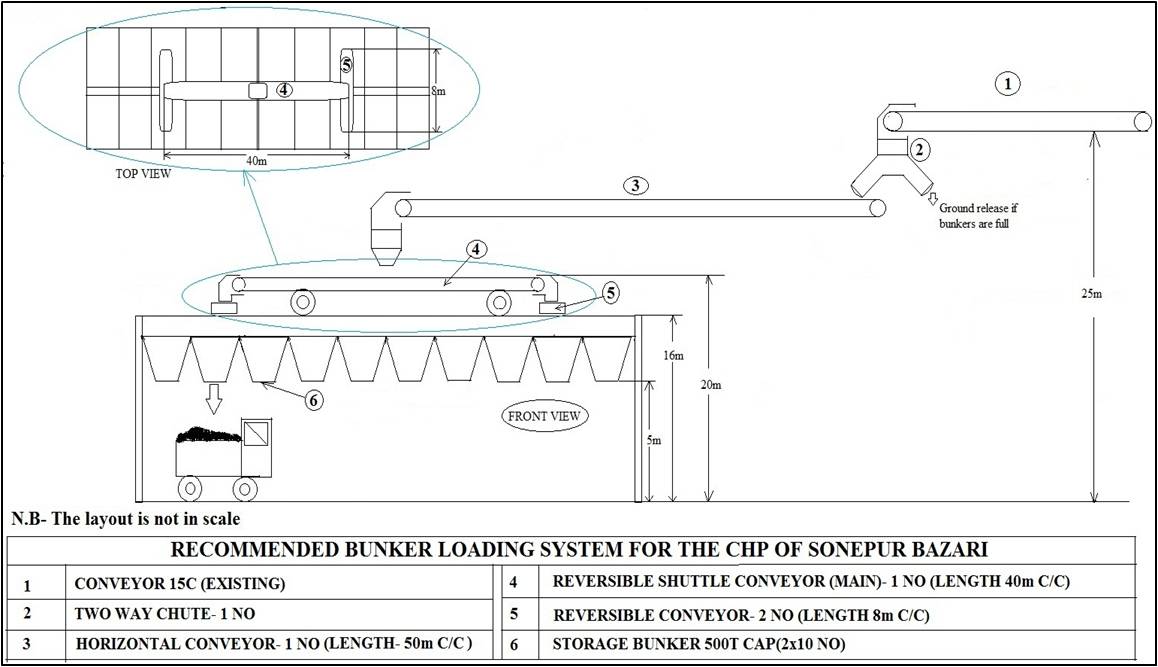
Figure 5. The overall bunks and bunkers loading system as recommended
The detailed layout of the recommended bunkers and the bunker loading system is shown in Figure 5. The operation of this system is very simple. The conveyed coal from the conveyor 15C is fed to the new horizontal conveyor through the two-way chute. The horizontal conveyor transfers the coal to the reversible shuttle conveyor and finally the coal is loaded into the bunkers through two reversible conveyors which are attached with each end of the shuttle conveyor. The whole system is PLC automated and controlled by various sensors such as level detector, limit switch and weight sensor. During normal operation, if bunkers are empty, then the bunker loading system starts filling the bunkers automatically. The level of coal in the bunker and the position of the shuttle conveyor are detected and controlled by level indicators and limit switches respectively. Now, in any case, if the bunkers are full and crusher is still running then the excess amount of coal is released into the ground through the ground release pass of the two way chute. Finally, the dumpers are loaded through a sensor operated gate located on the bottom portion of each bunker. This system is also equipped with various fault annunciation system and in case of any major fault, the system will automatically shut down in a sequential manner with the help of various interlocking systems. The total system cost comes around Rs. 7 crores tentatively. Additionally, this system will provide almost maintenance free operation and can eliminate almost 80% man power, required previously.
As discussed previously that the crushed coal from the primary crusher is directly dumped into a coal stockyard through two belt conveyor systems, the conveyor 1C conveyed the coal to 15C and finally 15C fed the coal to the stockyard. The maximum feed size of the coal from the coal mines to the crusher is 1200mm and the output of the existing primary crusher is -200mm sized coal. It has noticed that -100mm coal has more demand and higher market price, so inorder to get -100mm sized coal, two numbers of vibrating screen and two numbers of secondary crusher are recommended. The vibrating screen will reduce the load and the size of secondary crusher as well. The -200mm sized coal from the primary crusher is fed to the vibrating screens through a two way chute. The vibrating screens help to separate out the fines(- 100mm) and send the fines directly to the new conveyor. The coal size greater than 100mm is then fed to the secondary crusher and finally -100mm crushed coal is collected into the new conveyor. This vibrating screen separation technique reduces the load and size of the secondary crusher as the fines are separated out before the secondary crushing, and results in lower investment and running cost. Additionally, as there are two parallel vibrating screens and two secondary crushers, any one line of them can act as 100% standby mode which increases the system availability and reliability. The estimated investment for this proposed system comes around Rs.5 Crores tentatively. The recommended system is shown in Figure 6.
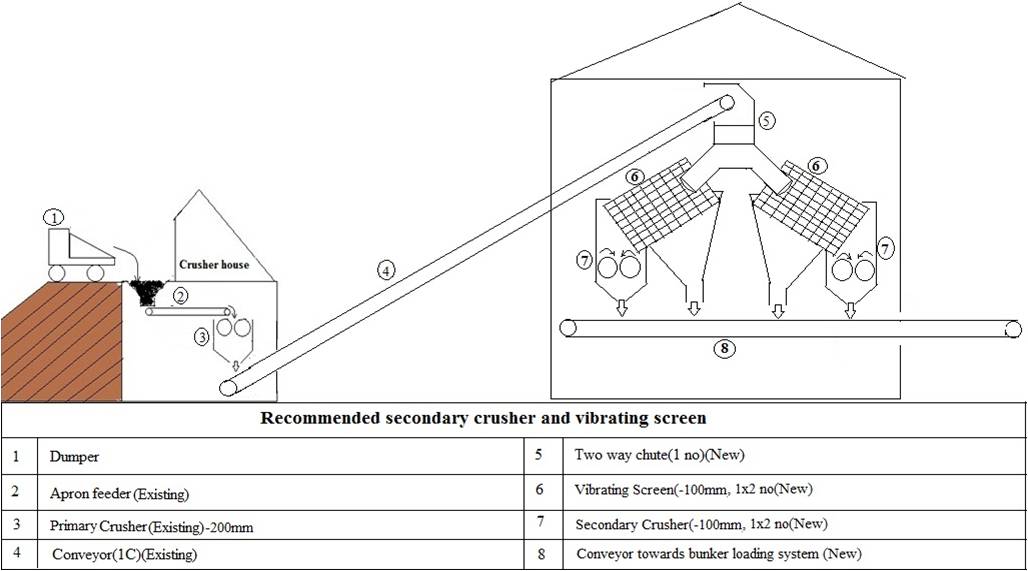
Figure 6. Recommended secondary crusher with vibrating screen
It has been identified that the transportation of mined coal from the excavation point to the CHP is the most diesel consuming process in this open cast mine. So inorder to reduce the transportation cost of mined coal, a belt conveying system is recommended from the excavation point to CHP with the replacement of dumper truck transportation system. The belt conveying system will be a fully electrical operated system. Now, as the diesel consuming dumper trucks are going to be eliminated by this new conveying system, it results in enormous amount of diesel savings, hence huge monetary savings. This system will replace those 18 numbers of coal carrying dumper trucks, so 25 lakh liters of HSD can be saved per year. Additionally, as the excavation point of the open cast mine is shifted time to time, a small portable conveyor is recommended at the beginning of the above said main conveyor system that helps to convey the coal from the excavation point to the main conveyor. The budgetary cost of the new belt conveying system comes around Rs. 20,000 per meter of belt length and simple payback period comes around 4 years. The layout of the proposed system is shown in Figure 7.
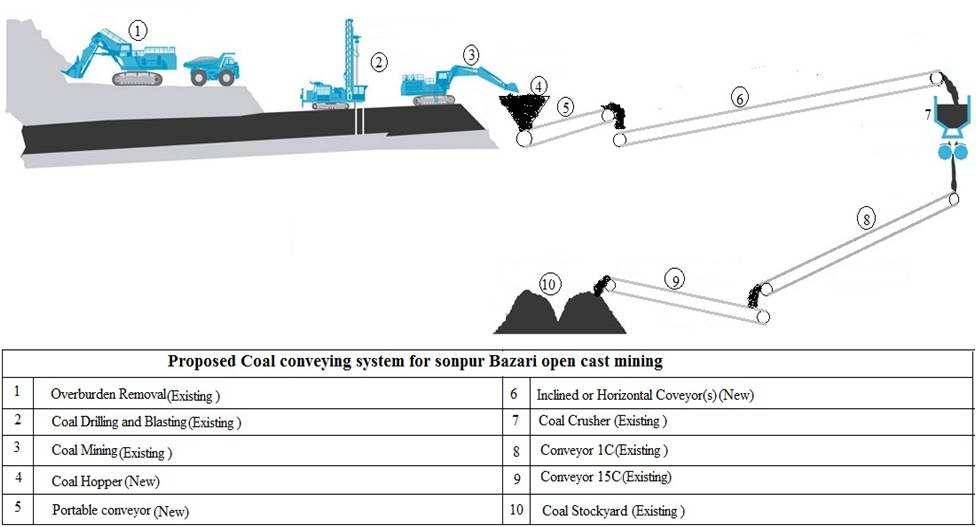
Figure 7. The layout of the proposed long length belt conveying system
The global mining industry is constantly working towards the way to reduce costs and operate efficiently. India has approximately 2618 operating mines. Demand for coal looks set to increase as power requirements continue to grow. India's ability to grow in line with the demand is reliant on continued investment in more efficient mining processes and technology, as well as streamlining the regulatory process. Saving energy offers a dual benefit of both offsetting rising energy costs and also reducing emissions which ultimately delivers a reduction in environmental footprint.
The authors would like to express thanks to the Coal India Limited (CIL) for providing support through R&D project (Project code-CIL/R&D/1/55/2013). Any opinions, findings and conclusion or recommendations expressed in this material are those of the authors and do not necessarily reflect the views of funding agency.