
Table 1. Chemical Composition of Base Metal
Welding is the process of joining two or more similar or dissimilar metals with or without the application of heat or pressure to the work piece. Mild steel is gathered wide acceptance in the fabrication of pipelines, power plants, refineries, pressure vessels, nuclear reactors, building & bridges, automotive, trucks & trains, ships, offshore structures, aerospace structures and microelectronics. In any structural application, its weldability is of utmost importance as welding is largely used for joining of structural and process equipment components. AST37 graded mild steel is mostly used for fabrication of pressure vessels which are used in process industries. The preferred welding process for mild steel is frequently arc welding due to its comparatively better strength for the material and better economy. To get better weld strength, many of the process parameters are greatly influenced. Some of mostly influenced parameters are welding current, electrode diameter and welding speed. The output parameters mostly considered are of its tensile strength, hardness and porosity of the weldments.
Welding is connected with the parameters like heat, pressure and filler material. These combinations of parameters give different classification of welding. During welding, the work pieces are to be joined by melting at the joining interface and usually a filler material is added to a pool of molten material (the weld pool) that solidifies to become a strong joint.
SMAW is a type of welding that uses a welding power supply to create an electric arc between an electrode and the base material to melt the metals at the welding point. They can use either Direct Current (DC) or Alternating Current (AC), and consumable or non-consumable electrodes. During the Second World War to today, it remains an important process for the fabrication of steel structures and vehicles.
Optimization of the process parameters is to control and obtain the required shape and quality of weld beads, strength, hardness and Mechanical and Chemical properties. The important process parameters are listed as follows: (i) Welding Amperage (ii) Welding Voltage (iii) Welding Speed (iv) Electrode Size (v) Electrode Work Angle (vi) Depth of Flux and (vii) Polarity. Among all the parameters (i), (ii) and (iii) are considered for analysis, since they have greater importance in making of weldments.
The welding current is strong parameter in the bead characteristic of depth of penetration and amount of base metal melted. Welding current also controls the heat affected zone and weld metal deposition. The reinforcement of weld bead is significantly influenced by the welding current. Usage of high current influences the wastage of welding electrodes due to higher rate of melting. Under cut and digging of arc, are welding defects when the process is subjected to excessive amperage. The use of excessive amperage will heat off cable or use of higher size of cable.
Welding speed is the linear rate at which an arc is moved along the weld joint. With any combination of Welding Voltage and Welding Current, the effect of changing the Welding Speed confirms to a general pattern. If the welding speed is increased, power or heat input per unit length of weld is decreased and less filler metal is applied per unit length of the weld, resulting in less weld reinforcement. Thus, the weld bead becomes smaller. Excessive speed may cause undercutting, porosity, arc blow, uneven bead shape, cracking and higher slag inclusion in the weld metal. Higher welding speed results in less heat affected zone and finer grains. Relatively slow welding speed provides time for gases to escape from the molten metal, thus reducing porosity.
Electrode size affects the weld bead shape and the depth of penetration at fixed current. Electrode size also influences the deposition rate. At any given current, a small diameter electrode will have a higher current density and a higher deposition rate than a larger electrode. However, a larger diameter electrode can carry more current than a smaller electrode, and produce a higher deposition rate at higher amperage.
Mechanical properties such as strength, hardness, impact strength, ductility, toughness are affected by the process parameters of welding. These properties can be tested by destructive and non-destructive tests. The Non destructive evaluation has an advantage of non damage of weldments during testing. The NDT needs high skilled people and use of sophisticated equipment.
Destructive TestsIn destructive testing, tests are carried out to the specimen's failure, in order to understand a specimen's structural performance or material behaviour under different loads which is detected.
Tensile TestUniversal Testing Machine (UTM) is used to test the tensile stress and compressive strength of materials. It is named after the fact that it can perform many standard tensile and compression tests on materials, components, and structures.
Non-Destructive TestingNon-destructive testing (NDT) is a wide group of analysis techniques used in science and industry to evaluate the properties of a material, component or system without causing damage.
Hardness TestIndentation hardness tests are used to determine the hardness of a material to deformation. Several such tests exist, wherein the examined material is indented until an impression is formed.
Brinell Hardness TestBrinell hardness testers allow employing heavy loads in quite simple and rugged structures. The indentation diameter is read with an optical system (eyepiece or microscope).
Radiographic TestRadiographic Testing (RT), or Industrial Radiography, is a Nondestructive Testing (NDT) method of inspecting materials for hidden flaws by using the ability of short wavelength electromagnetic radiation (high energy photons) to penetrate various materials. There are two different radioactive sources available for industrial use; namely the X-ray and Gamma-ray. These radiation sources use higher energy level, i.e. shorter wavelength versions of the electromagnetic waves.
The preferred welding process for Ast 37 mild steel is for arc welding due to its comparatively better strength for the material and with economy. To get better weld strength, many of the process parameters are greatly influenced. Some of mostly influenced parameters are welding current, electrode diameter and welding speed. The major objectives of the study are to investigate best process parameters to get important output parameters .The output parameters mostly considered are its tensile strength, hardness and weld defects using radiography (NDT) testing.
The welding heat input has a great influence on the weldments properties. It has been established that heat input increase causes decrease in toughness [1]. The effect of welding current, electrode diameter, voltage and welding techniques on mechanical properties of mild steel weldments[2]. They found Welding current is the most influential variable in welding process which controls the depth of fusion, the geometry of the weldments and depth of penetration. The effect of various parameters like welding current, arc voltage, wire feed speed, and travel speed, torch angle and the electrode stick out on weld quality and found out weld width increases with increase in voltage, current and wire feed rate, and decreases with increase in welding speed [3].
The effect of welding parameters such as welding current, gas flow rate, electrode angle, have influence on responsive output parameters such as weld penetration, depth to width ratio, strength of weld joint [4]. The identification of the best combination of welding parameters and the working ranges of welding parameters [4]. After the experiment, various tests like Tensile test; Micro hardness, Macrostructure and Microstructure study are conducted to the welded specimens. The analysis of the test results is conducted and the combination of welding parameter ranges that gives best result is found. The effect of welding parameters is on the weldability of metals. The welding current, arc voltage, welding speed, heat input rate are chosen as welding parameters[6]. The depth of penetrations were measured for each specimen after the welding operation on closed butt joint and the effects of welding speed and heat input rate parameters on depth of penetration were investigated. The effect of arc welding parameters on mechanical behaviour of ferrous metals and alloys and found with increase in electrode stick out, hardness of the weldments increases, yield strength and impact value decreases, ultimate tensile strength of the joint initially decreases [7].
The effect of major welding parameters identified are welding current, arc voltage and polarity. The effect of these parameters have been seen on various mechanical properties namely fatigue strength and micro structure of the weld metal[8]. The effect of various welding process parameters such as current, voltage and welding speed on the weldability of Mild Steel specimen observed that higher voltage causes abrupt rise in penetration depth value, whereas very high current also causes the same and at very high welding speed causes decrease in penetration depth [9]. The effects of heat input on the micro structures and mechanical properties of magnesium alloy plates and micro structural observations, micro hardness tests and tensile tests were found [10]. The results show that with an increase of the heat input, the grains both in the fusion zone and the heat-affected zone coarsen and the width of the heat-affected zone increased.
Experimental investigation is used as a methodology of investigating process characterization with different activities like sample preparation and welding process.
3.1.1 Sample PreparationDue to high industrial importance and wide application, St37 steel plates of dimensions 150X50X6 mm were selected as base material in this project. Chemical composition and Mechanical properties of base material are shown in Table 1.
First, for reducing the possibility of defects formation in weld metal, the rusts and other combinations were removed from plate's faces and after that, these parts were prepared for providing a double V groove butt joint with 60° groove angle. The mechanical properties of base metal are shown in Table 2.
A DC SMAW (Shielded Metal Arc Welding) machine ZX7-315 manufactured by Ambay Industrial Corporation is used for the purpose of welding. Eighteen base metals were taken for preparation of nine welded joints and are divided into three groups equally. Each group is welded separately by Manual Arc Welding Machine by varying parameters such as current, welding speed and electrode diameter.
Table 1. Chemical Composition of Base Metal

Table 2. Mechanical Properties of Base Metal
SMAW Machine with Direct Current straight polarity is chosen for the purpose of welding of base metals. The specifications are Voltage: 415v, frequency: 50HZ, Supply: three phase, current: 20-315A, Duty cycle: 60%, electrode: 2.5-4 mm. The chemical composition of electrode is detailed in Table 3.

Table 3. Chemical Composition of Electrode
The range of weld parameters are chosen for the purpose of welding which is shown in Table 4.
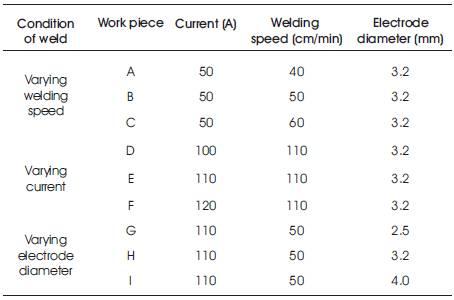
Table 4. Range Of Process Parameters of Weld
Hardness test is performed by using Digital portable Micro hardness tester in Brinell hardness scale. The hardness of the Base Metal (BM), Fusion Zone (FZ) and Heat Affected Zone (HAZ) are found out for samples A, B, C, D, E, F, G, H, I. is measured and it is shown in Table 5. The digital hardness measuring equipment is shown in Figure 1.
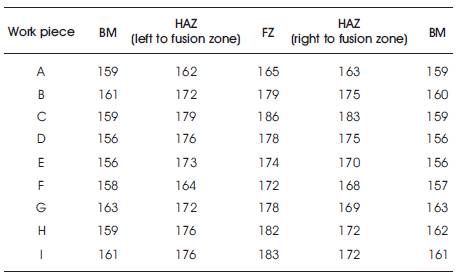
Table 5. Hardness Test Result
Figure 1. Portable Digital Hardness Measuring Equipment
Gamma rays and X –rays are used in radiography testing. X-ray tube is used for production of X-rays and Gamma rays are produced by radioactive Isotopes. The thickness of the work piece and density are the important parameters to decide the amount of energy absorbed by the object. The radiography test uses the radiographic camera as shown in Figure 2. The amount of energy absorbed by the specimen is enmarked for the development and exposure of the radiographic film. The dark areas are developed for the weldment on the film. The base metal absorbed less energy thereby showing it lighter on the film. Porosity or cracks have been observed due to thickness that has been changed by discontinuities. slag and low density inclusions will appear as dark area on the film. This is used to test the weld quality of A, B, C, D, E, F work pieces and the radiographic film obtained is shown in Figure 3.

Figure 2. Radiographic Camera
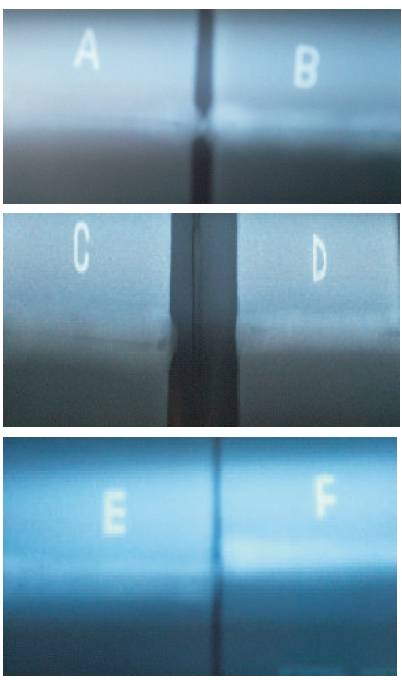
Figure 3. Radiographic films of welds
Tensile testing is conducted to determine the yield strength, ultimate tensile strength. The tensile sample is prepared and a standard gauge length of 5.65.  ('A' is the cross section area of work piece) which is approximately equal to 100mm is taken. The tensile test is conducted for all combination of the welding parameter ranges. The results of the tensile test are shown in Table 6.
('A' is the cross section area of work piece) which is approximately equal to 100mm is taken. The tensile test is conducted for all combination of the welding parameter ranges. The results of the tensile test are shown in Table 6.
Table 6. Tensile Test Result
After tabulating the results, different parameters are examined and graphs are plotted for the purpose of analysis and conclusion.
Table 4 shows that the work pieces A, B, C are welded under varying welding speed, while other parameters remain constant. Similarly, in second stage, work pieces D, E, F are welded under varying current and in third stage, work pieces G, H, I under varying electrode diameter.
Table 5 and Figures 4, 5 & 6 show the variation of hardness in fusion zone, heat affected zone and in base metal. It is observed that the hardness is decreasing from fusion zone to base metal.
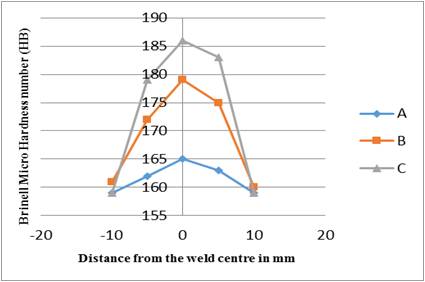
Figure 4. Brinell micro hardness Vs weld distance from Center
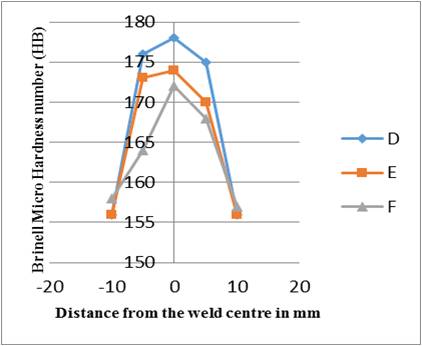
Figure 5. Brinell micro hardness Vs Distance from the weld Center
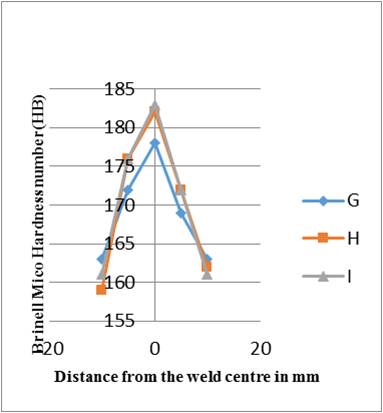
Figure 6. Brinell micro hardness Vs Distance from the weld Center
Table 6 and Figures 7, 8 show the effect of welding speed on mechanical properties of work piece. Maintaining other parameters constant, increase of welding speed results in increase in hardness, yield strength, ultimate tensile strength.
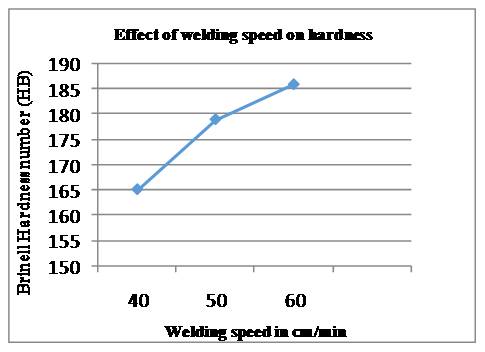
Figure 7. Brinell micro hardness Vs Welding speed
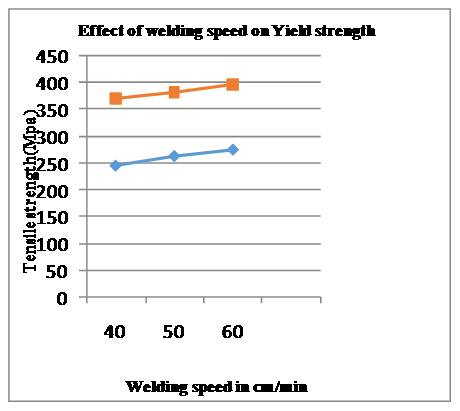
Figure 8. Tensile strength Vs Welding speed
Table 6 and Figures 9, 10 show the effect of welding current on mechanical properties of work piece. Maintaining other parameters constant, increase of welding current results in decrease in hardness, yield strength, ultimate tensile strength.
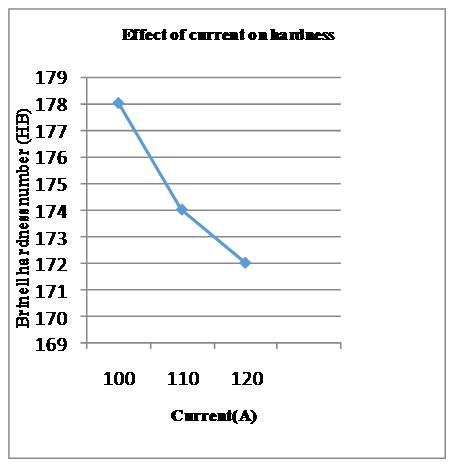
Figure 9. Brinell micro hardness Vs Current
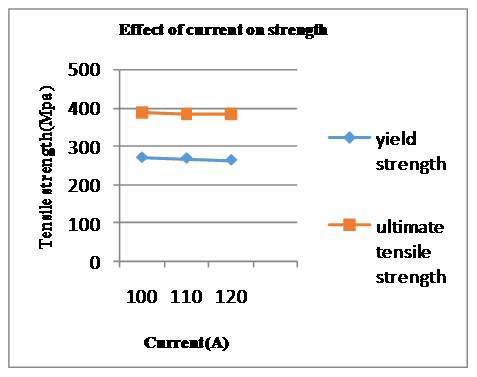
Figure 10. Tensile Strength Vs Current
Table 6 and Figures 11, 12 show the effect of electrode diameter on mechanical properties of work piece. Maintaining other parameters constant, increase of electrode diameter results in increase in hardness, yield strength, ultimate tensile strength.
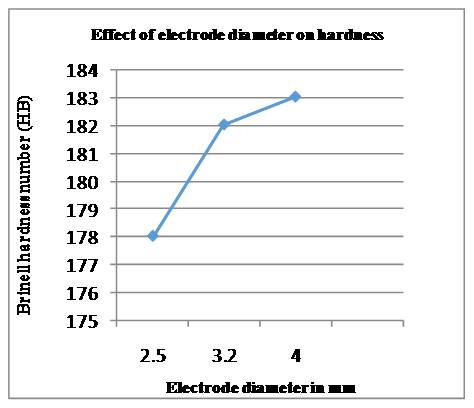
Figure 11. Brinell micro hardness Vs Electrode diameter
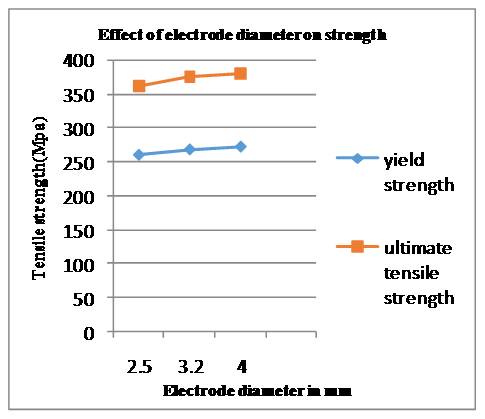
Figure 12. Tensile strength Vs Electrode diameter
Table 6 and Figures 13, 14 show the varied and ultimate tensile strength and hardness of workpiece weld under different process conditions. From the results, hardness and tensile strength are good at work piece C process conditions.
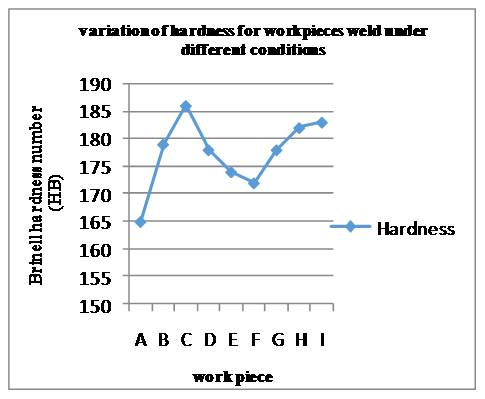
Figure 13. Brinell micro hardness Vs Specimens
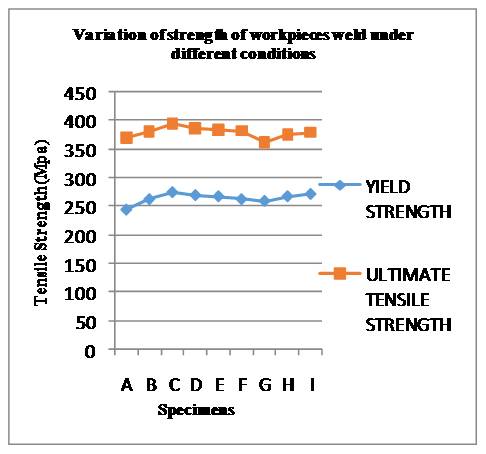
Figure 14. Tensile strength Vs Specimens
These parameters are related to cause the change in metallurgical structure of the weldment during welding solidification and chance of formation of different welding defects. Welding input is increased if there is increase in welding current or reduction in welding speed. Grain growth in weld microstructure increases if increase in the input energy, grain growth in weld microstructure increases and reduction in grain boundaries in background. The reduction of grain boundaries reduces the movement of dislocations which result in formation of line defects in the structure. Thereby there is reduction in hardness and strength of the weld metal.
The higher hardness values may be due to martensite formation during welding. From Table 5, it is understood that the hardness values of the weld metal is more than the parent material hardness. It is due to grain refinement taking place in the Fusion Zone (FZ) during welding because of Martensite. On the other hand, very high welding current or very low welding speed can increase the chance of defects formation such as burn through in weld which effect on Mechanical properties and quality of weld metal badly.
The following conclusions are derived from the experimental investigations:
As current increased the tensile strength and hardness of weld metal decreased. With increase in welding speed, the Brinell hardness and tensile strength are increased. The electrode diameter increases tensile strength and hardness are increased. Among all the combination of process parameters of the specimens, the opted process parameters for increased tensile strength and hardness is specimen 'C' i.e., current at 110 A, electrode diameter at 3.2 mm and welding speed at 50 cm/min.During radiographic test , the following points are observed. The lack of fusion is observed at beginning and at end of welds. The lack of fusion is observed when the weld speed is varying.
The present work is limited to comparison of static properties only, however the dynamic properties like creep & fatigue also may be considered for complete evaluation of weldments. The study can be extended by considering other parameters like Arc time, Weld angle & Welding types.