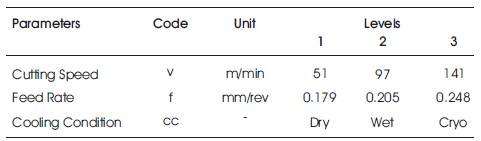
Table 1. Process parameters and their levels
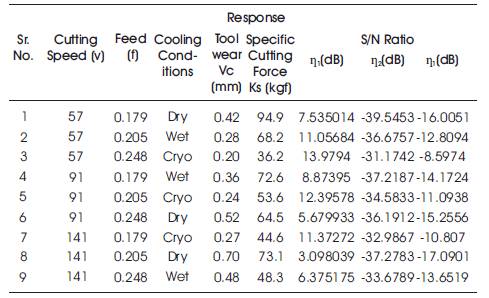
Table 2. L9OA, responses and the computed values of S/N ratio
A high power rigid lathe (Kirloskar) was used to perform the machining operations. Uncoated tungsten carbide inserts were used to machine the AISI 4340 steel with tool geometry as follows- rake angle: 15° (positive); clearance angle: 7°; major edge cutting angle: 91°; cutting edge inclination angle: 0° and nose radius: 0.4 mm. The AISI 4340 steel work material having initial diameter 58 mm and length 200 mm was used for turning. The chemical composition of the material is 0.36% C, 0.10% Si, 0.45% Mn, 0.040% S, 0.035% P, 1.00% Cr, 0.20% Mo and 1.30% Ni. It is used for components such as gears, shafts, studs and bolts. The steel is supplied in hardness range of 248- 302 HB. In general, tool wear is the function of length and time. Therefore, maximum wear values of the tools were measured at fixed machining time, i.e. after 2 minutes of machining. After experimentation, a tool room microscope and piezo-electric three component dynamometer setup was used to measure the Vc and main cutting force (Fc ). The specific cutting force (Ks ) is calculated from the following equations:

Where, d is the depth of cut, Fc is cutting force measure from dynamometer and f is the feed rate from process parameters. The measured values of Vc and Ks are shown in Table 2.
2.1 Dry, Wet and Cryogenic machining:
In dry machining (Figure 1), the experiments were performed without use of any coolant. In wet machining, an oil based conventional coolant (mixing ratio of 1:20) is used which is supplied by the nozzle at rake face and principal flank surface of the tool. In cryogenic machining, external cooling method is used having a pipe with an internal diameter of 1.5 mm. The cryogenic cooling setup is shown in Figure 2. The flow of liquid nitrogen from the nozzle was targeted at the rake face along with the main cutting edge of the tool. The flow was controlled using flow meter. To avoid the possibility of excessive cooling, liquid nitrogen was used in the jet form flowing from a nozzle at a predetermined rate of flow of 0.36 lit/min.

Figure 1. Turning at lathe

Figure 2. Coolants Used
3. Analysis of Data, Results and Discussions
3.1 ANOVA & S/N ratio analysis
In the present study, the multiple performance characteristics, namely, Vc and K s, are to be minimized and hence “lower the better type” quality characteristic has been selected for each of the responses. Signal to noise (S/N) is employed to interpret a response or quality characteristics and the largest S/N ratio is required. Equation (2) shows to calculate the S/N ratio.

Where, Y is the value of Vc as shown in Figure 3 and Ks obtained from measurements. In the utility concept [19], the multi-response S/N ratio for each trial in an orthogonal array is:
Where w1 and w2 are the weighting factors associated to the S/N ratio of each of the responses Vc and Ks , respectively. In this present work, weighting factor of 0.5 for each of the responses is examined, which gives equal priorities to both Vc and Ks for simultaneous minimization. The computed values of S/N ratio for each response and the multiresponse S/N ratio  for each trial in the orthogonal array are shown in Table 2.
for each trial in the orthogonal array are shown in Table 2.
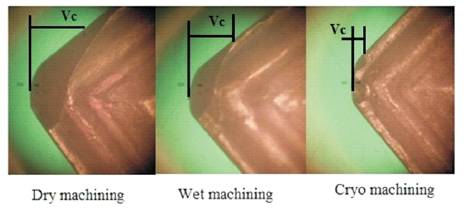
Figure 3. Tool Wear at 5x zoom
The two-factor interaction effects of process parameters on multi-response S/N ratio are analyzed to check the relative importance of the parameters on the machinability aspects. Figures 4 and 5 show the interaction effects due to cooling conditions with respect to cutting speed and feed rate. It can be observed that machinability is highly sensitive and affected with the change in cooling conditions at any cutting speed and feed rate
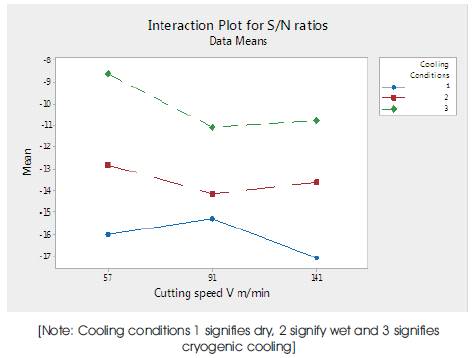
Figure 4. Interaction effect plot of cooling conditions and cutting speed
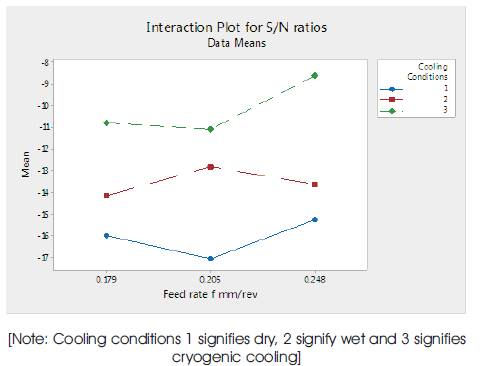
Figure 5. Interaction effect plot of cooling conditions and feed rate
Figure 6 illustrates the interaction effect due to change in cutting speed and feed rate. Although, when the cutting speed is low (57 m/min), the result of feed rate from 0.179 to 0.248 mm/rev is imperceptible. Likewise, small interaction effect occurs when the cutting speed is high (141 m/min), with increase in feed rate from 0.205 to 0.248 mm/rev. Further, it also observed that the machinability is highly sensitive to change in cutting speed for every value of feed rate studied.
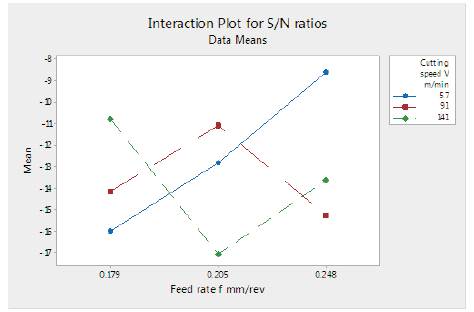
Figure 6. Interaction effect plot of cutting speed and feed rate
From the above discussion, it is clear that the actual degree of two-factor interaction of the process parameters on machinability depends on the levels of cutting speed, feed rate and cooling conditions. Hence, analysis of means (ANOM) is carried out to determine the optimal combination of process parameters and ANOVA is performed to determine the percentage contribution of each parameter on multi-response S/N ratio [20-21]. The result of ANOM is represented in the response plot as shown in Figure 7. The level of a parameter with the highest S/N ratio is the optimal level. Thus, the optimal process parameter setting for the present study is v1 , f3 and cryogenic cooling conditions. Hence, the best combination values for simultaneously minimizing tool wear and specific cutting force are:
- Cutting Speed 57 m/min
- Feed Rate 0.248 mm/rev
- Cooling Conditions i.e. cryogenics
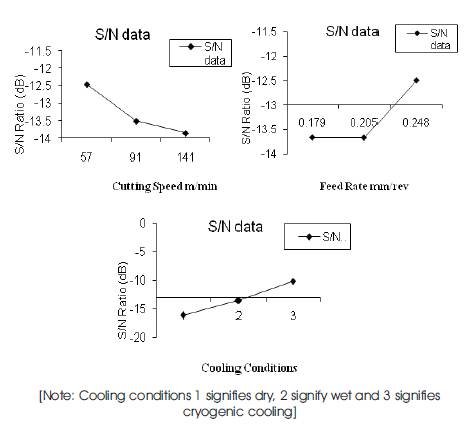
Figure 7. Factor response plot for multiple performance characteristics
Result of ANOVA on multi-performance characteristics are shown in Table 3. From ANOVA table, the cooling condition has maximum contribution (89.33%) in optimizing the multiple performance characteristics followed by cutting speed (5.25%) and feed rate (4.50%). However, the feed rate has the least effect (0.62%) in controlling the multiresponse. Further, it is also observed that ANOVA has resulted in 0.98% of error contribution, clearly indicating that the interaction effects of process parameters are negligible for simultaneously minimizing tool wear and specific cutting force.
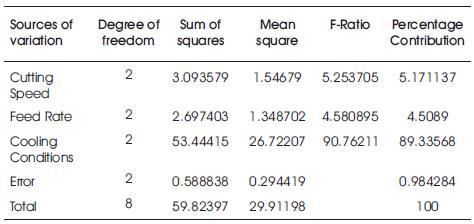
Table 3. Summary of ANOVA for multi-performance characteristics
3.2 Confirmation tests
After selecting the optimal level of process parameters, the final step is to predict and verify the multiple performance characteristics. The predicted optimum value of S/N ratio  is [20]:
is [20]:
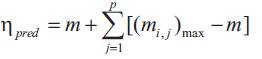
where  is the signal to noise ratio of optimum level i of factor j, m is the overall mean of S/N ratio and p is the number of main design parameter that affect the machining characteristics.
is the signal to noise ratio of optimum level i of factor j, m is the overall mean of S/N ratio and p is the number of main design parameter that affect the machining characteristics.
The confidence interval (CI) of  for the optimum process parameter level combination at 95% level is evaluated to validate the closeness of the observed value of S/N ratio
for the optimum process parameter level combination at 95% level is evaluated to validate the closeness of the observed value of S/N ratio  with that of the predicted value
with that of the predicted value  . The CI is given by [21]:
. The CI is given by [21]:
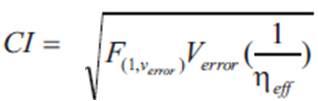
where F(1,Ve) is the F value from the F table from any statistical book at 95% confidence level (5.32 tabulated) , Ve is error of variance (0.294419), where N = Total no of experiments, v = degree of freedoms of p factors (0.55555).
If the prediction error i.e.  within the CI value, then the optimum factor level combination and additive model for the factor effects in this experiment are valid. Here, the optimum combinations for the above process parameters were set. From the result of conformity test (Table 4), it can be observed that the calculated value of the prediction error is within the confidence limit. This indicates that the additive models are adequate and validated
within the CI value, then the optimum factor level combination and additive model for the factor effects in this experiment are valid. Here, the optimum combinations for the above process parameters were set. From the result of conformity test (Table 4), it can be observed that the calculated value of the prediction error is within the confidence limit. This indicates that the additive models are adequate and validated
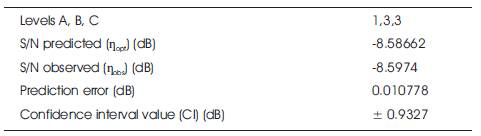
Table 4. Results of the confirmatory test
3.3 Discussion
From the given Taguchi optimization results, it is observed that low temperature cooling effect i.e. cryogenic cooling is required for minimizing both tool wear and specific cutting force. This can be explained that, the cutting temperature increased with an increase in the cutting speed and feed rate. The increase in temperature negatively affects the tool properties (hardness and wear resistance) and dimensional accuracy of the part to be machined. The tool wear and specific cutting force decreases in cryogenic cooling due to the low temperature effect of cryogenic fluid, which was directly applied to the rake and principal flank surface. Hence, there’s reduction of cutting temperature and provides low friction between the newly generated work piece and tool surface, and therefore there’s low wear rate of tool at machine zone due to minimization of abrasion and attrition mechanism. Also, the lower cutting forces produce minimal vibrations in machining. Thus lower surface roughness is obtained on the machined part during cryogenic machining.
Conclusion
In the present study, Taguchi parametric approach and the utility concept, a multi-response optimization method has been led to determine the optimal process parameters for simultaneously minimizing the tool wear and specific cutting force during machining of AISI 4340 steel with uncoated tungsten carbide insert. The optimum cooling conditions and the most appropriate cutting speed and feed rate were determined using ANOM and the relative significance of the parameters was identified through ANOVA. The following conclusions are drawn from the present investigations:
- The ANOM on multi-response S/N ratio indicates that cryogenic is the optimum cooling condition, cutting speed of 57 m/min and a feed rate of 0.248 mm/rev is necessary to simultaneously minimize tool wear and specific cutting force.
- The ANOVA illustrates that cooling condition is the most significant parameter followed by feed rate and cutting speed in optimizing the machinability characteristics i.e. Vc and Ks .
- The ANOVA also reveals that the error contribution is 0.40%, which clearly indicates absence of the interaction effects of process parameters on optimization of multiple performance characteristics
- Mathematical models for Vc and Ra are statistically significant as the P-value is less than 0.05 at 95% significance level. Both the models presented high determination coefficients (R2 ) explaining 89.76% and 91.90% variability for Vc and Ra . It shows high significance of the model developed
- The validation experiment confirmed that the additive model is adequate for determining the optimum quality characteristics at 95% confidence interval.
Acknowledgment
The authors gratefully acknowledge the help and laboratory facilities extended to them by G.N.D.E.C. Ludhiana and NIT, Hamirpur.