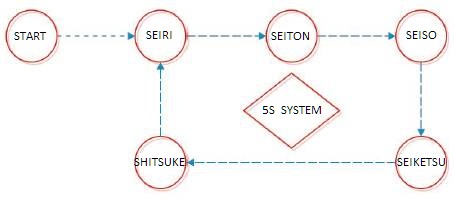
Figure 1. The 5S System
The 5S method is a key component of the lean. The lean manufacturing process is a proven approach to more efficient workspaces adopted by leading manufacturers worldwide. The concept of lean is more value for less work. The objective of this work was to use 5S methodology to manage, and improve the working conditions of fastener production area in a fastener company. This directly results in improvement of process performance. To accomplish the goal, the authors focused on the implementation of 5S method as one of the lean tool. In order to develop a better organization of the workspace, and its utilization, the authors have focused on finding the weakest point of the system through which the overall efficiency of the system will be affected. A study was carried out in the case company to calculate its efficiency using 5S methodology, and to find out the weakest point on production area. Thus, the results after applying the proposed methodology estimates the production system efficiency as 75.64%.
Today's manufacturing, and business environment have reached a point where competition for survival, and market share is a compulsion. Every single organization is looking for one single outcome, that is profit. Profit is not a single concept, as it depends on many important implications such as process excellence, resources management, orientation to goals, financial soundness, innovation to stay ahead of competition and timely deployment of strategies for delivering high quality product through continuous improvement. Lean manufacturing is the hymn of survival, and success of any organization through minimizing the wastage of resources, and energy use during manufacturing. Lean thinking would be one potential approach for improving organization performance [1]. Lean is an approach in utilizing the capital, material, and human resource to manufacture just what is needed and when it is needed. The lean enterprise is an approach with these four main goals to improve quality, eliminate waste, reduce lead time, and reduce total costs with an overriding principle safety first.
Lean is not only tools and techniques, but it should be viewed as a philosophy. It is a 'way of thinking', and not a mechanism to action these thoughts [2]. Lean manufacturing is one of the most powerful manufacturing control systems in the current trend. In present competitive and challenging market, industries need to improve their strength and must concentrate on to their process flows. Lean manufacturing is the solution to improve their quality and increasing profit for manufacturing over the international market. Lean manufacturing provide varieties of tools and strategies which can help in identification of waste, reduction or elimination of waste, environmental pollution control, manufacturing product with better quality, lowering the product cost, reduce human effort and reducing product manufacturing time [3].
5S is a key component of lean manufacturing. The 5S method begins each programme of improvement. It is a tool for the analysing the processes running on the workplace. It results in the effective organization of the workplace, reduction of work, elimination of losses, improvement of quality, and safety of work [4]. 5S is a workplace organization technique. It is a way to involve associates in the ownership of their work-space. The 5S is a lean tool which consist of "SEIRI, SEITON, SEISO, SEIKETSU, and SHITSUKE" (Figure 1) taken from Japanese language which plans to reduce hidden waste from the Plant, improve quality and safety, reduce lead time, and increase profit. The 5S implementation requires commitment from both the top management and everyone in the organization. The 5S practice requires significant investment in time, and if properly implemented it has a huge impact on organizational performance [5].
Lean focuses on the continuous elimination of non-value added activities and waste in a manufacturing process. There are seven primary forms of waste which lean identifies: overproduction, inventory, motion, waiting, transportation, over processing and the defects.
J. Michalska et al. (2007), stated that introducing the 5S rules brings great changes in the company for example process improvement by cost reduction, increasing of effectiveness and efficiency in the processes, maintenance and improvement of the machines efficiency, safety increasing and reduction of the industry pollution, and proceeding according to decisions.
Jose H. Ablanedo-Rosas et al. (2009), presented results of an empirical study applied to some Mexican organizations with the aim of understanding their implementation experience, empirical relationships, and ongoing challenges associated with the 5S practice.
Ameya Chitre (2010), worked on implementation of 5S methodology in the quality assurance lab of a flexible packaging converter.5S is a Japanese methodology; and provides a basic foundation for any organization's lean initiative for continuous improvement.
Chauhan et al. (2010) shows the problem to sustain in global market for any organization. Lean manufacturing is hymn of survival and success of any organization. The goal of lean manufacturing is to minimize all type of waste so cost of the product can be reduced.
Hudli and Imandar (2010), focused on implementation of lean on small manufacturing of all 4-wheel drive vehicles, through implementation of basic lean tool. The small manufacturer rapidly increased output and reduced quality defects by 80%.
S. B. Khedkar et al. (2012), worked on implementation of 5s on S.P. Plastic Moulding Industry. They describe that the 5S is a tool for cleaning, sorting, organizing, and providing the necessary groundwork for workplace improvement and also describe the advantage and benefits of 5S implementation.
Prashant Koli (2012), presented the methodology for calculation of each s in 5s system. In this paper, the 5S system is used for ensuring order in discipline in the companies. After doing improvement, efficiency of the system increases from 73% to 88%.
Septika Rosiana Dewi et al. (2013), worked on implementation of 5S methodology on forming department to eliminate or reduce non-value added activity and improve the changeover time so as to meet production target completion.
Laura Macchion et al. (2013), explore the applicability of the lean thinking principle within civil engineering to identify the main wastes in the field of civil engineering, in particular in linear infrastructures. They suggested that the lean principles and techniques are suitable and eliminates waste to realize cheaper infrastructures of higher quality.
Balwinder Singh Sindhu et al. (2013), worked on study, and implementation 5S methodology in small scale industry. In this they gain real changes after implementation of 5S with the help of PDCA cycle. It gives the roadmap to implement the 5S.
P. M. Rojasra et al. (2013), worked on implementation of 5S methodology in Krishna plastic company, Gujarat. Ten week study was carried out in the case company. After implementation of the 5S methodology, the production system efficiency improved from 67% to 88.8% in the successive week.
The 5S system is one of several popular, and a simple to follow management tool, designed to improve workplace efficiency through facility organization. 5S is a lean methodology system of process improvement that is adopted to reduce waste, clean workplace, and improve labour productivity. 5S is the name of a workplace organization method that uses a list of five Japanese words starting with the letter "s." They are Seiri, Seiton, Seiso, Seiketsu and Shitsuke. The 5S system, as described in the 5S flowchart (Figure 1), is comprised of five steps. Each step plays an integral role in helping facilities to successfully implement and sustain the 5S system.
This project report has its focus on lean manufacturing practices in the case company. In this study, we focused on rating of 5S systems, which makes us understand the improvement criteria for particular s region. Here we give total rating of 25 score which is divided into five equal parts for each S. A highest mark of 5 is given. After that, a graph is made which will make us to understand the efficiency and ability to do better improvement. In this paper, the questionnaire – based survey methodology is applied to meet the set objective of the project work. The details and calculation of each S is given below.
Figure 1. The 5S System
Seiri is the first S in the 5S system, which means that going through the workplace, and making sure that the essential items are present. Seiri basically deals with the availability of material and process of product manufacturing. For calculation of Seiri rating, 5 standard regions for Seiri arrangement are allotted, and decided that the sub system should achieve minimum 3 marks out of 5. If the system gets less than 3 marks then the arrangement should be done again because it means that, it has very poor condition of analysis. Following are the Seiri rating criterion:
Give one mark, if material is completely available, or give zero mark, if material is not completely available.
If there are total N item which contain M item as defective, then the,

It is an important aspect for the arrangement of materials and tools, because without the comfort of operator, the best process arrangement also has zero value. Give one mark, if operating condition is under control and give zero mark, if operating condition is not under condition.
Relative information is about working condition, process guidelines, tools information, material information etc. Give one mark for complete information, and give zero mark for partial information.
It is also an important aspect for Seiri rating. Let a total X number of waste are listed, but only Y were eliminated, then,

Now add all five criteria marks and get total rating of Seiri out of five. If the system gets less than three marks then do the arrangement again, because it means that the system has a very poor condition.
Once "Sort" is complete, the 5S team leaders can begin to move forward to a more comprehensive system of organization, known as "set in order." This step is dedicated to help find permanent storage locations for every item, and visually identify their location. Seiton basically deals with the proper arrangement of equipment and tools on the shop floor. Seiton focuses on setting the workplace in order to focus on efficiency. Following are the Seiton rating criterion:
Let, there be A numbers of tools in proper sequence, and B number of tools which are not in proper sequence, then

This criterion basically deals with providing of raw material, and accessories for the particular operation. Let D be the lack of material, and C be the total material required, then

This criterion shows the consistency, if the system is about providing service for proper fulfilment of tooling requirement. Let P be the number of irregular process, and Q be the total number of process, then

The aim of this is ‘every time perfect arrangement’. Let U be the failed arrangements, and V be the total number of arrangement, then


Now add all five criteria marks, and get total rating of Seiton system. This rate should have minimum value of three points; if not, then system will set again or need analysis again.
This is just what it says: keeping the workplace clean as well as neat. In order to realize effective tasks, it is vital to create a clean and regular working and living environment. This is because dust, dirt and wastes are the source of untidiness, indiscipline, inefficiency, faulty production, and work accidents. This process indicates the "reformation of the work place". Following are the Seiton system criterion:
If the machine is clean, then give one mark and if not, then give zero mark.
If the path of process is clean, then give one mark, and if not then give zero mark.
It includes the ergonomics of the worker like proper source of light and ventilation, which makes the worker be continuously fresh, and energetic, and make him stay away from errors during operation. Let J be total aspect of favourable condition, and I be the number of failed arrangement.

Let E be the total number of cleaning required, and F be the cleaning not done, say irregularity. So,

Let K be the total number of accident chances, and L be the total number of accidents occured. Then safety rate will be,
After adding all the above five criterion, the rate of Sieso system can be recorded. This rate should have minimum value of 3 points, if not then system will set again or need analysis again.
This is the step where previously implemented steps become more permanent fixtures in the workplace. It also helps create uniformity in the workplace, and seamlessly integrates 5S duties into work area of personnel and management daily routines. It should be communicative, and easy to understand. This rating will be found by calculating the average of previous three S, because standard of any system will rise and fall by mean rate depending factors.

The final step in 5S implementation is dedicated to sustaining the system for ever. This means each previous step must now become embedded into a facility's daily operations, so the system can be sustained permanently.
Shiketsu rating will be depending on the previous four S because without that the regularity will not be maintained. Therefore Shitsuke rate will be average of previous four S ratings.

After the calculation of this rating of 5S, progress efficiency is calculated. The overall efficiency of 5S system for the allowed period will be the average of the exacting efficiencies. Also we will make a graph which will show the real condition of the system and we can find the improvement required area.

The industry considered for case study is a fastener company. The fastener industry is a Flagship Company of the US $6 billion TVS Group, headquartered in India. It is a manufacturer of automotive and engineering components. The product range consists of high tensile fasteners, powder metal components, cold extruded parts, hot forged components, radiator caps, automotive pumps, gear shifters, gears and couplings, hubs and shafts, tappets and iron powder. Over the years, the company has acquired cutting-edge technological competencies in forging, metal forming, close tolerance machining, heat treatment, surface finishing and assembly. At the Fasteners company, the growth is a natural outcome of total adherence to three core operating principles: Customer Orientation, Total Quality, and Ethical Business Practices. Environmental policy of case industry is:
1) Aim for Zero Pollution
2) Continually improve methods and processes towards Zero Pollution and pursue waste minimization by recycling and reuse.
3) Spread the culture of environmental protection across the unit.
Initially the general information of company is accessed from the website of the company. Afterwards the detailed information is obtained from plant visit with the help of questionnaire filled by the management. After that, we have made a process flow diagram of bolt manufacturing process for easy understanding of the manufacturing process. The overall process flow chart for Mild Steel Bolt manufacturing process is shown in Figure2:
Seiri, Seiton, Seiso, Seiketsu and Shiketsu in the 5S system are implemented in case organization step by step, and performance is measured and their values are shown in Tables 1, 2, 3, 4 and 5. Table 6 shows the efficiency of the 5S system.
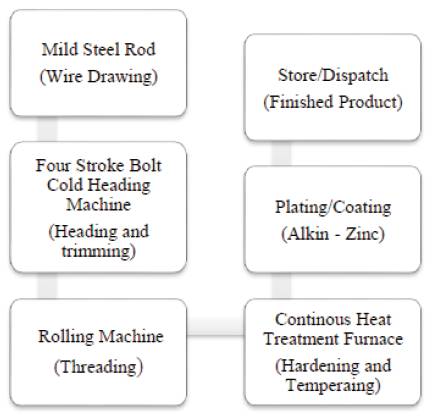
Figure 2: Process flow chart for bolt manufacturing process
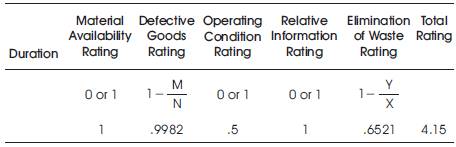
Table 1. Seiri Rating
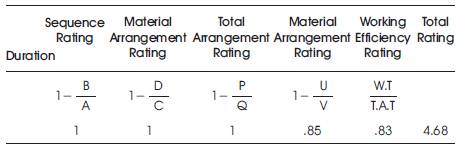
Table 2. Seiton Rating
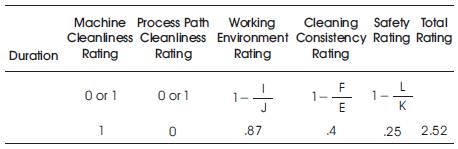
Table 3. Seiso Rating

Table 4. Seiketsu Rating

Table 5. Shitsuke Rating
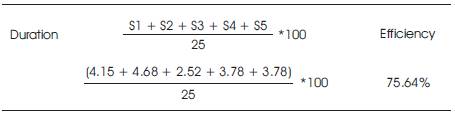
Table 6. Efficiency of 5S system
Graphs play an important role in the modelling, and understanding of complex natural systems. To represent the data, graphs give a visual representation of progress or regress. In the graph, Horizontal line contains the 5S components and vertical line contains rating from 0 to 5.
The values for the graph are shown in Table 7. Figure 3 shows the graphical representation of S5 rating system.
In this graph the weakest point of the system are easily identified. Like wise, here we can see that the curve is little bit bend or low at Seiso system, which affects the reading of the Seiketsu and Shitsuke system, and because of that the overall efficiency is affected. After getting this rating graph, we can focus on improvement of the weakest point, and make higher efficiency of the 5S system. In this case study, the calculated efficiency of 5S system is 75.64%.

Table 7. Graphical Representation of 5S Rating System
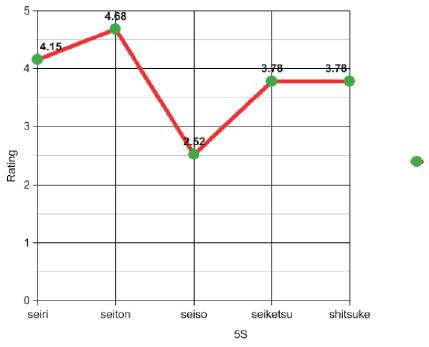
Figure 3. Graphical Representation of 5S Rating System
The present paper demonstrates the study of 5S, a key component of lean manufacturing technique in a small scale enterprises. Using of 5S lean tools lead to increased efficiency in the workplace. The application of the 5S concept, and lean tool within other departments in the industry provides additional cost saving and a better organization throughout the manufacturing process by eliminating the non value-added activity (waste). The calculation of 5S helps us to get real situation of the implemented 5S system and to judge its level of acceptance. This calculation is much easier than other processes, and can be easily applicable to any manufacturing area by understanding the process and its difficulties which cause the defective work and poor quality of product during production. After this, by comparing the previous rating Tables (1-5), the Seiso sub-system achieves less than 3 points out of 5, which means the system has inconsistency in cleaning. The reason for inconsistency in cleaning lacks involvement of top management in 5S activity. For improvement of weakest point in this case study, an arrangement is done again for Seiso system, or an analysis is needed again. By a regular follow-up of accurate instruction, we can maintain the whole 5S system condition at its peak level, which may help for better production, and to stay away from accident. (1) Removing all lean faults through the service of cleaning, (2) Providing the execution of visual control, (3) Providing the performance of protective activities, (4) Granting the responsibility of the machine to the operator. (5) Formation of a well-organized business. After implementing 5S methodology in case study, we can say that the appropriate installation and maintenance activities for benefit of the system, makes it possible to save space in the production hall, in the warehouse and in other departments so that the potential of the company surface may be fully used without being expanded. Adequate training and motivating employees through incentive schemes will result in company employees' considerable commitment, which leads directly to the company's success in the market.