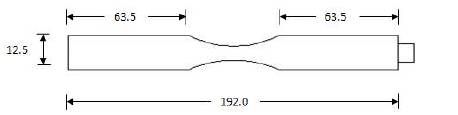
Figure 1. Dimensions of Fatigue Test Specimen (in mm)
Hardening is one of the heat treatment process, which is done for improving some desirable mechanical properties of carbon steel. Medium carbon steel is used as various structural parts in industries. Among those, chain conveyor pin, etc are required hardening to increase the surface hardness and to resist wear. But due to hardening some other mechanical properties are being changed. In this present experimental work, changes of mechanical properties like UTS, impact strength, and fatigue strength of medium carbon steel due to hardening have been studied. Hardness of specimen has been changed by water quenching and oil quenching. Subsequently micro structural study under SEM has been carried out for fatigue failed surface. Significant changes have been observed in both mechanical strength level and micro structural level.
Hardness is an important mechanical property of the machinery components. Higher hardness material has higher wear and abrasion resistance. Hardening is one of the heat treatment process which increases the hardness of carbon steel. It is the process of heating of steel up to critical temperature (austenising temperature), holding at this temperature for considerable period and then cooling the steel at the rate faster than critical cooling rate (i.e. quenching) [1]. By the way, though this hardening process increases the hardness but it affects the other mechanical properties, like fatigue strength (or fatigue life), impact strength, ultimate tensile strength (UTS) etc.
Fatigue failure occurs when the component is subjected to fluctuating or variable stresses, even below the yield point. It is generally observed that these failures are progressive in nature and occur only after considerable period of service [2]. It is particularly insidious because, it occurs without any warning. Fatigue strength can be defined as the maximum stress a material can endure for a given number of stress cycle without breaking.
Kabir and Bulpett, [3] have studied fatigue resistance of high strength alloy steel (18CrNi8) with different heat treatment conditions and found that the gas carburising heat treatment process can produce the highest fatigue strength as compared to carbonitriding and Low Pressure Carburising (LPC) processes. Kanchanmoi and Limtakarn [4] found that the fatigue resistance of carbonitrided AISI 1015 steel was higher than that of plain AISI 1015 steel due to the presence of compressive residual stress in case layer. Subsurface cracks initiated at the case-core interface. The fatigue life of Alloy10 (a high strength nickel-base alloy) increases when the temperature of the quenching medium (solution temperature) decreases as reported by John et al. [5]. The improvement of fatigue life at lower solution temperature was most likely produced by finer grain sizes at this temperature.
In a metallographic study of fatigue failed coal mill drag chain pin (En-19), Sapate and Didolkar [6] reported that due to non uniformity in hardening process, fatigue strength of the material decreases. According to Yang and Saxena [7] for quenched and tempered steels, the fatigue damage accumulates at discontinuities at a more rapid rate than in the remaining regions of the specimen, leading to crack initiation and growth emanating primarily from the discontinuities.
In a study, Maenosono and Ishibashi [8] found that though nitriding increases the hardness of steel but it decreases the impact fatigue life, which is closely related to impact strength. In another study, Daramola et al. [9] observed that UTS of medium carbon steel increases slightly when it is heat treated (i.e. tempered after quenching). Qamar [10] mentioned that through high temperature tempering process, the impact strength of hardened tool steel can be increased.
It was observed from the above literature, the effect of hardening on fatigue life and impact strength has not been studied simultaneously. Since the medium carbon steel is used as industrial chain conveyor pin and that is subjected to both fatigue load and impact load and also hardness plays an important role to resist the wear, so in this present investigation the effect of hardening on fatigue life and impact strength of medium carbon steel has been studied.
In view of the aforesaid literature survey, the objectives of the present work are (i) study of effect of hardening on fatigue life, UTS and impact strength, (ii) micro-structural analysis of the fatigue failed surface.
Thirty numbers of specimen Figure 1 were prepared with medium carbon steel using centre lathe with utmost care in order to avoid overheating. The specimens were then polished with emery paper to get better surface finish. The specimens were taken from the same rod, as it is essential that they should possess the same properties.
Figure 1. Dimensions of Fatigue Test Specimen (in mm)
Out of the thirty specimen, twenty specimen were subjected to hardening and remaining ten were kept plain. Heat treatment has been done by heating the specimen up to 1100OC and holding at that temperature for 30 minutes and subsequently quenching to room temperature (30OC) under different quenching medium (water, oil). After the hardening process was over, the hardness of all specimens (both plain and hardened) were measured by Rockwell's hardness tester.
After this, all the specimen were subjected to fatigue test by applying reverse bending stress at 3000 rpm using Duplex testing machine (make-W & T AVERY Machinery Ltd., Brimingham, England, shown in Figure 2). The value of maximum bending stress for all specimen was kept constant by varying the weight on pan according to minimum (neck) diameter of the specimen. The fatigue lives of different test specimen were recorded. It may be noted here that the fatigue strength are alternately expressed as the time duration of survival, since the maximum bending stress of the specimen and RPM of the machine have been kept constant.

Figure 2. Fatigue Testing Machine
After the fatigue failed, the entire specimen became two pieces. Out of all those, three pieces were taken for impact test and another three pieces were taken for tensile test. For all these tests, specimen were cut and prepared accordingly. The (halves) pieces which were attached with weight pan, were chosen for such test (because those portion were least affected by reversal bending stress comparing to remaining halves). The impact has been done by IZOD impact tester. The tensile tests have been done by universal testing machine (INSTRON, as shown in Figure 3). The observations made during these tests are presented in Table 1.

Figure 3. Universal Testing Machine (INSTRON)
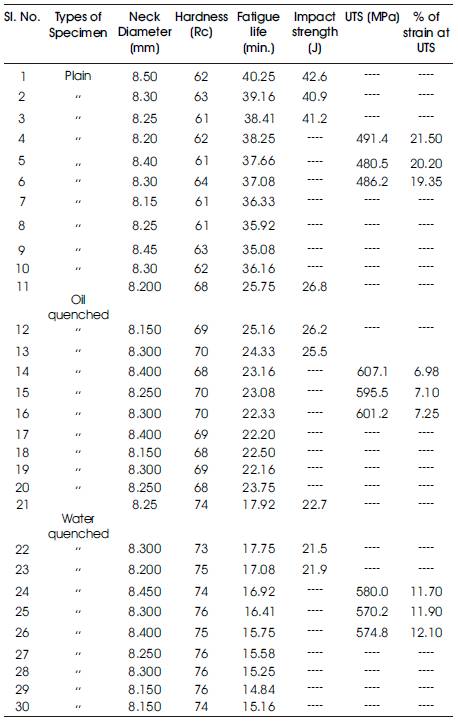
Table 1. Test Results
After the fatigue tests were over, three numbers of specimen were prepared to study the micro structure. One specimen of each type (i.e. water quenched, oil quenched and plain) was taken and cut (for ease of mounting under Scanning Electron Microscope, SEM) keeping the fatigue failed surface of the specimen unpolished.
It is observed from Figure 4, that the average fatigue life of the specimen decreases with the increase in hardness (by through hardening process). Water quenched specimen is hardest but has least fatigue life, and oil quenched specimen has medium hardness and medium fatigue life compared to plain specimen. Because of heat hardening, the surface of the specimen becomes hard and brittle and the hardened specimens were not tempered as a result of which the resistance to fatigue life decreases. Another reason may be, due to lesser chance of anelastic deformation (or smaller size of elastic zone) in front of crack tip because of brittleness of the material and with less energy crack propagates rapidly decreasing the fatigue life.
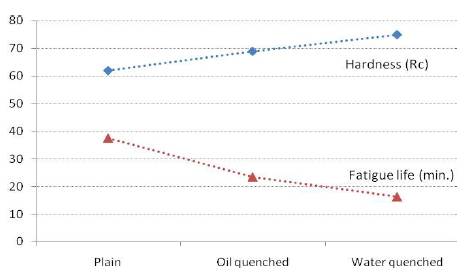
Figure 4. Comparison of Mean Hardness with Mean Fatigue Lives for Different Types of Specimens
Further, residual stress induced in the surface of the specimen due to hardening may be tensile in nature and during the operation, with additional bending stress, the total stress value become high and fatigue life of the specimen decreases.
From the Figure 5, it is observed that due to hardening, the impact strength of the specimen decreases. Also it is marked that among the hardening specimen the water quenched has lower impact strength than oil quenched specimen. It can say that due to hardening, when hardness increases the impact strength of medium carbon steel decreases. This is due to the presence of continuous networks of hard and brittle primary carbides in a pearlitic matrix. The impact resistance can be improved by appropriate heat treatment to produce discontinuous carbide networks [11].
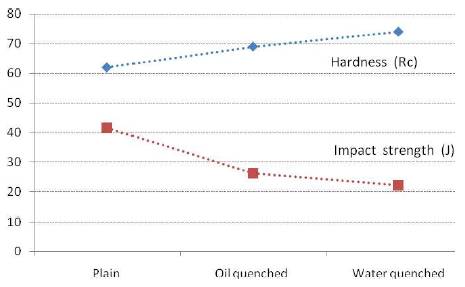
Figure 5. Comparison of Mean Hardness with Mean Impact Strength for Different type's Specimen
The ultimate Tensile Strength (UTS) of the medium carbon steel increases when it is hardened. This may be result of strong second phase structure formed during hardening process, which are consists of martensite. From the Figure 6, it is observed that, oil quenched specimen has maximum UTS as compare to others. However, the ductility of the material decreases as it is observed that the strain % at the UTS is lower in case of hardened.
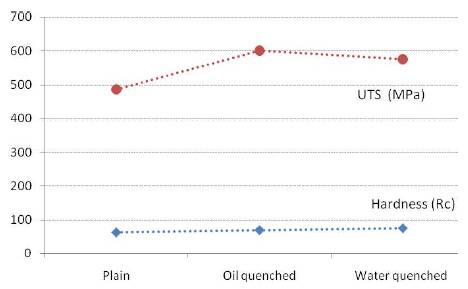
Figure 6. Comparison of Mean Hardness with Mean UTS for Different type's Specimen
After fatigue tests were over, microstructure of the fatigue failed surface for three different cases (plain, water quenched and oil quenched) have been studied through SEM. SEM photographs were taken at the fatigue failed surface for different types of the specimen such as plain, water quenched and oil quenched. It is observed from the photographs (as shown in Figures 7, 8 & 9) that the modes of failure are different from each other. The striations (i.e. movement of crack/surface to surface separation during one stress cycle) are more prominent and most clearly visible in case of plain specimen. In case of water quenched specimen the striations are not seen, whereas for oil quenched specimen no striation is observed rather the failure seems to be started mainly in the grain boundary zone.
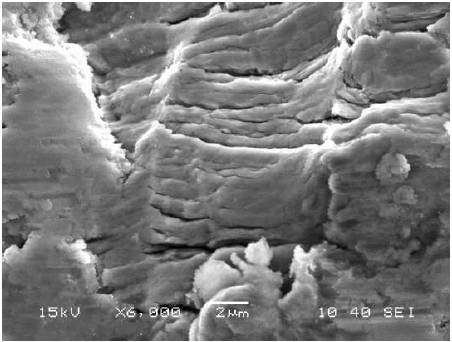
Figure 7. Microstructure of Fatigue Failed Surface (Plain Specimen)
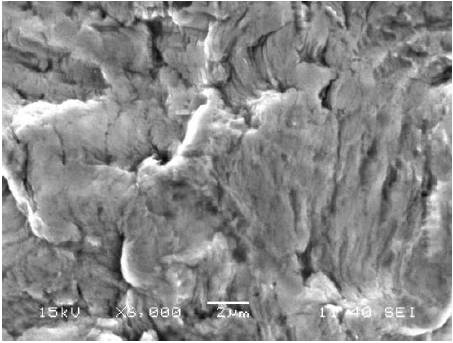
Figure 8. Microstructure of Fatigue Failed Surface (Water Quenched)
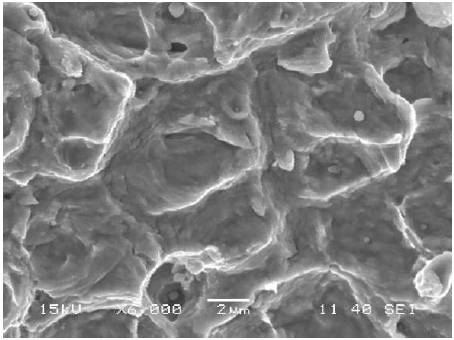
Figure 9. Microstructure of Fatigue Failed Surface (Oil Quenched)
The following conclusions are obtained from the present study.