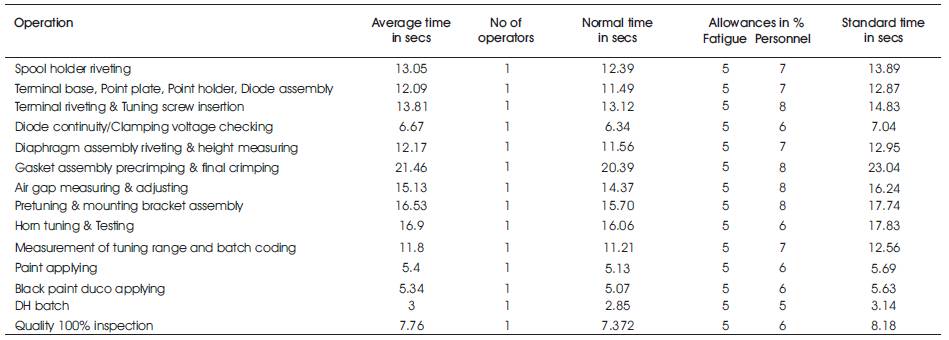
Table 1. Time study of Existing Assembly Process Before Optimization.
An assembly line is a sequence of work stations connected together by material handling. Goal of assembly line balancing is to minimize work stations, minimize work load variance and to minimize idle time. This paper aimed to minimize work load and machine idle time. Bottleneck problem of continuous flow type horn assembly line is eliminated by ECRS (Eliminate, Combine, Rearrange and Simplify) principles. Improvement of production rate and balance loss ratio of the manual assembly line is to be achieved. Verification of proposed system can be prepared by means of time values calculated from MODular Arrangement of Predetermined Time Standards (MODAPTS) method. The result shows that Bottleneck time reduced from 23.04 to 16.65 seconds and Production rate increased from 156 to 216 pieces per hour.
An arrangement of machines, equipment, and workers in which work passes from operation to operation in direct line until the product is assembled also it can be explained as a process for turning out a finished product in a mechanically efficient manner. The principle of an assembly line is that each worker is assigned one very specific task, which he or she simply repeats, and then the process moves to the next worker who does his or her task, until the task is completed and the product is made. It is a way to mass produce goods quickly and efficiently. All workers do not have to be human; robotic workers can make up an assembly line as well. The mass consumption patterns of modern industrialized nations depend on assembly line technology. In a properly designed system in normal operation, the manufacturing actions take place regularly and on schedule. Even in such systems, events occur in individual stations which delay the action complete and throughput action. When such delays occur often and not as a result of mechanical breakdowns, a "bottleneck" is identified. In most such simple systems, it is possible for the downstream processes to continue with the objects which have passed through the bottleneck until the manufacturing action in the last station is complete and the product is passed out of the system. However the upstream processes must halt because while they may have a manufacturing action complete, they cannot perform a throughput action. In this case it is true that "the throughput of the bottleneck is the throughput of the line." This paper deals with the problems of bottleneck process, machine idleness and operator fatigue and improvement can be done using ECRS principles (Eliminate, Combine, Rearrange, and Simplify) and robots can be used in order to maximize the utilization of the machine at a minimum operating time.
Ershi Qi et. al.,(2006) analyzised the hospitalization procedure, it is practical for the hospitals to bring in the One Card Across system, which carries the information of the patients in a card, got the first time he comes to the hospital by ECRS principle and IE working procedure analysis. Change the layout of departments scientifically and reengineer the hospitalization Process for the best hospitality by ECRS method.
Hodgetts. W.H et. al., (2009) utilized the overall labor in order to balance up time requirements of the individual contributions so as to increase production per man-hour or machine-hour by work measurement with the initialization of method study.
Ismail.N et. al.,(2002) identified the compromise of effectiveness of labor, facilities, type of flow line, demand, sequence of technology and resources the standard time for existing assembly line has to be calculated. The assembly line can be functional or planned with the highest degree of efficiency to obtain the average production time for the vehicle seat assembly line and the efficiency of the production line.
Kasemset.C et. al., (2010) JSP is used as a test problem. The effect of changing confidence interval level when this procedure is applied is observed as when % CL used to compare system throughput mean is increased by Theory of Constraints (TOC), Confidence interval level (CL).
Li guiqin et. al., (2006) investigated the methods of modelling the product assembly line system based on information of assembly process flow, combined with the requirement that the auto electrical machine assembly. The auto electrical machine assembly line recombining construction and optimization can be achieved by Heuristic scheduling.
Liu wenping et. al.,(2006) optimized assembly process from the logistics simulation perspective. This paper begins with the analysis of logistics activities that occur at the assembly lines of a specific auto plant. Using the methodology of business process reengineering, several assembly lines are reengineered according to the assembly processes, product models and time of delivery. Secondly, logistics simulation models of the assembly lines are established and major control variables of the model are specified.
Liya Gu et. al., (2007) used the estimation of distribution (ED) to solve the type II assembly line balancing problem (ALBP-II). Assigned set of assembly operations subject to precedence constraints to a given number of workstations of an assembly line in order to minimize the cycle time. Proved that the optimal solution for determinist ALBP-II problem can maximize the reliability of the least reliable station in the line if the operation times are random and normally distributed with constant variance–to-mean ratio.
Lu hong et. al., (2009) Proposed time study approach to measure the operating time of the interior decoration assembling line, identifies the bottleneck positions, analyzes the current problems in the assembling line by 5w1h technology. Balances the assembling line on the basis of activity analysis methods (AAM), ECRS (eliminate, combine, rearrange, and simplify) and the assembling line balancing theory, and finally improves the productivity.
Rui zhang et. al.,(2008) proposed the job shop scheduling problem to minimize total tardiness. Optimization-based procedure which reasonably alters the scheduling constraints and use it to compute the bottleneck characteristic values. Genetic algorithm based on hybrid encoding schemes is used to verify the effectiveness of the proposed method and it is proved that intensifying the local search operations for bottleneck machines will generally result in higher solution quality for the job shop scheduling problem.
Shuang lan et. al.,(2009) analyzed the production process and solve bottleneck process and unbalanced line. To solve these issues the MOD method in work study as well as ECRS principle were used. The new plan merged and simplified the entire operating process, reduced workers and increased the rate of production line balancing. By MOD method the balancing loss ratio can be controlled.
Work study has become one of the important methods in improving production operation system and production efficiency. During the implement of work study, all kinds of factor which may affect the production efficiency were investigated and analyzed. Work Study is the generic name of Methods Study and Work Measurement. It was the most important basis technique in industry engineering. The most obvious character is using less investment or no investment to increase the production efficiency and benefit reduce the cost and to strengthen the competition ability through improving the operating process and method, implementing the advanced and reasonable working quota, fully utilizing the human resources, material resources and financial resources inner the enterprise.
Work study includes method study and work measurement. Method study mainly on searching efficiency working method, whereas work measurement is to determine the scientific and reasonable working time quota of each operating. The main analysis tools in method study are 5W1H (What, Where, When, Who, Why and How) question-asking method, the four principles of ECRS (Eliminate, Combine, Rearrange and Simplify) and the principles of motion economy.
Work measurement is to work out a time standard for fulfilling a job with economical and rational methods. The main methods under work measurement are stopwatch time study, work sampling, predetermined time system and standard data method. Among them, the predetermined time system is simply called PTS method. It is used to determine the time required for different operations on basis of the time standard predetermined for various motions instead of direct observation or measurement. Under PTS method, there are a few methods for determination of standard working hours.
The horn manufacturing company produces several types of horns for automobiles. In that Smartone horn is an important type. It has 14 assembly stages.
Below is correlative formula
The yield of one person in one hour = 3600 / (number of people x the time of bottleneck processes) (1)
The ratio of production line balance = total time of each processes / (number of people x the time of bottleneck processes) x 100% (2)
The ratio of balance loss = 1 - The ratio of production line balance (3)
Table 1 represents that gasket assembly, pre-crimping and final crimping stage is the bottleneck process while cycle time for each station also varies from one another. The total time of processes is 172.45 seconds, the number of people is 14, the time of bottleneck processes is 23.04 seconds (process 6), take the value above into the formula.
Table 1. Time study of Existing Assembly Process Before Optimization.
The production rate of one person in one hour = 3600/the time of bottleneck process; =3600/23.04 =156 pieces;
The ratio of production line balance = Total time of each process/ (Number of people*the time of bottleneck process)*100%;
=171.63/ (14*23.04)
=53.21%;
The ratio of balance loss = 1-The ratio of production line balance;
= 1-53.21% = 46.79%;
Thus, 46.79% of the production time is idle due to the imbalanced line and it has to be improved. The main operating steps of gasket assembly pre-crimping and final crimping are below
ECRS means Eliminate, Combine, Rearrange and Simplify. Eliminate the goal to combine or reset the place, time and person and to simplify the method that provides better effect and process flow method (Table 2).
The Adjustments Made in Gasket Assembly Pre-Crimping and Final Crimping Process
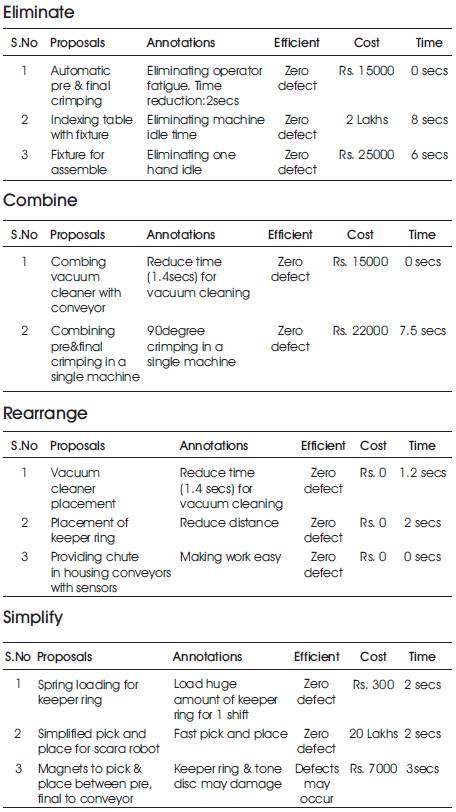
Table 2. Adjustment of the Problems Using ECRS (Eliminate, Combine, Rearrange, Simplify)The Adjustments Made in Gasket Assembly Pre-Crimping and Final Crimping Process
MOD method is a typical work measurement method. It is an indirectly effective method to formulate standard working time. It is not only suit to formulate the standard operating working time but also to improve the operation the working people in the assembly line in this company have accomplished the standardization and corresponded with the apply conditions of MOD method. So the bottleneck processes emphasis on the "Gasket assembly, pre-crimping and final crimping" using MOD method to implement the action analysis and formulate theory standard working time to improve bottleneck processes. Due to the uncontrollable reasons, the liquidity of people in assembly line is relatively large and not fixed. So the operating level of people is not stable and proficient. Therefore, we should widen the value of the unit of MOD time. If 1 MOD=0.129 s, the working people likely do not accomplish the quota of workload. So 1 MOD=0.143 s (include 10.75% of recover time) (Table 3).
Total = 6.006 secs
Machine time:
| Machine moving below | = | 1.44 secs; |
| Machine moving above | = | 1.39 secs; |
| Crimping process @ machine | = | 4.67 secs; |
| Vacuum cleaner time | = | =3secs (completed while assemble); |
| Robot moving time | = | =2secs; |
| Total time (crimping) | = | =6.006+1.44+1.39+4.67+2 |
| = | 15.51secs; | |
| Standard time | = | 15.51*0.95(1+0.05+0.08)=16.65secs; |
It can be concluded from Table 1 that the 10th operation to 14th operation was done by 4 workers and the times taken were 12.56, 5.72, 5.66, 3.15 and 8.23 seconds. After the action analysis of these two processes, it was found that the above processes can be done by 2 persons. It will not become the new bottleneck processes. Otherwise, the 10th and the 11th could be combined into one process also 12th, 13th and 14th processes could be combined into one process after standardization. It could be cased after inspection. Thus, the entire assembly line could reduce 3 persons.
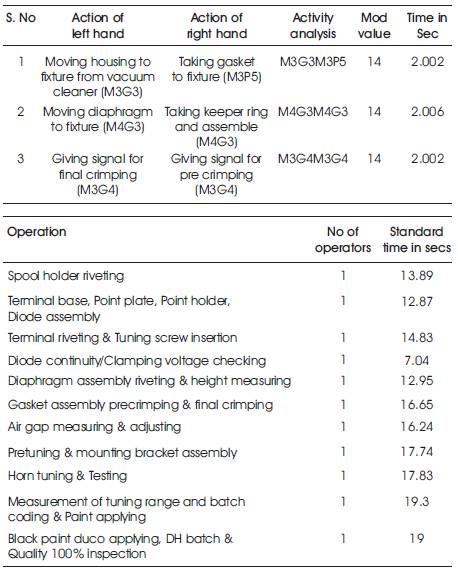
Table 3. Time Study for Proposed Assembly Process
The ratio of balance loss should be controlled in 5%-13%.
Time oriented assembly line balancing problem implies idle times on workstations. There are different objectives and different work study methods are used for finding final solutions. Work study investigates all production problems for resulting feasible solutions. The objective of this paper has been achieved which is to improve line balance ratio. The results obtained as the production rate increased from 156 pieces to 216 pieces, production line balance ratio improved from 53.21% to 91.9% and the ratio of balance loss is controlled from 46.79% to 8.1%.