
Figure 1.The typical lathe GEDEEWEILER LZ350
Titanium alloys are difficult to cut materials due to their physical and mechanical properties. Cutting fluids are employed in machining in order to improve machinability, tribological characteristics, tool life, reduce tool wear, helps in carrying away the heat and debris produced during machining. The use of cutting fluids in machining leads to higher machining cost, hazards to operator and environmental issues. Alternatives have been investigated to reduce the use of cutting fluids in machining. One of the alternatives is machining with Minimum Quantity Lubrication (MQL), where the cutting fluid flow rate is 10 to 500 ml/hr. Tool wear plays an important role on the components like surface finish, dimensional accuracy and cost of tools. In order to minimize the tool wear, it is required to select proper cutting fluid, optimize the process parameters such as cutting speed, feed rate and depth of cut while machining on titanium alloys. This paper deals the effect of process parameters and optimization of process parameters in turning of Ti-6Al-4V alloy under different cutting fluids such as Vegetable, Synthetic and Servo cut oils with Minimum Quantity Lubrication (MQL) and found that with synthetic oil, tool wear is low compared to vegetable and servo cut oils. It is observed that the high cutting speed at 580 rpm, moderate feed rate at 0.167 mm/rev and high depth of cut at 1.6 mm are found to be optimum cutting conditions. From ANOVA, It is observed that feed rate has major contribution in optimization of process parameters.
Titanium alloys are metallic materials which contains mixture of Titanium and other chemical elements. Such alloys are classified under difficult to machine materials because of their high tensile strength, toughness, light weight, extraordinary corrosion resistance and ability to withstand extreme temperatures, differences of structure with a variable quantity of the alpha phase, the morphology of the transformed beta phase, high temperature strength, low thermal conductivity, relatively low modulus of elasticity and high chemical reactivity properties [1]. However, the high cost of both raw materials and processing limit their use in applications in military, aircraft, spacecraft, medical devices, connecting rods on expensive sports cars, some premium sports equipment, consumer electronics and engine components.
Cutting fluids are used in machining for improving tool life, reducing work piece thermal deformation, improving surface finish and flushing away chips from the cutting zone. Practically all cutting fluids presently in use fall into one of following categories: straight oils, soluble oils (servo cut oils), semi synthetic fluids, synthetic fluids and vegetable oils. Straight oils are non-emulsifiable and are used in machining operations in an undiluted form. They are composed of a base mineral or petroleum oil and often contain polar lubricants such as fats, vegetable oils and esters as well as extreme pressure additives such as chlorine, sulphur and phosphorus. Straight oils provide the best lubrication and the poorest cooling characteristics among cutting fluids. Soluble oils (Servo cut oils) form an emulsion when mixed with water. The concentrate consists of a base mineral oil and emulsifiers to help produce a stable emulsion. They are used in a diluted form (usual concentration = 3 to 10%) and provide good lubrication, improved cooling property and heat transfer performance. These are recommended for a variety of cutting operations on ferrous and non-ferrous metals; the kinematic viscosity of the servo cut oil varies in between 20 to 24 cst at 40°C. Semi-synthetic fluids are essentially combination of synthetic and soluble oil fluids and have characteristics common to both types. The cost and heat transfer performance of semi-synthetic fluids lay between synthetic and soluble oil fluids. Synthetic fluids contain no petroleum or mineral oil base and instead are formulated from alkaline inorganic and organic compounds along with additives for corrosion inhibition. They are generally used in a diluted form (usual concentration = 3 to 10%). Synthetic fluids often provide the superior cooling qualities among all cutting fluids. These oils recommended for machining of ferrous metals, high nickel and Titanium alloys only. These oils are not recommended for machining of non-ferrous metals. The kinematic viscosity of the synthetic varies between 9 to 15 cst at 40° C. Vegetable oils in general have excellent properties such as high viscosity index, high lubricity and low evaporative loss with regard to their use as base oils for lubricants. On the negative side, they are known to possess low thermal, oxidative and poor low temperature characteristics. Vegetable oils are also found to be temperature sensitive in the case of tribological properties especially at high temperatures. Cooling property for vegetable oil is much higher than petroleum based oils. Heat transfer coefficient (W/m2K) for vegetable oil is much higher than petroleum based oils. The kinematic viscosity of the synthetic varies between 30 to 35 cst at 40° C. Today, a new generation of emulsifiers and stabilizing agents has made vegetable oil based cutting fluids for the variety of machining applications.
However, the advantages of the cutting fluids have been questioned later, due to the several harmful effects they cause. When improperly handled, cutting fluids may damage soil, resources and environmental pollution. Therefore, the handling and disposal of cutting fluids must obey rules of environmental protection. For the companies, the costs related to cutting fluids represent a large amount of the total machining costs. Several research workers state that the costs related to cutting fluids is frequently higher than those related to cutting tools. Consequently, elimination on the use of cutting fluids, if possible, can be a significant economic incentive. The dry machining has been introduced with advanced tools, but the performance of the machining is not favorable due to high friction, tool wear, tool temperature. Because of them several alternatives have been investigated to minimize the use of cutting fluid in machining. One of the alternatives is machining with Minimum Quantity Lubrication (MQL), where the lubricant flow rate is in between 10 and 500 ml/hr. Minimum Quantity Lubrication is the use of cutting fluids of only a very small amount of a flow rate of 10–500 ml/hr mixed with compressed air, which is much lower than the amount usually used in flood cooling condition. The minimum utilization of cutting fluid leads to economical benefits by way of saving lubricant costs, avoiding issues of environmental pollution and hazards related with the cutting fluid particles.
The tool wear refers to the gradual failure of cutting tools due to regular use. During machining, tool wear takes place due to friction. It should be noted that friction, causing wear, occurs at high temperatures, high pressures and on relative small areas of contact between the uniform surfaces. The different types of tool wear includes: Flank wear in which the portion of the tool in contact with the finished part erodes, Crater wear in which tool comes in contact with chips and erodes the rake face, nose wear in which work piece comes in contacts with edge and erodes the sharp edge, chipping of tool material from face due to high shock loads.
Nektarios M. Heretis et al [2] examined the surface roughness of Ti6Al4V alloy after machining in conventional machines with various tool geometries, cutting speeds and lubricant/coolant conditions. The surface roughness of biocompatible Ti6Al4V is important when this titanium alloy is used for cell growth on human implants. The result reported in this paper provides a guideline on adhesion, orientation and growth of fibroblast for the Ti6Al4V titanium alloy. Ram Cherukuri et al [3], discussed about the research and development in machining of titanium with WC/Co and PCD tools. Commercially available coated tools tend to react chemically with titanium, while ceramic tools suffer from chipping and notching. Advancements in cutting tools, particularly coated carbides are needed to reduce tool wear in machining of titanium alloys. In this work, ultra-hard AlMgB14-20%TiB2 composite material is applied as a coating on WC/6%Co tool inserts. Dry machining tests on tool wear showed that the coated tools outperformed uncoated tools by about two times in flank and nose wears and performed nearly same as that of the commercially available TiAlN coated tool. S. K. Bhaumik et al [4] have made an attempt to machine Ti6Al4V alloy with wurtzite boron nitride (WBN) based cutting tools. The mechanisms controlling the wear of the cutting tool have been found to be similar to those observed in Poly Crystalline Diamond (PCD) and Polycrystalline Cubic Boron Nitride (PCBN) tools. The results indicate that the wBN-cBN composite tools can be used economically to machine titanium alloys. M.Venkata Ramana et al [5] have worked on performance evaluation and optimization of process parameter in turning of Ti6Al4V alloy with different coolant conditions on surface roughness using uncoated carbide tool. The results have been compared among dry, flooded with Servo cut oil and water and flooded with Synthetic oil coolant conditions. From the experimental investigations, the cutting performance on Ti6Al4V alloy with synthetic oil is found to be better when compared to dry and servo cut oil and water in reducing surface roughness. The results from ANOVA shows that while machining Ti6Al4V alloy, the Synthetic oil is more effective under high cutting speed, high depth of cut and low feed rate compared to dry and servo cut oil and water conditions. It also reveals that feed rate is dominant parameter under dry, servo cut oil and water and synthetic oil conditions in optimizing the surface roughness.
Taguchi method is a unique and powerful statistical experimental design technique, which greatly improves the engineering productivity. Taguchi developed the procedure, which apply orthogonal arrays of statistically designed experiments to obtain the best model with minimum number of experiments and thus reducing the time and cost of experimentation. Taguchi suggests signal-to-noise (S/N) ratio as the objective function for the matrix experiments, which is used to measure the performance characteristic and the percent contribution of process parameters through analysis of variance (ANOVA). Taguchi classifies the objective functions as smaller the better, larger the better and nominal the better type characteristics. The optimal level for a process parameter is the level, which results in highest value of S/N ratio in the experimental design.
The main aim of this work is to select proper cutting fluid, in order to optimize the process parameters such as cutting speed, feed rate and depth of cut while machining on titanium alloys in order to reduce tool wear using Taguchi's robust design methodology with L9(34) orthogonal array. This work also deals with effect of process parameters on turning of Ti6Al4V alloy under different cutting fluids such as Vegetable oil, Synthetic oil and Servo cut oil by Minimum Quantity Lubrication (MQL) methodology. Taguchi's design of experiments with L9(34) orthogonal array have been employed to conduct experiments [8].
The experiments are carried out on a GEDEEWEILER LZ350 lathe machine as shown in Figure1 with Minimum Quantity Lubrication methodology under vegetable (sunflower), synthetic and servo cut oils as cutting fluids using L9(34)standard orthogonal array. The synthetic and servo cut cutting fluids are used with 1:30 concentration of water. The cutting fluid is supplied at rate of 300 ml/hr. A Ti-6Al-4V bar with 50 mm diameter and 350mm length is used as the workpiece.
Figure 1.The typical lathe GEDEEWEILER LZ350
The workpiece material selected in this work is an alpha-beta titanium Ti-6Al-4V alloy consisting of 6% Aluminum and 4% Vanadium. This alloy is commonly used in air craft, medical devices, engine components, etc. The properties of titanium Ti-6Al-4V alloy are shown in Table 1.
An SECO make of uncoated carbide insert of ISO specification SNMG 120408-23 (H-13A) and the tool holder ISO specification PSBNR 120408 20X20 K12 are chosen for the machining. The tool nomenclature of the insert is shown in Table 2. The inserts used for the experiments is shown in Figure 2.
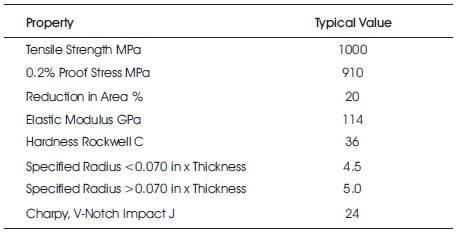
Table 1. Typical Mechanical Properties of Ti-6Al-4V

Figure 2. Uncoated carbide Insert
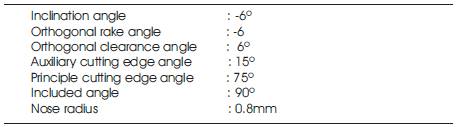
Table 2. Tool nomenclature of uncoated carbide tool
The ranges of the cutting speed, feed and depth of cut are selected based on the tool manufacturer's recommendation and industrial practices [7]. The Four process parameters with three levels are chosen as the control factors such that the levels are sufficiently far apart so that they cover wide range. The four control factors selected are cutting fluid (A), spindle speed (B), feed rate (C), and depth of cut (D). The control factors and their levels are listed in Table 3.
Selection of particular orthogonal array from the standard orthogonal array depends on the number of factors, levels of each factor and the total degrees of freedom. Based on number of control factors and their levels, standard L9(34) orthogonal array has been selected and is shown in Table 4.
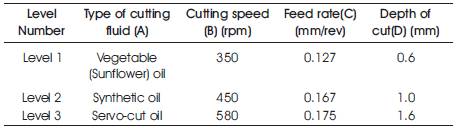
Table 3. Control factors and levels
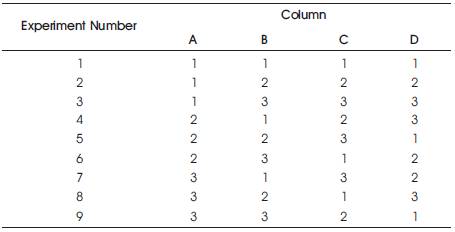
Table 4. Standard L9(34) orthogonal array
The Minimum Quantity Lubrication setup is shown in Figure 3. It consists of air compressor, spray gun with fine nozzle and Cutting fluid chamber. Air compressor is connected to spray gun and Cutting fluid chamber. Cutting fluid is supplied to spray gun at the rate of 300 ml/hr, which is mixed with compressed air (3bar) in the mixing chamber of spray gun. Then the mixture of air and cutting fluid (mist) is supplied and impinge at high pressure and velocity at the cutting zone by spray gun nozzle is shown in Figure 3. The mist reaches as close to the chip–tool and the work–tool interfaces as possible. The MQL spray has been used concentrated on rake and flank surface along the cutting edges and to protect the flank faces to minimize the friction, increase the cooling, lubricity abilities and reduce the tool wear. The cutting fluids used in present study are vegetable oil(sunflower), synthetic oil and servo cut oil [9]. Each experiment is conducted for two trails using L9 orthogonal array under MQL conditions to study the role of MQL on the machinability [10] characteristic of that work material in terms of tool wear. The experimental conditions and results are given in Table 5.
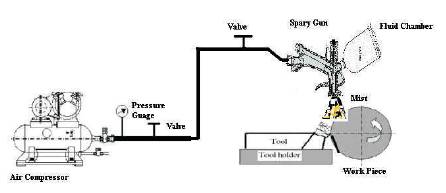
Figure 3. Layout of Minimum Quantity Lubrication setup
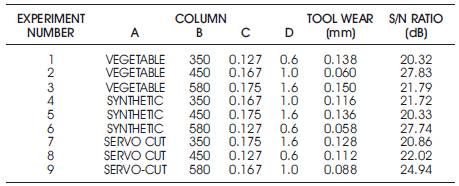
Table 5. Experimental design, tool wear responses and calculated S/N ratio
The various types of tool wear are shown in Figure 4(a). Tool wear is measured by observing and measuring the wear as it develops. The flank wear is measured on a toolmaker's microscope as shown in Figure 4(b). The flank wear is generally measured from the original cutting edge. If the flank wear is uniform along the cutting edges, the mean value VB is determined [10]. The measured values of tool wear is shown in Table 5.
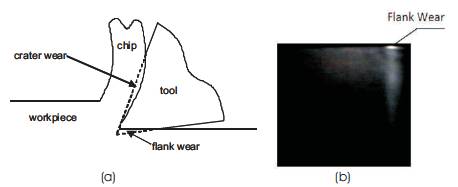
Figure 4. Flank wear on uncoated carbide cutting tool
The effect of different process parameters on tool wear are plotted as the process parameters changes from one level to another level.
Figure 5 shows the variation between cutting speed and tool wear. When the cutting speed is low, the tool wear is also low for synthetic oil, but under higher cutting speeds the tool wear is high for vegetable oil compared to servo cut and synthetic oil conditions. It is also observed that the tool wear is less under moderate and higher cutting speeds for servo cut oil compared to vegetable oil and synthetic oil. It is observed from Figure 5 that, the tool wear initially decreases then increases as the speed increases for vegetable oils because vegetable oils provides only effective lubricity not the cooling. Vegetable oils have high viscosity, low co-efficient of friction and low transfer coefficient properties. Therefore, vegetable oils are more effective at moderate cutting speeds. Incase of synthetic oils, tool wear initially increases then decreases as the speed increases, this is because of the synthetic oils provides only cooling ability during machining not the lubricity, therefore these oils are more effective at higher cutting speeds due to its low viscosity, low co-efficient of friction and high transfer coefficient. Incase of sercocut oils, tool wear decreases as the speed increases, this is due to servocut oils provides both cooling ability and lubricity during machining, therefore these oils are more effective at higher cutting speeds.
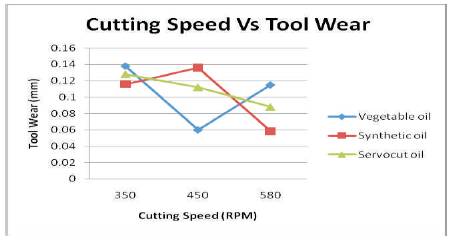
Figure 5. Response graph between cutting speed and tool wear
Figure 6 shows the variation between feed rate and tool wear. When the feed rate is low, the tool wear is also low for servo cut oil compared to the synthetic and vegetable oil conditions, but under higher feed rates, the tool wear is high for synthetic oil compared to vegetable oil and servo cut oil conditions. From Figure 6, it is observed that the tool wear is less under synthetic oil for moderate feed rates. It is observed from the Figure 6 that, the tool wear initially decreases then increases as the feed rate increases for vegetable oils because vegetable oils provides only effective lubricity not the cooling. Vegetable oils have high viscosity, low co-efficient of friction and low transfer coefficient properties. Therefore, vegetable oils are more effective at moderate feed rates. Incase of synthetic oils, tool wear increases as the feed rate increases, this is because of the synthetic oils provides only cooling ability during machining not the lubricity, therefore these oils are more effective at lower feed rate due to its low viscosity, low co-efficient of friction and high transfer coefficient. Incase of sercocut oils, the tool wear initially decreases then increases as the feed rate increases, this is due to servocut oils are high viscous and low heat transfer coefficient, therefore, these oils are more effective at moderate feed rates.
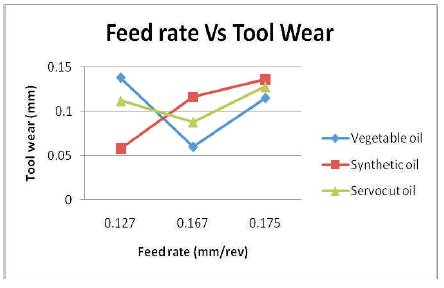
Figure 6. Response graph between feed rate and tool wear
Figure 7 shows the variation between depth of cut and tool wear. When the depth of cut is low, the tool wear is also low for servo cut oil compared to the synthetic and vegetable oil, but under higher depth of cut, the tool wear is high for synthetic oil conditions compared to vegetable oil and servo cut oil conditions. From Figure 7, it is observed that the tool wear is less under synthetic oil for moderate depth of cut. It is observed from Figure 7 that, the tool wear initially decreases then increases as the depth of cut increases for vegetable oils because vegetable oils provides only effective lubricity not the cooling. Vegetable oils have high viscosity, low co-efficient of friction and low transfer coefficient properties. Therefore, vegetable oils are more effective at moderate depth of cut. Incase of synthetic oils, the tool wear initially decreases then increases as the depth of cut increases, this is because of the synthetic oils provides only cooling ability during machining not the lubricity, therefore these oils are more effective at moderate depth of cut, due to its low viscosity, low co-efficient of friction and high transfer coefficient. Incase of sercocut oils, the tool wear initially increases then decreases as the depth of cut increases, this is due to servocut oils are high viscous and low heat transfer coefficient, therefore, these oils are more effective at lower depth of cut.
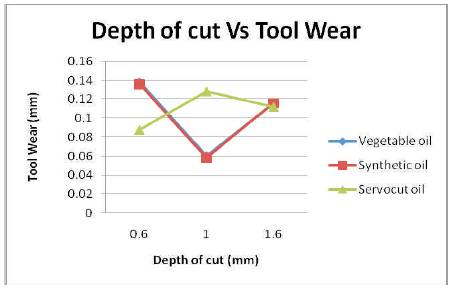
Figure 7. Response graph between depth of cut and tool wear
In this work, the performance characteristics namely the tool wear to be minimized and hence “smaller the better type” quality characteristic has been selected for each of the response.

Where, y is the observed data. The average tool wear and S/N ratios are shown in Table 5. The optimal level for a process parameter is the level, which results in maximum value of S/N ratio in the experimental results. From the Table 5, the analysis of mean is carried out to determine the optimum combination of process parameters for smaller the better tool wear characteristic, the summery of S/N ratios for different MQL cutting fluid conditions are shown in Table 6 and the optimum conditions are shown in Table 7. From Table 7, it is observed that, the Synthetic oil is more effective at higher cutting speed, high depth of cut and moderate feed rate compared to vegetable and servo cut oil conditions [6].
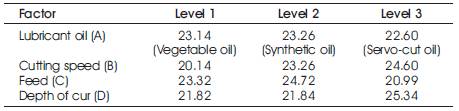
Table 6. Summary of S/N ratios for different MQL cutting fluid conditions

Table 7. Optimum cutting parameters
Analysis of Variance is performed to find out influence and performance of each process parameter in machining. As seen from Table 8, feed rate has major contribution of 43.50% in optimizing the performance characteristics followed by depth of cut, cutting speed, and type of lubricant in order to minimize the tool wear during machining. Further, it is also observed that, ANOVA has results in 3e-13 % of error contribution. The S/N ratios of optimum condition are used to develop predictive or additive model to predict the S/N ratio of the optimum condition using equation (2).

Where Y is average S/N ratio; A2, B3, C2 and D3 are optimum parameter in machining [11]. The predicted S/N ratio is 28.74 dB. Conducting a verification experiment is essential and final step of the robust design methodology. The predicted results must be conformed to the verification test. Hence, the verification experiment is conducted with the optimum conditions as shown in Table 7 and its S/N ratio is (ηexpt) 28.52 dB. It is found that the S/N ratio of the verification test is within the limits of the predicted value at 95% confidence level and the objective is fulfilled [8]. These suggested optimum conditions can be adopted.
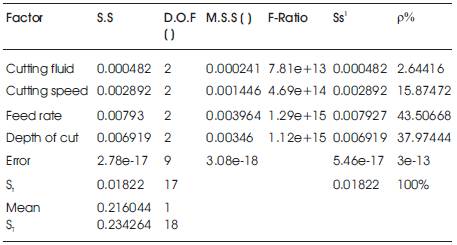
Table 8. Summary of ANOVA in Dry Machining on MRR
In this study, Taguchi method and the response optimization method has been used to determine the optimal process parameters for minimizing the tool wear during machining of Ti6Al4V alloy with carbide tool under different coolants with MQL technique. The experiments are conducted with L9 (3)4 orthogonal array. Based on the results of the experimental investigations on machining Ti6Al4V alloy, the following conclusions are drawn: