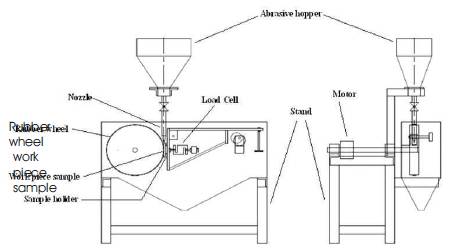
Figure 1. 3 Body Abrasive Wear Machine used for Testing
This work aims to present a study on 3-Body abrasive wear behavior of ABS plastic on an indigenously developed 3-body abrasive wear tester. The 3-Body wheel abrasion test was carried out at 950 rpm test speed. The tests were carried out at 30N load by varying the abrading distance from 100 to 200m and also under varying moisture conditions, the abrasive grains of 300 and 425 microns were used for the abrasion wear test at dry and varying moisture conditions. Experimental results of abrasive wear tests revealed that wear of ABS plastic was sensitive to variations of abrading distance, varying moisture conditions, abrasive particle size. The results provided critical understanding on the impact of moisture on ABS strength and ductility.
ABS is a copolymer made by polymerizing styrene and acrylonitrile in the presence of polybutadiene. The proportions can vary from 15 to 35% acrylonitrile, 5 to 30% butadiene and 40 to 60% styrene (V R Gowariker., N V Viswanathan., Jayadev Sreedhar., 1995). The result is a long chain of polybutadiene criss-crossed with shorter chains of poly (styrene-co-acrylonitrile). The nitrile groups from neighboring chains, being polar, attract each other and bind the chains together, making ABS stronger than pure polystyrene. The styrene gives the plastic a shiny, impervious surface. The butadiene, a rubbery substance, provides resilience even at low temperatures. For the majority of applications, ABS can be used between −25 and 60 °C (13 and 140 °F) as its mechanical properties vary with temperature. The properties are created by rubber toughening, where fine particles of elastomer are distributed throughout the rigid matrix. Polymer based materials (PBMs) continue to replace metals because they are lightweight, easy to process, and relatively inexpensive (Witold Brostow & Haley E. Hagg Lobland, 2008). However, wear of polymers and PBMs contributes to significant financial loss in industry (E. Rabinowicz, 1995). Understanding the tribology of polymers is difficult: time is not a variable for metals and ceramics; however, polymers are viscoelastic, thus their properties change with time. Polymers and their composites form a very important class of tribo-engineering materials and are invariably used in mechanical components such as gears, cams, bearings, bushes, bearing cages, etc. where wear performance in non-lubricated condition becomes a key parameter in the selection of material (Bin-Bin Jia, Tong-Sheng Li, Xu-Jun Liu & Pei-Hong Cong, 2007). ABS's light weight and ability to be injection molded and extruded make it useful in manufacturing products such as drain-waste-vent (DWV) pipe systems, musical instruments (recorders and plastic clarinets), golf club heads (due to its good shock absorbance), automotive trim components, automotive bumper bars, enclosures for electrical and electronic assemblies, protective headgear, whitewater canoes, buffer edging for furniture and joinery panels, luggage and protective carrying cases, small kitchen appliances, and toys, including Lego bricks. Polymer and their composites are subjected to abrasive wear in many applications. Abrasive wear can be defined as wear that occurs when a hard surface slides against and cuts groove from a softer surface (B.F. Yousif and N.S.M. El-Tayeb., 2010). It can be accounted for most failures in practice. Hard particles or asperities that cut or groove one of the rubbing surfaces produce abrasive wear. Abrasive wear is commonly classified according to the type of contact and the contact environment. The type of contact determines the mode of abrasive wear. The two modes of abrasive wear are known as two-body and three-body abrasive wear (Amar Patnaik, Alok Satapathy, Sandhyarani Biswas., 2010). Two-body wear occurs when the grits or hard particles remove material from the opposite surface. The common analogy is that of material being removed or displaced by a cutting or plowing operation. Three-body wear occurs when the particles are not constrained, and are free to roll and slide down a surface (Michaela Kašparová, František Zahálka, Šárka Houdková, 2009). Three-body abrasive wear was often of considerable practical importance (Shipway P. H and Ngao, N. K, 2003), for example in coal handling equipments in power plants, gear pumps handling industrial fluids and agricultural machine components (Harsha. A. P, Tewari. U. S. and Venkatraman. B, 2003), but appears to have received much less attention than a two-body abrasion. These days due to the extensive applications of polymeric composite materials, the 3B-A wear property is gaining attention from many researchers (Chand, N, Naik, A. and Neogi, S. 2000).
In this research article an attempt has been made to study the 3-Body abrasive wear behavior of ABS plastic on an indigenously developed 3-body abrasive wear tester at 30N load and at 950rpm and also under varying moisture conditions for five different abrading distances in the range of 100 and 200 meters.
ABS pellets procured from M/s Sarvodaya polymers, Bangalore, India were used to prepare the specimens. The Specimens were prepared by heating the pellets in the barrel of an indigenously developed injection molding machine. The temperature was set at 1000 C initially for 30 minutes and as soon as the flow of the material started form the nozzle of the injection molding machine, the temperature of the barrel was reduced to 600 C. In the mean time the mold was also cleaned and preheated. The liquefied material was then injected into the mold and thus the specimens were prepared. The prepared specimens were of 75mm x 25mm x 4mm dimensions.
Water absorption is used to determine the amount of water absorbed under specified conditions. Factors affecting water absorption include: type of plastic, additives used, temperature and length of exposure. The data sheds light on the performance of the materials in water or humid environments. For the water absorption test, the specimens were dried in an oven for a specified time and temperature and then placed in a desiccator to cool. Immediately upon cooling, the specimens are weighed. The specimens are immersed in water at 23°C for 24 hours and 48 hours. Specimens were removed, patted dry with a lint free cloth, and weighed using an electronic balance.
Water absorption is expressed as increase in weight percent. Percent Water Absorption = [(Wet weight - Dry weight)/ Dry weight] x 100.
The schematic representation of rubber wheel test set up is as shown in Figure 1. In the present study, silica sand (density 1.359 g/cm3) was used as the abrasive. The abrasive was fed at the contacting face between the rotating rubber wheel and the test sample. The tests were conducted at a rotational speed of 950 rpm. The rate of feeding the abrasive was 15 g/sec. The sample was cleaned with acetone and then dried. Its initial weight was determined in a high precision digital balance (0.1mg accuracy) before it was mounted in the sample holder. The abrasives were introduced between the test specimen and rotating abrasive wheel composed of chlorobutyl rubber tyre (hardness: Durometer-A 58-62). The diameter of the rubber wheel used was 290 mm. The test specimen was pressed against the rotating wheel at a specified force by means of lever arm while a controlled flow of abrasives abrades the test surface. The rotation of the abrasive wheel was such that its contacting face moves in the direction of sand flow. The pivot axis of the lever arm lies within a plane, which was approximately tangent to the rubber wheel surface and normal to the horizontal diameter along which the load was applied. At the end of a set test duration, the specimen was removed, thoroughly cleaned and again weighed (final weight). The difference in weight before and after abrasion was determined. The experiments were carried out for a load of 30N at a constant sliding velocity of 14.424 m/s. Further the abrading distances were varied in steps of 25m from 100 to 200 m. For the second longer duration test; say 200 m distance, the abrasion tests were carried out on the very same wear track where first (i.e., 100 m) shorter runs were involved.
Figure 1. 3 Body Abrasive Wear Machine used for Testing
The wear was measured by the loss in weight, which was then converted into specific wear rate using the measured density data. The specific wear rate was defined as the volume loss of the specimen per unit sliding distance per unit applied normal load. The specific wear rate (Ws) was calculated from the equation:

Where, Δm: mass loss in the test duration (gm), ρ: density of the material (gm/mm3), t: test duration (sec), Vs: sliding velocity (m/sec), Fn: average normal load (N).
Table 1 shows the percentage variation in water absorption, at 24 and 48 hours for 300 and 425 microns 3-Body abrasive wear test. Twenty different samples were used in the study and variation in the absorption of water was recorded for each samples. Figures 2 & 3 shows the % wear loss of the samples at 30N load, 300 and 425 microns abrasives respectively. It was clear from these figures that for the ABS material used in this study there was a non linear wear mass loss with abrading distance. The highest wear mass loss was recorded when the abrasive of 425 microns was used. An interesting observation was made with the specimens dipped in water for 48 hrs and tested with 300 and 425 microns abrasives, the percentage wear loss was recorded same in both the cases. Figures 4 & 5 shows the variation of specific wear rate in 300 and 425 microns Basic, 24 hrs water absorbed and 48 hrs water absorbed specimens. At all abrading distances, the lowest specific wear rate was for 300 microns 48 hrs water absorbed specimen and the highest value at 0.000237156 mm3/N-m for 425 microns Basic specimen (Figure 5) at 125 m sliding distance. It can also be observed from the Figures 4 and 5 that there is decrease in specific wear rates in both 300 and 425 microns 24 hours test specimens till 175 m and thereafter increase in specific wear rate. The reason for this can be attributed to the absorbed water in the layers of the specimens, which resisted the abrasion and as soon as the percentage of water decreased in the layers the abrasives started digging in, thus resulting in an increase in the specific wear rate after 175 m of sliding. It can also be observed that due to the uneven moisture distribution across the thickness of the test specimens Figures 4 and 5 shows that the both 300 microns basic and 48 hrs water absorbed specimens and 425 microns basic and 48 hrs water absorbed specimens follow a different trend in increase and decrease of specific wear rate.
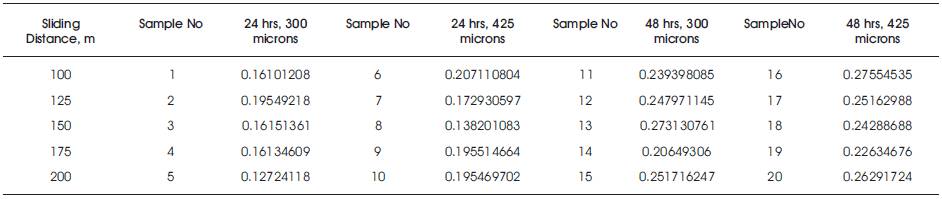
Table 1. % Water Absorption, At 24 And 48 Hours For 300 And 425 Microns 3-body Abrasive Wear Test
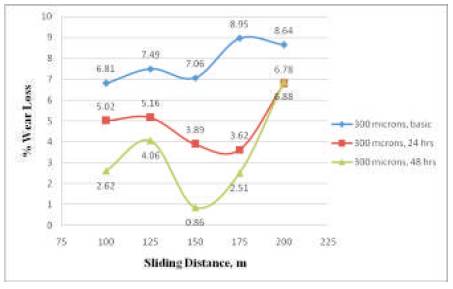
Figure 2. % Wear Loss of Abs As A Function Of Sliding Distance At 30n, 300 Microns
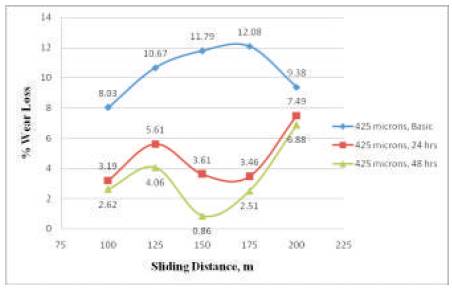
Figure 3. % Wear Loss of Abs As A Function Of Sliding Distance At 30n, 425 Microns
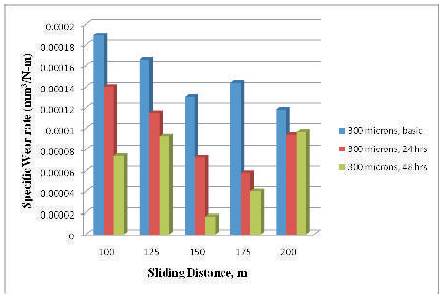
Figure 4. Specific wear rate of ABS as a function of abrading distance at 30N, 300 microns
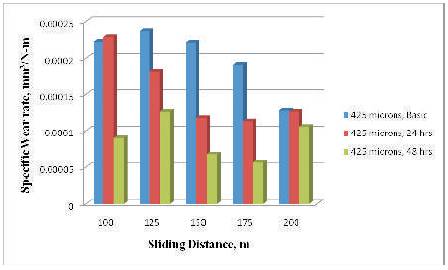
Figure 5. Specific wear rate of ABS as a function of abrading distance at 30N, 425 microns