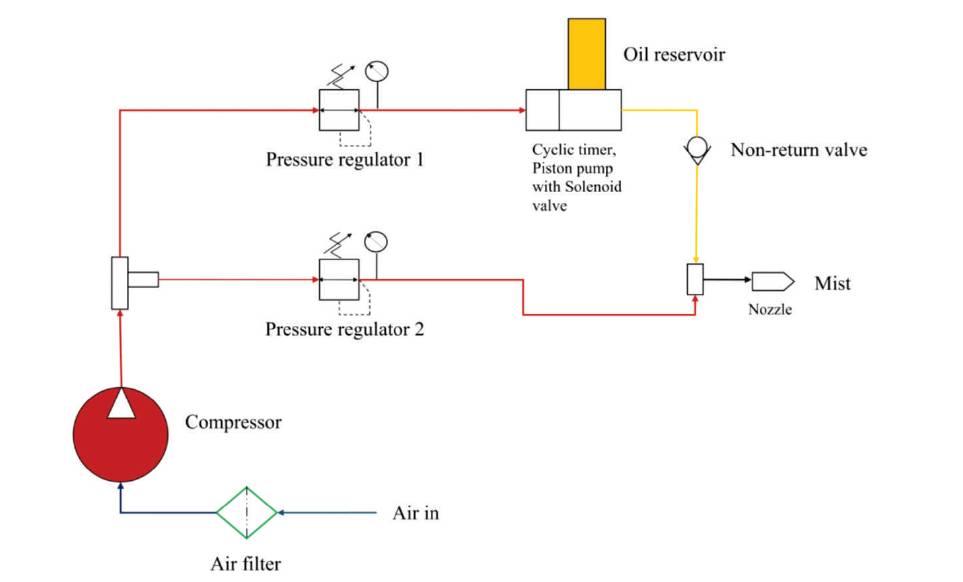
Figure 1. Schema of MQL Unit
This paper elucidates the effect of Minimum Quantity Lubrication (MQL) system on the surface quality achieved during face milling of AISI 1045 steel components over the conventional flooded cooling system. This work was completed in a FANUC arrangement CNC Vertical Machining Centre (VMC) with three TiN coated carbide inserts of 0.4 mm nose radius adjusted into a face milling cutter of 25 mm in diameter. The machining parameters considered in this investigation are 4 number of passes, depth of cut, spindle speed, and feed rate. The experiments were planned based on Taguchi's L (3 ) 9 orthogonal array. The surface roughness of the machined components is measured using a surface roughness tester and subsequently, a mathematical model is developed for the average surface roughness values through regression analysis for both the machining conditions. The significance of the selected machining parameters and their levels of surface roughness are found by Analysis of Variance (ANOVA). The results revealed that machining under MQL condition provides better product surface quality than the machined product surface quality under flooded condition.
In the present day engineering products, the control of surface texture has turned out to be more important. It has been explored that surface texture enormously impacts the working of the machined parts. Manufacturing includes different procedures to transform raw materials into finished products to be utilized for various purposes. Consequently, the enhanced qualities of the item and the financial aspects of the manufacturing operation are an important consideration to produce a product having the functional and visual appeal (Selvam and Senthil, 2016; Ruibin and Wu, 2016).
Above 95% of the gross energy sustained to the machine tool is changed over into heat because of the relative movement between the cutting tool and workpiece (Leppert, 2011; Sharma et al., 2016). This form of heat energy is considered to be waste and such form of generated heat causes poor product surface quality and tool wear (Walker, 2015).
In spite of the fact that rapid machining is most desirable for superior productivity, the quicker tool wear due to the relative motion between the cutting tool and workpiece confines the cutting speed. So the extreme heat created due to the friction could be controlled for predominant product quality and better tool life. The heat generated at the tool-work interface also leads to microstructural distortion of the machined components (Le et al., 2012). The amount of friction generated between tool and workpiece is having an influence on the quality of the machined components (Hamdan et al., 2012). The above-said issue could be overwhelmed by applying cutting fluids on tool-work interface (Kurgin et al., 2012; Sharma et al., 2016). The usage of cutting fluids are primarily (i) to reduce the heat generated in the tool-work interface (Elmunafi et al., 2015), (ii) to reduce the friction between the tool and work due to machining operation (Debnath et al., 2014), and (iii) to wash away the metal chips removed during the machining operation (Rahim and Sasahara, 2011). The metal chips washed away by the lubricants and coolants keep the tool-work interface free from any chips leading smooth material removal from the workpiece (Lawal et al., 2013). These qualities of the lubricants and coolants enable the wide usage of lubricants and coolants in various metal cutting operations, including turning, milling, grinding, and drilling operations (Schwarz et al., 2015). In metal cutting, the choice of cooling method influences the deformation mechanism (Islam et al., 2013).
In spite of the numerous advantages mentioned, the use of lubricants and coolants possess numerous disadvantages also (Lawal et al., 2013). The lubricants and coolants used in a manufacturing environment, (i.e) lubricants and coolants facilitation, the colonization of bacteria and fungi in workplace (Raynor et al., 2005), also the lubricants and coolants are made of carcinogenic materials (Davim, 2013) and may lead to diseases like cancer, dermatitis, and allergy in humans when coming into contact with the human skin (Boubekri et al., 2010). Also, the cost of lubricants and coolants add up to 8% of the total machining cost, which is also considered to be a considerable overhead on everyday operation (Astakhov, 2008).
In order to overcome these disadvantages of lubricants and coolants, many researchers and practitioners are working in developing alternate methods enabling less usage of lubricants and however not compromising on the benefits obtained by lubricants and coolants.
Minimum Quantity Lubrication (MQL) is a step in the direction of using lesser lubricants and coolants (Lawal et al., 2013). MQL aims at providing sustainable and green manufacturing in a modern machine shop (Boswell and Islam, 2013; Selvam and Sivaram, 2017a). MQL is one such advancement that has turned out to be exceptionally valuable in prompting a greener manufacturing process (Selvam et al., 2012, 2014, 2017).
Taguchi portrays the nature of an item as 'the base loss granted by the item to the general public from the time item is dispatched' (Belavendram, 1995). The loss is combined with loss due to rework, misuse of assets during production, guarantee cost, client dissensions, and disappointment, time and cash spent by clients on failure items, and so on.
Robust design is an engineering methodology for determining product and process conditions, which are used to produce a high-quality product with low production cost. Taguchi's parametric design is an essential tool for robust design, which provides a methodical approach to optimize the design for performance, quality, and cost. Two most important tools in robust design are orthogonal arrays, which contain many control factors and signal-to-noise ratio, which measures the quality of the output response. Taguchi's approach is completely in view of the measurable plan of trials. It can effectively fulfill the necessities of critical thinking in item or process advancement and furthermore radically lessens the time required for a trial examination (Selvam and Sivaram, 2017b; Balakumar et al., 2018; Prasath et al., 2018).
Many researchers and practitioners adapted Design of Experiments (DOE) and its future enhancement Taguchi's technique for planning the experiments and optimizing the process parameters in the field of machining, of which few are discussed in the below section;
A progression of the trial has been done in Design of Experiments to examine the impact of cutting parameters, for example, cutting velocity, feed rate, and depth of cut on surface roughness in face milling operation (Bajić et al., 2008). Taguchi's parameter plan which gives a precise method could viably and productively distinguish the ideal surface roughness in the process control of individual end milling machines (Yang and Chen, 2001). A progression of the analysis has been done in Design of Experiments to examine the impact of cutting conditions, for example, cutting velocity, feed rate per tooth, tool wear, and surface finish in confront processing activity (Caldeirani and Diniz, 2002). Selvam et al. (2012) investigated the machining parameters, for example, various passes, depth of cut in each pass, shaft speed, and feed rate to show signs of improvement surface finish. A progression of the test has been completed in Taguchi's parametric plan in which signal to noise ratio and Pareto analysis of fluctuation are utilized to break down the impact of processing parameters, for example, cutting velocity, feed rate, and depth of cut on surface roughness (Mahto and Kumar, 2008). Tsao (2009) had proposed a Gray-Taguchi parameter technique to improve the processing parameters of Aluminum combination to show signs of improvement surface finish.
From the literature stated above, it becomes clear that machining studies have been carried out by various researchers in the field of MQL machining and DOE application. In any case, there stays some trouble in the use of MQL idea in the field of machining, which uncovers that still more research must be done to locate a reasonable solution.
This section presents the construction details of MQL unit. The schema of MQL unit is depicted in Figure 1. This MQL unit comprises of a piston pump with a cyclic timer that gives out small amount of cutting fluid to blend with the surge of air from the air compressor, alongside all other supporting frills, which incorporates a solenoid valve, pressure regulators, non-return valve, coolant reservoir, and nozzle (Figure 2) (Schwarz et al., 2015).
Figure 1. Schema of MQL Unit
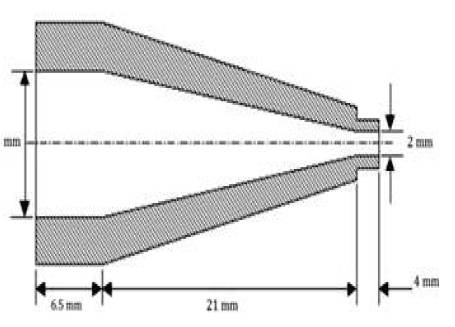
Figure 2. Nozzle
The MQL unit used in this work was capable of dispensing the cutting fluid ranging from 22.4 ml/h to 224 ml/h.
The cylindrical workpiece made of AISI 1045 steel with a cross-section (21 mm x 21 mm) and of length 55 mm was selected for this study. AISI 1045 steel is a medium tensile alloy steel and is used for making connecting rods, axles, studs, rams, bolts, pins, rolls, spindles, crankshafts, ratchets, torsion bars, sockets, light gears, worms, and guide rods. The chemical composition and the mechanical properties of AISI 1045 steel are given in Tables 1 and 2, respectively.
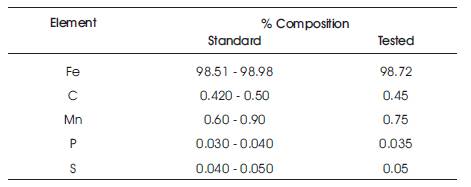
Table 1. Chemical Composition of AISI 1045 Steel
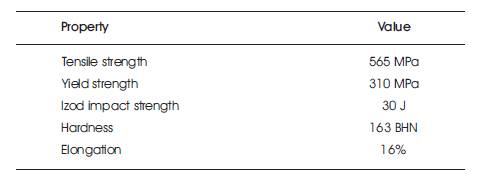
Table 2. Mechanical Properties of AISI 1045 Steel
Servocut 'S' grade oil emulsified with water was used as cutting fluid in both flood and near-dry machining conditions. Properties of cutting fluid Servocut 'S' grade oil is given in Table 3.
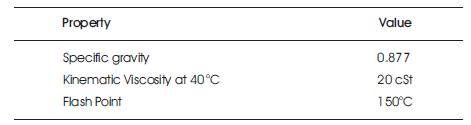
Table 3. Fluid Properties of Servocut 'S' Grade Oil
The machining parameters, for example, number of passes (P), depth of cut (d), spindle speed (N), and feed rate (f) were chosen for the experimentation and their levels are demonstrated in Table 4. The machining parameters 4 doled out to a standard L (3 ) orthogonal array as given in Table 5.
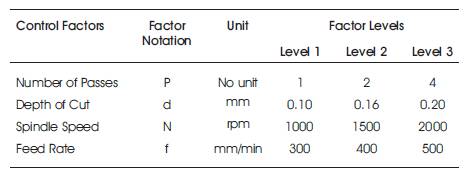
Table 4. Control Factors and Levels
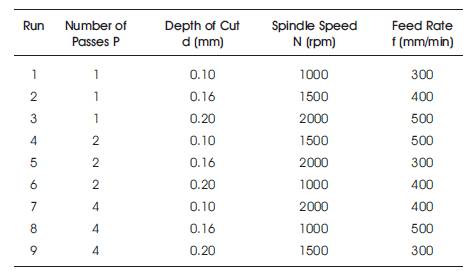
Table 5. Machining Parameters Assigned in Taguchi's 4 L (3 ) Orthogonal Array
The experiments were planned based on Taguchi's orthogonal array in a CNC vertical machining centre as appeared in Figure 3. The face milling operation performed on AISI 1045 steel components is shown in Figure 4. Throughout the MQL experimentation, a 5 bar mist pressure was maintained for the mist generation and the emulsified cutting fluid was discharged at the rate of 44.8 ml/h.

Figure 3. Experimental Setup
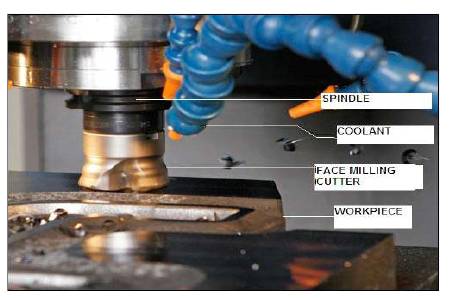
Figure 4. Closer view of Face Milling of AISI 1045 Steel Component
The quality attribute with the sort of “smaller-the-better” measured in this research work was Surface roughness of the machined samples. The S/N ratio for the yield response was computed by using the following equation (1) for each machining condition, and their values are given in Table 6.
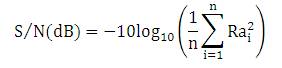
where, i = 1, 2, …, n (here n = 4) and Ra is the response i value.
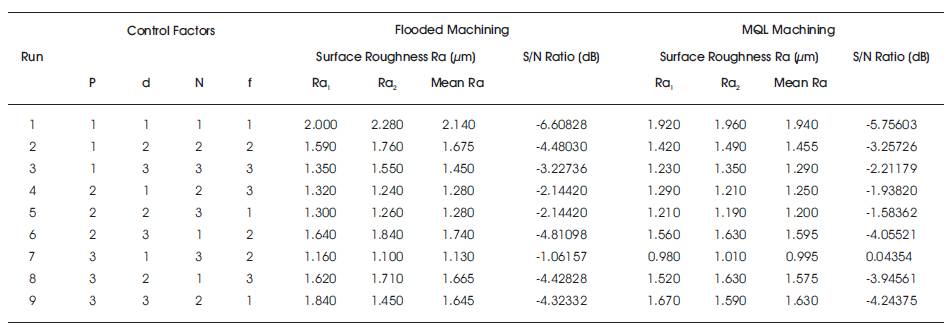
Table 6. Experimental Values and S/N Ratio
The most significant factor on the response output was analyzed through analysis of variance (ANOVA) and F-test with a probability of p=0.05. The ANOVA results for machining under the flooded condition is given in Table 7 and the ANOVA results for machining under MQL condition is given in Table 8.
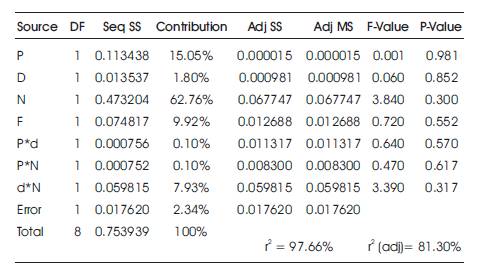
Table 7. ANOVA for Machining under Flooded Condition
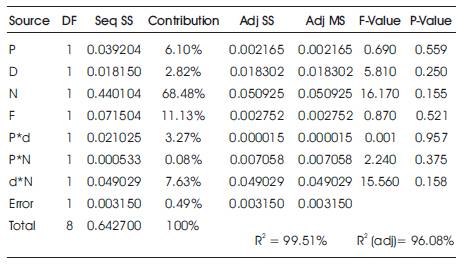
Table 8. ANOVA for Machining under MQL Condition
From the ANOVA results obtained for machining under the flooded condition, it was so evident that spindle speed influences more on the surface roughness of the machined steel component, trailed by the number of passes, feed rate, and depth of cut.
From the ANOVA results obtained for machining under MQL condition, it was so evident that spindle speed influences more on the surface roughness of the machined steel component, trailed by the feed rate, number of passes and depth of cut.
Response curves are graphical portrayals of progress in performance attributes with the variation in machining parameter level. Figure 5 shows the response graph for machining under flooded condition. From the graphical representation, the peak points are chosen as the optimum levels of machining parameters, such as level two of number of pass, level one of the depth of cut, level three of spindle speed, level three of feed rate.
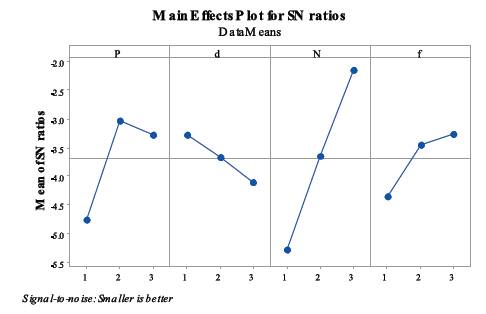
Figure 5. Response Graph Plotted for Machining under Flooded Condition
Figure 6 shows the response graph for machining under MQL condition. From the graphical representation, the peak points are chosen as the optimum levels of machining parameters, such as level two of number of pass, level one of the depth of cut, level three of spindle speed, level two of feed rate.
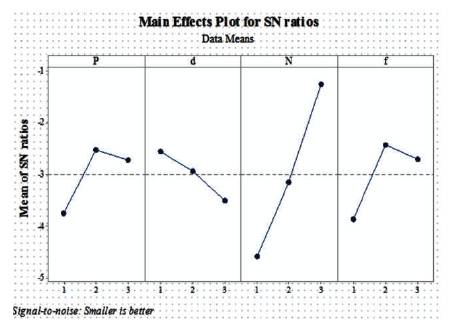
Figure 6. Response Graph Plotted for Machining under MQL Condition
The confirmation test was directed at the optimal levels of machining parameters and the outcome of machining under the flooded condition is given in Table 9. Similarly, the outcome of machining under the flooded condition is given in Table 10.

Table 9. Optimum Machining Parameters for Machining under Flooded Condition

Table 10. Optimum Machining Parameters for Machining under MQL Condition
From the optimum machining conditions for both the machining under flooded condition and MQL condition, it is evident that machining under MQL condition yielded a component with average surface roughness 0.805 μm, while machining under flooded condition yielded a component with surface roughness approximately 1.87% more than that of machining under MQL condition.
By means of regression analysis with the aid of MINITAB 17 statistical software, the effect of machining parameters on mean surface roughness (Ra) was modeled as follows.


Equation (2) is modeled from the results obtained from machining under flooded condition. Equation (3) is modeled from the results obtained from machining under flooded condition. For the above mathematical models, it 2 was discovered that the estimation of 'r ' is 0.9766 and 0.9951, respectively, where 'r' is the correlation coefficient 2 and the value range of 'r ' ought to be in the vicinity of 0.8 and 2 1 (Montgomery, 2008). The value of 'r ' shows the nearness of the mathematical model representing the yield response.
Based on the surface roughness test conducted on AISI 1045 steel during face milling with three TiN coated carbide inserts of 0.4 mm nose radius adapted into a face milling cutter of 25 mm in diameter under flooded and MQL machining conditions, this research work is concluded with the following key points.
P - Number of passes
d - Depth of cut in mm
N - Spindle speed in rpm
f - Feed rate in mm/min
CNC - Computer Numerical Control
TiN - Titanium Nitride
MQL - Minimum Quantity Lubrication
AISI - American Iron and Steel Institute
r - Correlation coefficient
Ra - Average surface roughness in μm
MPa - Mega Pascal
BHN - Brinell Hardness Number
R - Predictable surface roughness for machining under a flooded condition in μm
R - Predictable surface roughness for machining under a MQL condition in μm
S/N - Signal to Noise
dB - Decibel
DF - Degrees of Freedom
Seq SS - Sum of squares
Adj SS - Adjusted sum of squares
Adj MS - Adjusted mean squares
F - Fisher's ratio
P - Probability
Fe - Ferrous
C - Carbon
Mn - Manganese
P - Phosphorous
S - Sulphur