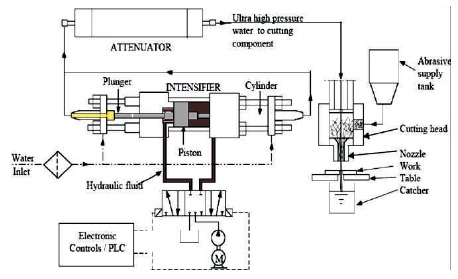
Figure 1. Schematic of Abrasive Jet Machining
Abrasive water jet machining (AWJM) process is one of the unconventional machining processes used in many industrial applications. Abrasive water jet machining process withstand very high operating pressures and also the flow of abrasive particles are at very high water pressure is made to remove material from work surface by erosion process. In AWJM process pure water and abrasive particles such are Si02, beads of glass; aluminum oxide and silicon carbide are majorly used. In this work, optimization of process parameters on the material removal rate, kerf width and surface roughness of Al6082 are done by using AWJ machining process. The experiments were conducted according to Taguchi Experimental design using four factors each at three levels to determine the effect of output responses like material removal rate, surface roughness and kerf width. Finally, multi-criteria optimization and compromise solution (VIKOR) algorithm has been applied for multi-objective optimization of the responses of Electrical Discharge Machining (EDM) process on Al6082 alloy.
Water stream or jet machine utilizes cold supersonic abrasive degradation to cut practically any metal or nonmetal. The profoundly pressurized water stream is constrained through a modest zone which diverts rough garnet to dissolve the material. Grating water stream and unadulterated water fly both begin with pressurized water, with pressure up to 4100 bar, at that point is transmitted to the cutting head where the pressurized water goes through a modest gap in gem opening. The weight is traded for speed at which is the water fly dissolves the material and cut them. The rough garnet is blended into water-stream and is quickened like a slug out of a rifle. As per the working guideline of AWJM, a profoundly pressurized water fly quickens the air driven rough particles to from a high vitality grating water stream which strikes the work-piece and evacuates the material as shown in Figure 1. The favorable circumstances acclaimed for AWJM might be recorded as: for all intents and purposes no residue, low power necessities, no warm anxieties, high cutting pace, no fire risks, better nature of cutting, diminished striation and viable on an expansive assortment of materials. Rough water stream is broadly utilized in the machining of materials, for example, titanium, steel, metal, aluminum, stone, inconel, any sort of glass and composites, solid pottery and even jewels the insignificant weights on the work piece. AWJ discovers its utilization for machining activities, for example, cutting processing penetrating, turning, shot-peening and so on. As of late, cleaning is done with the assistance of Abrasive water stream machine.
Figure 1. Schematic of Abrasive Jet Machining
Jurkovic, Perinic, Maricic, Sekulic, and Mandic, (2012) investigated on influence and effect of different process parameter of ABWJ machining on surface roughness of machined parts. Two different materials viz. stainless-steel and metallic element alloy were studied for optimization by Taguchi technique. Kolahan, and Khajavi, (2009) addressed the modeling and optimization of the parameters of AWJM to judge the consequences in cutting 6063-T6 aluminum alloy. Taguchi technique and regression modeling were used to establish the relationship between output and input parameters. Model proposed by authors was then fitted into simulated annealing algorithm to obtain desired depth of cut. Thakkar, Prajapati, and Thakkar, (2013) worked on optimization of machining parameters on material removal rate and surface roughness of work piece of Mild Steel. The study revealed that each one of the parameters considered within the study except cutting orientation have vital influence on surface roughness. Selvan, and Raju, (2011) worked on prediction by creating a mathematical model and were successful in predicting the surface roughness value of an AWJ machining of glass/epoxy laminate in the form of machining parameters. Ma, and Deam, (2006) analyzed the kerf geometry of cut in AWJM with help of an optical microscope. Authors illustrated that profile jet velocity and its effect on the developing and developed stage of kerf width on the projected work and concluded that the kerf width may narrows down at high cutting speed and increases with low cutting speed. Trivedi, Dhanawade, and Kumar, (2016) analyzed influence of process parameters on surface roughness in AWJM base using ANOVA technique. Authors concluded that traverse rate is most vital parameter that influence surface roughness and it varies proportionally and also found that increase in pressure in selected range will improves surface quality. Reddy, Rao, Kumar, and Reddy, (2010) studied that influence by four factors such as current, servo control, duty cycle and open circuit voltage over the outputs on MRR and SR on the die-sinker Electrical Discharge Machining (EDM) of machining AISI 304 SS. They had been employed Design of Experiments (DOE) technique with mixed level design and analyzed for performance for a minimum number of runs. They achieved that for higher MRR, the current, servo and duty cycle should be fixed at high levels. Singh, Maheshwari, and Pandey, (2004) investigated the influence of machining settings such as peak current on MRR and Ra in EDM of E31 tool steel heat treated with different tools such as 16 copper, brass, aluminum and copper tungsten. From results copper and aluminum electrode gives higher MRR with these tools. Rahman, Khan, Kadirgama, Noor, and Bakar, (2011) experimentally found out the machining characteristic of austenitic stainless steel 304 through electric discharge machining. The investigation shows that with increasing current increases the MRR and surface roughness. Tomadi, Hassan and Hamedon (2009) analyzed the effect of machining settings of tungsten carbide on the outputs such as MRR and surface finish. Confirmation test performed to evaluate error between predicted values and by experimental runs in terms of machining characteristics. They found that copper tungsten tool gave better surface finishing on the work piece. Reddy, (2014) experimentally found that surface roughness reduces at maximum speeds and at minimum feed rate. If the feed rate is high the surface finish reduces there by surface roughness increases. Anuraag, and Reddy, (2016) conducted experiments and concluded that increase in peak current causes an increase in the MRR irrespective of the choice of pulse on time and for any fixed value of peak current, the MRR decreases with an increase in the pulse on time irrespective of the concentration of silicon carbide in aluminium. For constant discharge time and peak current the MRR increases with increasing the composition of silicon carbide in aluminium.
Recently Al6082 alloys are mostly being used for Aerospace, Automotive and Electronic applications. In this present work the machining of Al6082 by AWJM process to determine the optimal parameters by using VIKOR method is undertaken.
To conduct this experiment Al6082 work piece is used to machining operation. Table 1 demonstrates the compound synthesis of Al6082.
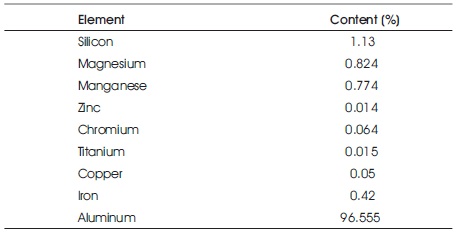
Table 1. Compound Synthesis of Aluminum Alloy-6082
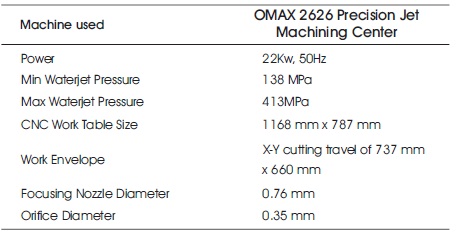
Table 2. AWJM Specifications
This composite has extensively more silicon content than magnesium or different components. This compound has low weight, high warm and electrical conductivity in contrast to steel. It has magnificent consumption protection from air, water and oils so painting of the parts made by this combination is forestalled. Its properties incorporate high bearing limit, simplicity of usefulness, weld capacity, high strength, colossal fabricabilty, low upkeep cost, simplicity of expulsion.
The experiment for this study is carried out on AWJM as shown in Figure 2.

Figure 2. Photograph of the AWJM setup
Machining parameters for experimentation is considered with of three levels of process parameters for the experiment is as given in Table 3.
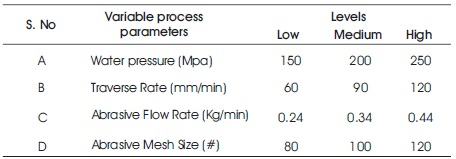
Table 3.Variable Process Parameters at different levels
DOE L27 Orthogonal array designs of experiments were used to conduct the processing on work piece as shown in Figure 3.

Figure 3. Photograph of the VMS
In the present experimental study traverse rate, abrasive mesh size, abrasive flow rate and water pressure have been considered as machining variables.
Material removal rate: MRR is calculated by measure the time of machining. Material removal rate may be calculated with the help of formula
where,
i=length of the specimen
b= breadth of the specimen
h=height of the specimen
t=machining time Kerf width:
Kerf is equal width of material removed by a cutting method. Kerf width is measured by Video instrument, a Video Measuring System, with a resolution of 0.5 and 6.5:1 zoom optics giving 12-300x magnification with auxiliary lens and metlogixnM3 science software system was used. The VMS as shown in Figure 4.

Figure 4. Photograph of the VMS
Surface roughness: It is quality of the machining surface associated with the geometric irregularities of the surface. Surface roughness (R ) is measured with arithmetic a average height of surface on the top and below the central line. it is carried out by using Mitutoyo SJ-201 Talysurf.
Taguchi has visualized another strategy for directing the structure of examinations which depend on very much characterized rule. This strategy utilizes an uncommon arrangement of exhibits called symmetrical clusters. These standard clusters stipulate the method for leading the insignificant number of examinations which could give the full data of the considerable number of elements that influence the execution parameter. The core of the symmetrical exhibits strategy lies in picking the dimension mixes of the info structure factors for each test. Design of Experiment (DOE) is logical way to deal with concentrate the impact of numerous factors at the same time. DOE has favorable circumstances of less number of examinations required for exactness in actuality estimation enhancement nature of an item or process. AWJM is such a procedure in such a procedure in which various control factors on the whole decide the yield reactions. Subsequently, in the present work one factual system called Taguchi technique is utilized to upgrade the procedure parameters prompting the enhancement in quality attributes of the part under examination. The most essential advance in the DOE lies in the determination of the control factors and their dimensions. AWJM process has huge number of process parameters yet dependent on various writing audit four machining parameters to be specific, water weight [MPa], stream cross rate [mm/min], grating stream rate [kg/min] and abrasive mass size [#] are distinguished and set at three dimensions which are appeared Table 3. For further experimentation L 27 Orthogonal cluster has been chosen which is given in Table 4. Considering every one of the four control parameters at various dimensions all out 27 tests have been performed. Taguchi is single reaction enhancement procedure implies this technique improve one parameters at any given moment so this strategy can't be pertinent under the given conditions. So as to improve multi responses, the VIKOR method was implemented.
VIKOR (Vlse Kriterijumska Optimizacija Kompromisno Resenje) means that multi-criteria optimization and compromise solution developed by Opricovic and Tzeng within the year 1998. the essential thought of VIKOR technique lies in shaping the positive and also the negative ideal points within the solution space. The following steps are used to determine the optimal parametric values.
Step 1: In this methodology first step is to calculate the decision matrix with the help of alternatives in the row and attributes in the column and the formula is represented as follows.
Where, a (i= 1, 2, 3, . . . . . m) suggests alternatives and x i j (j= 1, 2, 3, . . . . n) represents attributes.
Step 2:
Here to find out normalized decision matrix and the formula is as follows.
where i= 1,2, 3,….,m; j=1,2,3….,n
Step 3:
In this step calculate utility measure (S ) and Regret i measure (R ) by using the following equations for i Beneficial and Non-Beneficial attributes as follows.
Utility Measure:
For Beneficial attribute

For Non- Beneficial attribute

Re gret Measure: For Beneficial attribute

For Non- Beneficial attribute

Step 4:
This is the final step in the VIKOR method, based on the following coefficient the ranking order is given and formula can be represented as follows.

V value is taken as 0.5 and hence, V can take any value between 0 to 1.
The trial structure and comparing results from the experimental plan for MRR, surface roughness and Kerf width is as shown in Table 4. Utilizing Minitab 17 programming and finally the process parameters are to be optimized by utilizing VIKOR method. The optimal parametric set is calculated by using VIKOR method and steps are tabulated as follows. Table 5 is used to represent decision matrix and then by using the above date the normalized decision matrix values can be find out and tabulated in Table 6. After that the utility measure and re gret measure values were calculated for beneficial and non- beneficial attributes and those are represented in Table 7 and finally the ranking is given based on the highest relative co-efficient and tabulated in Table 8.
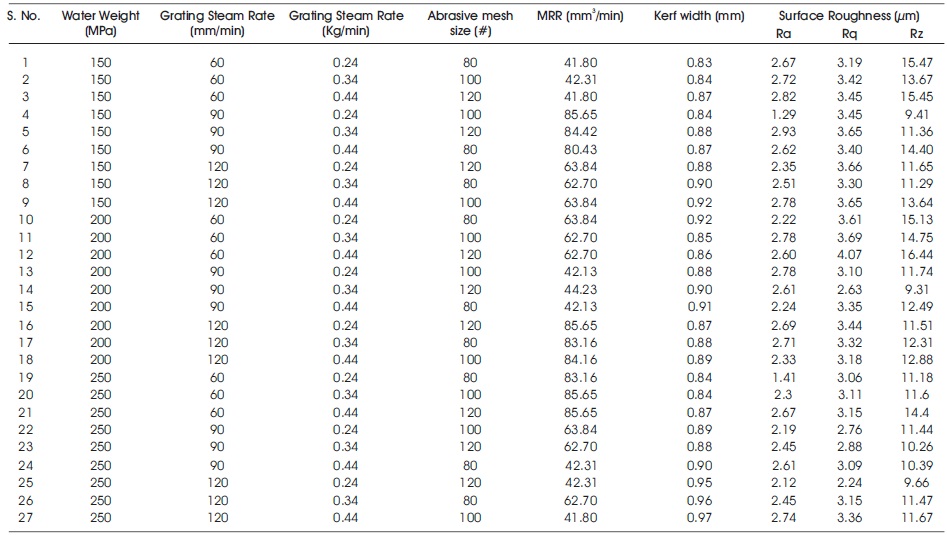
Table 4. Results for Experimental design runs by Taguchi L27 Method (Kumar & Kumar, 2017)
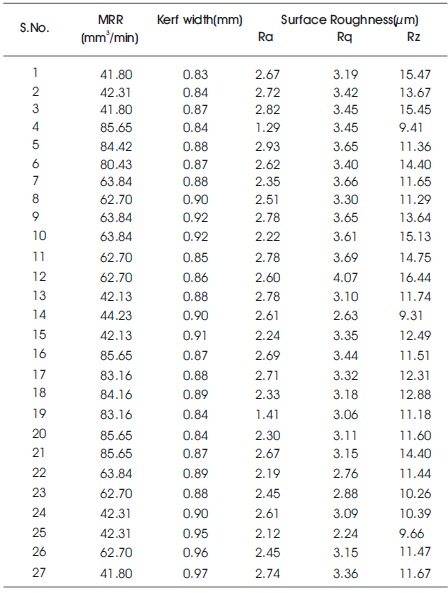
Table 5. Decision Matrix
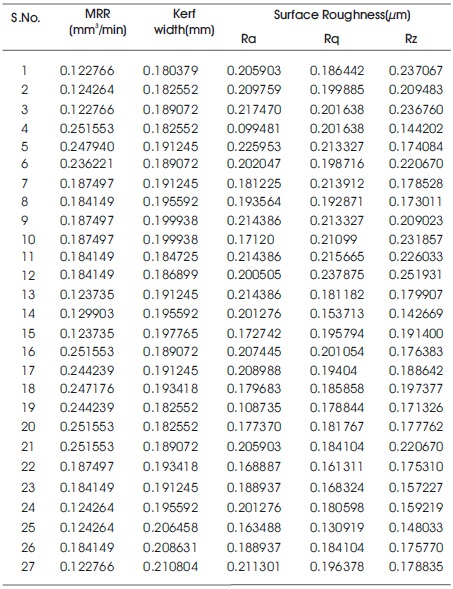
Table 6. Normalized Decision Matrix
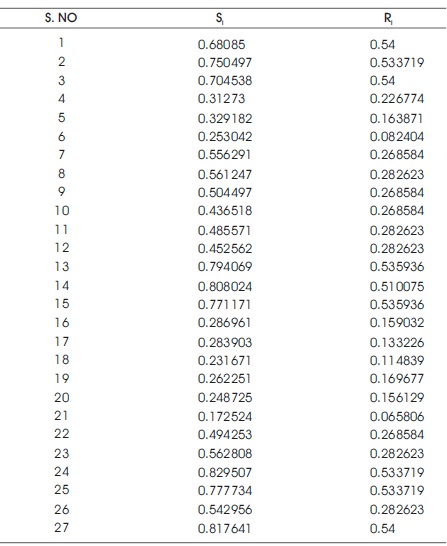
Table 7. Utility Measure and Regret Measure
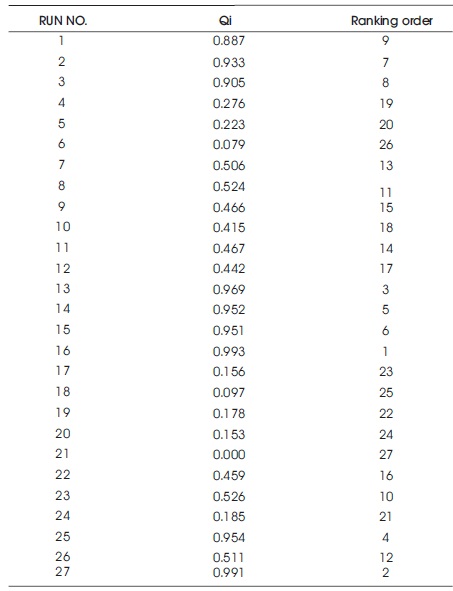
Table 8. Measuring Co-efficient and Ranking Order
Rank the preference order based on their largest relative co-efficient. It is observed from the Table 8, for the higher relative coefficient is obtained for 16th experimental run. Hence the best parameters of experimental 16th run are in the following.
Preferred input parameters are:
Observed best output parameters are:
After attaining optimal level of the AWJM process parameters, then verify the percentage change of MRR, Kerf Width and Surface Roughness between initial settings and for this optimal combination. Results from the confirmation experiment after optimizing the process parameter set like A1B3C1 D3, were shown that there is increase in MRR, reduction in Kerf Width and Surface Roughness.
The present work aims at improving the surface quality, reducing the kerf width and maximizing the MRR of Al 6082 alloy by optimizing the process variables and output responses. Taguchi's Technique has been used to conduct the experiments by water pressure, jet traverse rate, abrasive flow rate and abrasive mesh size. Finally Multi-attribute optimization has been performed using VIKOR method to determine the most significant set of process parameters. The following are the optimal process parameters for the present work:
Optimal input parameters are:
Optimal output parameters are:
Rq = 3.69μm and Rz =11.51μm