
Table 1. Chemical Composition (wt %) of the Base
The Ti6Al4V alloy is generally welded using Gas Tungsten Arc Welding (GTAW) technique, due to its easy availability and cheap equipment cost. The Laser Beam Welding (LBW) technique is used in places where high quality and precision welds are preferred. Even though the GTAW technique is commercially cheaper, it has its inherent drawbacks like broad Heat Affected Zone (HAZ) and associated metallurgical changes due to long duration of exposure to the welding arc. The laser beam welding produces a narrow heat affected zone (HAZ) and minimum welding defects, but its application is limited due to its high equipment cost.
In this investigation square butt joints were fabricated from 1.6 mm and 3 mm thick plates of Ti6Al4V alloy using laser beam welding process. The tensile strength, impact toughness, micro hardness, microstructure and the fractography of the weldments were studied to determine the effect of plate thickness on these mechanical properties and the mode of failure in laser beam welded joints. Even though the 3 mm thick plate exhibited high tensile strength, the notch strength ratio was less than unity, whereas the 1.6 mm thick plate showed lower tensile strength and higher notch strength ratio. This indicates that the 1.6 mm thick plate could be used in low strength applications and the 3 mm thick plates could be used in high strength static loads and low cycle load applications.
Titanium became commercially available around 1940 after William J. Kroll processed titanium using his Kroll process. Among the various grades of titanium, Ti6Al4V alloy (ASTM Grade 5) is the most widely used titanium alloy. It is extensively used in aerospace, sports cars and sports accessories due to its high strength-to-weight ratio. Its good corrosion resistance makes it ideal material for petrochemical plants and chemical processing plants. The Ti6Al4V alloy is used in making prosthetics, orthopedic implants, dental and endodontic instruments, dental implants due to its biocompatibility. Titanium is used to contain radioactive materials fabricated by laser beam welding process.
The welding of Ti6Al4V alloy is challenging because of its high chemical reactivity to atmospheric gases, which causes a reduction in mechanical properties. In almost all the welding techniques shielding gas like argon is used to provide protection to the hot weld region from the atmosphere. In this investigation the Laser Beam Welding technique was used since the heat input is less in LBW due to its high-energy intensity. Thus the welding process happens in a fast manner and there is less time for producing broad heat affected zone.
During the LBW process the molten metal flows in the form of a small wave supported by surface tension, behind the keyhole produced by the laser beam. Then the wave reorients round the edge and slumps to the back of the keyhole and solidifies at the trailing edge, through the depth of the keyhole causing chevron weld bead pattern. The laser beam welded components have good mechanical properties and good aesthetic appeal due to the chevron bead pattern. Even though the LBW technique yields narrow heat affected zone (HAZ), the rapid heating and cooling associated with LBW, makes the welded components prone to defects like thermal cracking, porosity and distortion.
The literature on laser beam welding of titanium alloys is very less. Several investigators like Anthony W.Thompson et al., (1979); Missori.S, et al., (2003) have studied the effect of the laser beam welding process on the microstructure, hardness, mechanical properties and the mode of failure of Ti6Al4V alloy. The influence of the molten weld metal flow behaviour on the mechanical properties of the weldments and its effect on the aesthetic appeal of the weld bead was investigated by Akira Matsunawa et al., (1998) . Sun Zheng et al., (2001) found the penetration capability of LBW to be better than GTAW and plasma welding process. Caiazzo.F et al., (2004) studied the effect of shielding gases on the mechanical properties of laser beam welded plates. Karimzadeh.F et al., (2005) studied the microstructural changes in thin titanium alloy sheets using micro plasma arc welding process. The effect of grain orientation on the tensile properties and their mode of failure have been studied by Bergmann.J.P, (2005) , Mithun Kuruvilla et al., (2008) and Pilchak.A.L et al., (2009) . The influence of grain size on the tensile properties and toughness has been investigated by Dae HeeWon et al., (2003) and Bhattacharjee.A et al., (2006). The effect of LBW parameters on weld defects was studied by Akman.E et al., (2009) . Bupesh Raja.V.K et al., (2009) studied the microstructural changes in Ti6Al4V alloy due to GTAW and LBW process. There is very little literature about the laser beam welding of thin plates of Ti6Al4V alloy. Therefore this investigation was done to study the effect of plate thickness on the mechanical properties of laser beam welded Ti6Al4V alloy plates.
The 1.6 mm and 3 mm thick plates of annealed Ti6Al4V were cut into sizes (50 mm width x 250 mm length). The square butt joints were fabricated along the rolling direction. The welding was carried out autogenously without any gap between the butting plates, to avoid the laser escaping through the gap causing loss of energy and incomplete fusion. The investigations were done in as welded condition. The parent metal composition was determined using a vacuum optical emission spectrometer (SPECTRO-LAB, Germany). The chemical composition of the base metal (Ti6Al4V alloy) conformed to ASTM B265 (Table1).
The laser used for the experiments was a transverse flow conduction type of carbon dioxide LASER controlled by a computer numerically controlled system. The optimal inert gas shielding was achieved by conducting the inside a chamber purged with 99.9% argon (Table 2).
The welding was done inside a chamber and purged with argon to prevent contamination of the weldment. In order to avoid any distortion of the welded plates, a specially designed fixture was used to prevent the defects and to facilitate complete argon shielding of the weldment. The microhardness examinations were carried out using 'WILSON WOLPERT' micro Vickers hardness tester with 0.5 kg load.
The grain size measurements were done as per ASTM E112 Comparison Method. The microstructural examinations of the weldments were done using an optical microscope (METAVIS 1000). The metallographic specimens taken in the transverse section were prepared by polishing with several grades of emery papers and polished with lavigated alumina and final polishing was done using diamond polishing compound (0.25 μm particle size). The polished specimens were etched with Krolls reagent (1 to 3 ml HF, 2 to 6 ml HNO3 and 100 ml H2O, as per ASTM 192).
The X ray radiographic investigations were done using ANDREX (200kV, 5 mA constant). A sensitivity of 2 % of 2T was used, where T is the plate thickness. The image quality indicator (IQI) was as per ASTM 12.
The tensile (smooth) and the tensile (notched) specimens were prepared as per ASTM E8M-05 standard as shown in Figure 1, Figure 2. The specimens were milled with H.S.S milling cutter using mineral oil as coolant, to prevent chlorine contamination of Ti6Al4V alloy. Machining was done carefully to impart smooth machined surface, thus preventing stress concentration on the surface. The tensile tests were done in a 100 KN, Servo-Mechanical Controlled Universal Testing Machine (UNITEK–94100). The tensile tests were carried out at the rate of 1.5 KN/min as per ASTM testing specification.
Table 1. Chemical Composition (wt %) of the Base
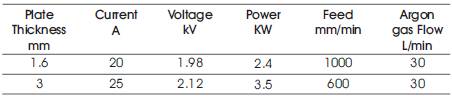
Table 2. Laser Beam Welding Parameters
The Charpy impact tests were carried out in the Krystal Elmer Impact testing machine (KI-300). The impact specimens were prepared as per the ASTM E23-96 specification, having a V notch 2 mm deep with a 0.25 mm root radius as shown in Figure 3.
Radiography reveal thermal cracking in some of the 1.6 mm thick plates, which was evident as a dark line, sometimes angular and sharp. These cracks were probably due the thermal conditions caused by the rapid heating and cooling of the weld pool by the high intensity laser beam.
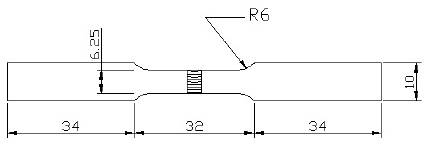
Figure 1. Dimensions of un-notched tensile specimen (all dimensions are in mm)
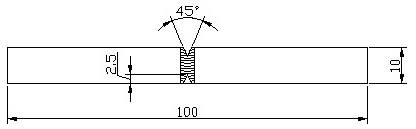
Figure 2. Dimensions of notched tensile specimen (all dimensions are in mm)
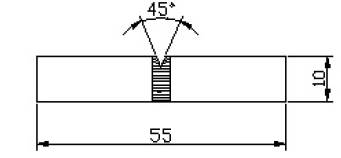
Figure 3. Dimensions of Charpy impact specimen (all dimensions are in mm)
The base metal showed a hardness of 327 VHN. The laser beam welded joints resulted in small aspect ratio and increased hardness in the fusion zone. The 1.6 mm thick plate weldments showed a higher hardness value of 544.5 VHN and the 3mm thick plate weldments showed a hardness of 451.6 VHN due to the short period of exposure to the laser heat input and followed by rapid quenching. When compared with the 1.6 mm plate, the 3 mm thick plate showed lesser hardness, therefore yielding better tensile strength (Table 3).
The Ti6Al4V alloy base metal showed high ultimate tensile strength of 935 Mpa (Table 4). The laser beam-welding process caused a loss of tensile strength due to the thermal condition prevailing during the LBW process. The 1.6 mm thick plates showed poor tensile strength due to the rapid quenching behavior associated with the LBW process and also it was prone to thermal cracking and distortion, whereas the 3 mm thick plates showed better tensile strength. The joint efficiency of the 1.6 mm thick plates was 14.2 % and that of the 3 mm plate was 61.7%. Therefore the 3 mm thick plates are possessing better tensile strength (Table 5). The reduction in the tensile properties could be due to increase in hardness in the LBW weldments.

Table 3. Microhardness Variation in Laser Beam Welded Ti6Al4V alloy plates (VHN)

Table 4. Tensile Property of Ti6Al4V alloy Base Metal
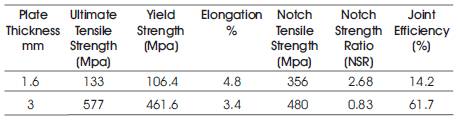
Table 5. Tensile Property of Laser Beam Welded Ti6Al4V alloy plates
The tensile test done on smooth tensile specimen some times do not reveal the possibilities of the material to have low ductility in the real world application. This weakness or sensitivity or loss of ductility can be evaluated by providing notch, which causes a triaxial stress field to be formed, leading to a ductile material to fail in a brittle manner. The notch brittleness or high notch sensitivity can be determined by the notch strength ratio (NSR).
The notch strength ratio (NSR) is the ratio of the ultimate tensile strength of notched specimen to the ultimate tensile strength of the unnotched specimen.
In this investigation the NSR of the base metal (Ti6Al4V) is 1.27 and the NSR of the laser beam welded 1.6 mm thick Ti6Al4V plate was 2.68, since both values are above unity it indicates that the material is insensitive to brittle fracture and it is ductile in nature. Whereas in the case of the laser beam welded 3 mm thick Ti6Al4V plate had a NSR value of 0.83, since it was below unity value the material is notch brittle as illustrated in Figure 4.
The impact strength of the weldments of both 1.6 mm and 3 mm thickness is reduced when compared with the base metal (Table 6). This reduction in the impact strength is due to the transition of the fracture mode from ductile mode in the base metal, to a combination of brittle and some ductile mode of failure in the weld metal.
The base metal is a cold rolled, annealed plate. The transverse section of the parent metal shown in Figure 5 exhibits elongated α grains in a matrix of intergranular β (grey). The reduction of ductility of the laser beam welded plates when compared to the parent metal would have been probably due to low ductility of  martensite microstructure and the reduction in grain size in the fusion zone. When compared to 1.6 mm plate the 3 mm plate has bigger grains, therefore causing increase in tensile properties. The drastic change in the grain size of the fusion zone when compared with the base metal caused the reduction of impact strength (Table 7).
martensite microstructure and the reduction in grain size in the fusion zone. When compared to 1.6 mm plate the 3 mm plate has bigger grains, therefore causing increase in tensile properties. The drastic change in the grain size of the fusion zone when compared with the base metal caused the reduction of impact strength (Table 7).
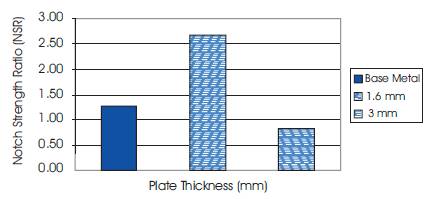
Figure 4. Notch Strength Ratio (NSR) of Laser Beam Welded Ti6Al4V alloy plates.

Table 6. Impact Strength of Laser Beam Welded Ti6Al4V alloy plates in Joules.
In the fusion zone (FZ) of both the 1.6 mm and 3 mm thick plate weldments, the whole matrix has been converted 'into -alpha prime (martensite), with the prior beta grain boundary. As the heat of the weld is more than the beta transus temperature, beta grains are formed and the grain boundaries are retained.
In the fusion zone of 1.6 mm plate weldment, grains are small since the heat input in the laser beam welding is focused and localized and rapid heating followed by rapid cooling takes place. Here the β transus temperature is maintained for shorter duration and immediately followed by rapid quenching by the surrounding shielding gas and the parent metal. This causes the raise in the microhardness through the formation of small grains of needle like martensite microstructure as shown in Figure 6.
In the 3 mm thick plate weldments there are transformed beta grains formed due to heating near beta transus temperature and the rapid quenching. The grains are big since here there is some time is available for grain growth and the base metal maintains the heat in the heataffected zone (HAZ) to aid this grain growth as shown in Figure 7. Thus contributing to a lesser hardness and higher tensile strength.

Table 7. ASTM grain size number of Laser Beam Welded Ti6Al4V alloy plates
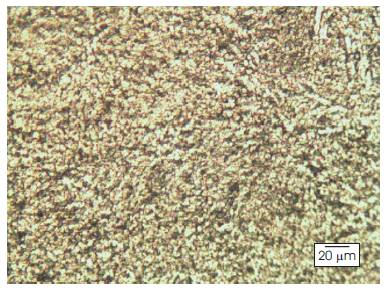
Figure 5. Microstructure of Ti6Al4V base metal
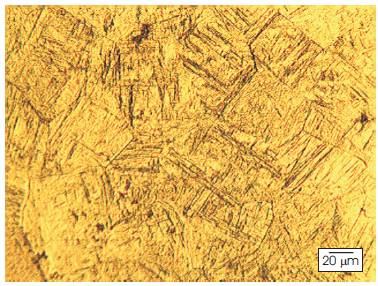
Figure 6. Microstructure of Fusion Zone of 1.6 mm Ti6Al4V plate
The tensile specimens were subjected to Fractographic investigation to determine the nature of failure and the effect of the plate thickness on the tensile properties of the Ti6Al4V alloy. The base metal fractured surface had dimple morphology indicating a ductile failure (Figure 8). When compared to the base metal, the 3mm and 1.6 mm thick laser beam weldments showed a decrease in the ductile dimples. The 1.6 mm thick weldments with tearing morphology along with ductile dimples is shown in Figure 9. This reduction in the dimples caused the reduction of tensile strength.
The loss of tensile strength shall be due to the formation of hard alpha prime microstructure and due to the thermal conditions caused by the rapid heating and cooling during the laser beam welding process. In the 3mm thick weldments slight tearing and more dimples morphology were present as shown in Figure 10, this vindicates the reason for better tensile strength.
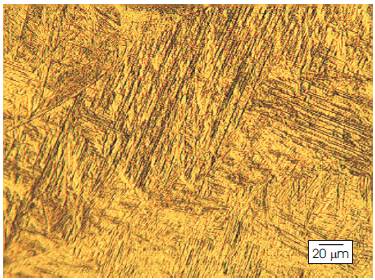
Figure 7. Microstructure of Fusion Zone of 3 mm Ti6Al4V plate
The appearance of the fractured surfaces of the laser beam welded Ti6Al4V plates, both 1.6 mm and 3 mm thick seems to be formed by ductile or microplastic tearing on a submicron scale. This mode of failure is a distinct mode of “nonclassical failure” referred to as a “tearing topography surface” or “TTS fracture”. The presence of tearing mode along with the ductile mode of failure also is caused due to grain growth and grain orientation caused during the formation of chevron bead pattern.
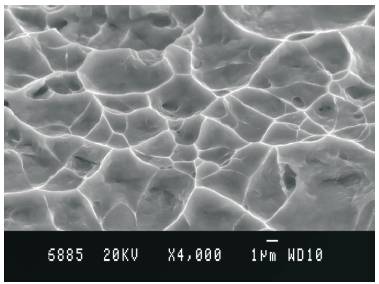
Figure 8. Fractograph of Ti6Al4V base metal
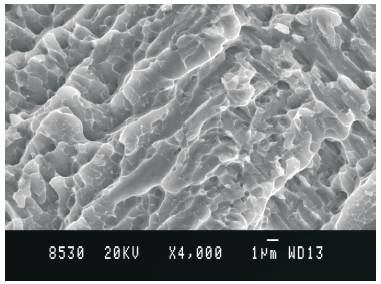
Figure 9. Fractograph of 1.6mm thick Laser Beam Welded Ti6Al4V alloy plates
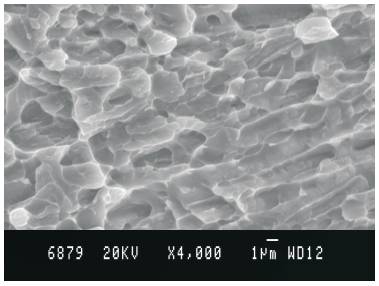
Figure10. Fractograph of 3mm thick Laser Beam Welded Ti6Al4V alloy plates
In this investigation the Ti6Al4V alloy plates of 1.6 mm and 3 mm thickness were fabricated by laser beam welding process. The laser beam welded joints were subjected to microstructural, Micro Vickers hardness, tensile test, charpy impact test and fractographic investigations. The microstructural investigations showed the laser beam welding process produced a microstructural conversion ’ of the whole matrix converted into α -alpha prime (martensite), with the prior beta grain boundaries. This microstructural change caused the increase in the hardness value in both the 1.6 mm and 3 mm plate weldments, causing the decrease in the tensile strength of both the plates. Even though the 3mm thick weldments yielded good tensile strength than the 1.6 mm thick plates, the notch strength ratio was more than unity. Therefore the 3mm thick weldments are suitable for static load conditions and the 1.6 mm thick weldments can be used for low load conditions.