
Figure 1. Current Manual Bag Diverter And Loading System
In the 21st century, IoT (Internet of Things) is the most emerging and trending field, similarly IIoT (Industrial Internet of Things) is also an equivalent emerging field among various industries. This paper presents the implementation of the proposed auto truck loading system. The system is used to increase the handling efficiency and production rate of packing plants at varied cement industry through the development of two systems. The first system, Auto Cement Bag Diverter also termed as Variable Distributing Machine variably distributes a number of bags between two conveyors as per the user requirement. The second system, Auto Truck Loading System gets the benefit of higher reaction time due to VDM as bags will arrive at it at certain gaps and it will be easy to handle at such fast pace (3200 bags/hr). Due to VDM, the roto-packer speed of production can be increased considerably and the handle at Loading system will be efficient than the previous loading system. Also, multiple stations can be operated at a time with the double speed of production. VDM will satisfy on social, environmental, economical basis, and overall a sustainable development. The developed system is implemented and installed in cement plant. The significant improvement in terms of the production rate of roto packer and per hour production (in rupees) has been observed.
Earlier, most of the industry prefers PLC for major and minor machinery development. Now industries are on way towards processors and controllers for minor machinery automation. Challenging part for most of the industry is to maintain production rate, increase efficiency, higher growth, and reliable safety measures. Auto Truck Loading System (ATLS) can maintain above factors for the cement industry. But by adding up the Variable Distributing Machine (VDM)/ Cement Bag Diverter in ATLS, it can multiply above factors. VDM can be classified under IIoT (Industrial Internet of Things). In a competitive market, most of the industries are on a way towards the sustainable development of materials which includes Social, Economic, and Environmental benefits. VDM will satisfy all the above norms of sustainability.
In present Cement Bag Diverter system, the pneumatic operated wheel type bag diverter is used [1]. Figure 1 shows existing manual bag diverter and loading system. This system is operated by a manual push button and before engaging diverter conveyor must be stopped.
Figure 1. Current Manual Bag Diverter And Loading System
For accurate and instant response for the diverter, either pneumatic or electric actuators are to be used. As this diverting mechanism need to handle cement bags with 50 kg weight, load carrying capacity should be high. Electric motor with this much load capacity would be much high in cost compared to a pneumatic actuator, So, by comparison of actuating speed, loading carrying capacity and costing parameters, pneumatic actuator is granted as best actuating mechanism for the particular application. The diverting plate is pivoted at one end through shaft and bearing and the pneumatic actuator is assembled at the middle of the diverting plate as shown in Figure 2. This arrangement provides rotary motion to the diverting plate and also provides resistance to diverting the plate during the impact of cement bags in actuating condition.

Figure 2. CAD Model of Diverting Mechanism
Cement bag travels on the conveyor with some kinetic energy. But during impact, work is done by diverting plate to slow down cement bag. This relation between change in kinetic energy and work done by the diverting plate will give impact force applied by bags on diverting plate. Here due to impact, final kinetic energy is considered as zero.
Also, Work done = Change in Kinetic Energy.
Therefore, F= ½(mv2 /s).
Impact force by 1 bag = 55.5 N.
Figure 3 represents the System level Block diagram of proposed auto truck loading system. As diagram shows, it consists of two sub-systems, namely auto bag loading system and variable distributing machine. In the variable distributing machine, Arduino is being used as a controlling unit [12-14].
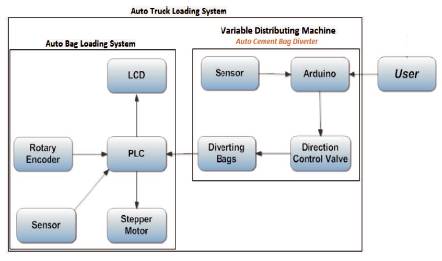
Figure 3. System Block Diagram
Figure 4 depicts the full flow of the proposed system. The "OFF" state diverter plate will be at the side of the conveyor and it will allow bags to pass. The diverting plate is voted through the bearing on structure pi, mounted on conveyor's structure. The piston is mounted on diverter plate and rectangular beam, which is fixed on the base. When the signal is received from sensors to DCV, "ON" state will be active and diverter plate will divert the bag and hold the position till "OFF" signal is received.
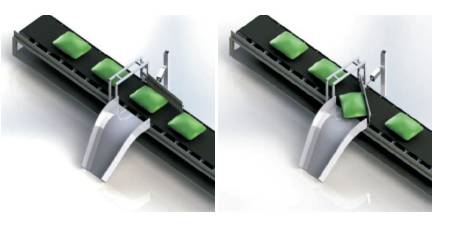
Figure 4. Mechanical Design of VDM
Figure 5 shows the working model of the system.
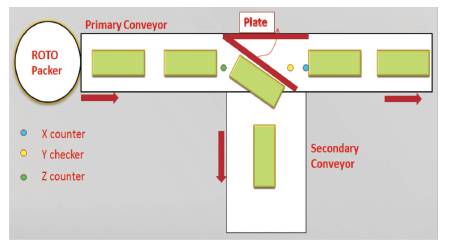
Figure 5. Working Model
Here X counter and Y checker are of the Diffuse type. Photoelectric sensor of NPN type, and Z-counter is of Through-beam photoelectric sensor of PNP type. The details of this sensor are under section 4, system components.
VDM will ensure to control high production rate of cement bags dispatched from roto-packer and an increase in overall efficiency. Use-case diagram and sequence diagram will clarify the working of VDM in Figure 6.
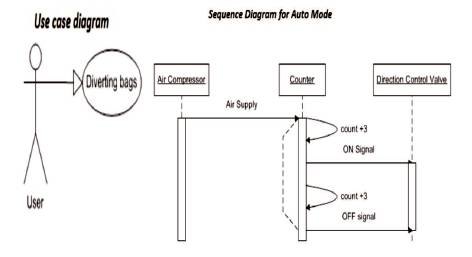
Figure 6. Use Case and Sequence Diagram
As per Figure 7, VDM provides two modes for user, i.e. AUTO mode and MANUAL mode. This mode is controlled by toggle switches, which is only accessible to user and rest circuitry will be the case. Here the user is mostly workers of cement plant, therefore by considering the workers, the machine consists of just two switches that make it a user-friendly system. In AUTO mode, the machine will work as explained in the working of variable Distribution Machine. While in MANUAL mode, the worker will judge the flow of bags.
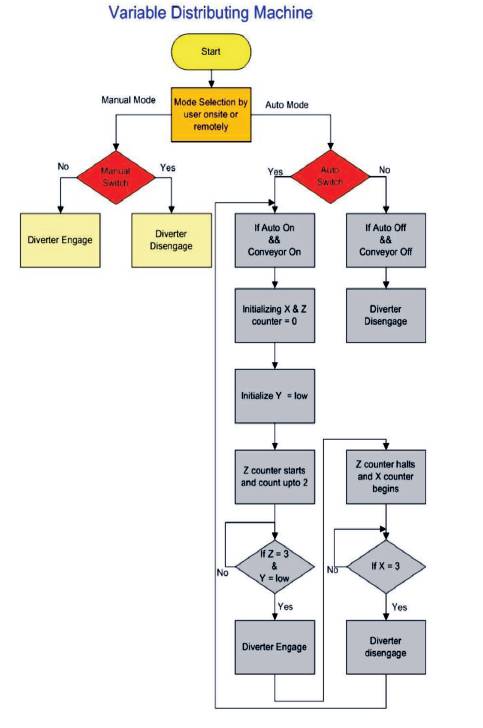
Figure 7. Flowchart of VDM
VDM is an add-on unit to any ATLS system. The main motive of this ATLS system is to simplify the ATLS system by aligning the plates parallel to the truck which will be helpful in directing the bags parallel to the truck and later on placing mechanism should be judged. The proposed model of ATLS is shown in Figure 8. The container in the figure is to be considered as a truck carrier. Two plates in front will always be parallel to each other through link bar mechanism. Target is to make this plate parallel to the truck carrier. For this task, a rotary encoder will be installed at the angle point of a conveyor. This will continuously monitor the angle generated by the conveyor. Now program will be in such a manner that when conveyor moves in a clockwise direction, then direction plates should move in an anticlockwise direction and vice versa. This will be done through stepper motor to guide the plates or by a linear actuator mounted on top of the conveyor. This will guide the cement bags always parallel to the truck carrier.

Figure 8. Working Model of ATLS
Sensors are devices which measure physical quantity and record or respond according to it. The main challenge in the selection of sensors for cement industry is exposure to dust. Therefore sensors should not be affected by dust; another factor is a range of sensors. In the proposed mechanism, cement bags on conveyor has to be detected.
Table 1 shows the study of different sensors on the basis of range. Out of which photoelectric sensor is best for VDM. As sensing range required for VDM should be near to 1 meter.

Tabel 1. List of Sensors used
Photoelectric sensors are also classified in three different types of sensor listed.
Due to the less physical stability of Through-beam and retroreflective sensor, diffuse type sensors is selected as a best-suited sensor for VDM. Autonics BR20m-TDTD-P [1] sensors were also utilised for VDM, but due to its placement, dust were the issues in sensing signals. So, Autonics BX700 DDT [2] is the disuse sensor utilised in this VDM. This sensor is of both NPN and PNP type.
PNP sensor also termed as sink type sensor and NPN sensor as the source type. In PNP sensor, the signal sinks to ground through load, i.e., relay while in NPN signal is source from positive supply. PNP and NPN sensors differ slightly from internal circuitry through NPN and PNP transistors, respectively [4]. Figure 9 shows the NPN and PNP Sensors.

Figure 9. (a) NPN Sensor, (b) PNP Sensors [3]
In semiconductors, NPN has high electron mobility compared to PNP. Therefore, large amount of current flows through it and operates quickly. In NPN transistor, current flows from collector to emitter while in PNP current flows from emitter to collector. Working of both is opposite to each other.
In NPN transistor, as current is high on base terminal then it turns ON and conducts from collector to emitter. Here supply is connected to the collector and whenever a signal attains the base voltage and current becomes high and current draws from collector to emitter inside the sensor. So, NPN sensor is a source type sensor.
Similarly in PNP transistor, when current is high on base then the transistors shuts off as soon as the current is withdrawn from base transistor turns ON. Inside sensor, PNP is just a reverse logic to NPN sensor [4] .
Ingress protection standards, a two-digit number was established by the International Electro Technical Commission and is used to provide an Ingress Protection rating to a piece of electronic equipment or to an enclosure for electronic equipment. If IP number is increasing that means the device is well protected from dust and water [6]. Figure 10 shows the Ingress Protection Standards.
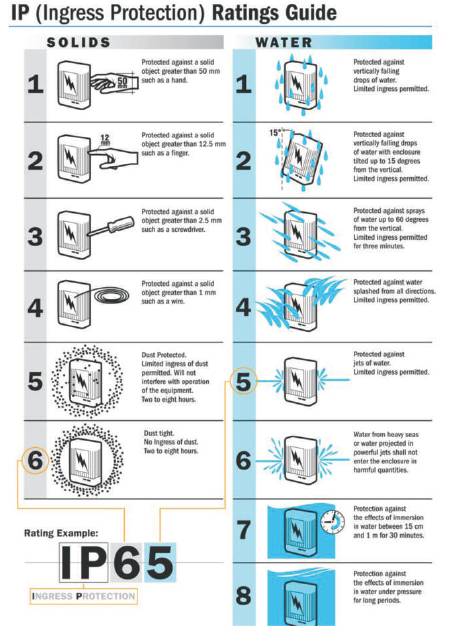
Figure 10. IP Standards [5]
The specifications of the relay are shown in Table 2. The features of this relay are:
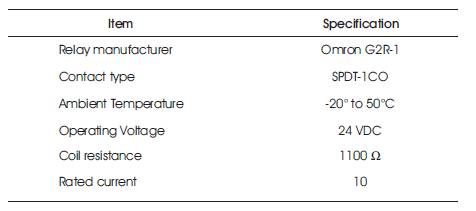
Tabel 2. Relay Specification [7]
Also 110 VAC relay is given as input conveyor signal. VDM will work only if conveyor signal goes high through 110 VAC relay.
Specifications of relay is
A pull-down resistor holds the logic signal to zero volts when no signal is available to an active device. So the value of resistor changes as active device alters and it is specific for a particular device. Figure 11 shows the pull-down resistor configuration. Here, if the pull-down resistors are not connected, then there is always fluctuation in the signal which causes damage. If we connect resistance without proper calculation, then some signal might get missed or added, i.e., exhibits the garbage value.
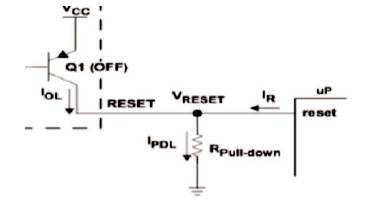
Figure 11. Pull Down Resistor Configuration [9]
These sensors are reset low circuit. The calculation of resistance is as follows.
According to Kirchhoff's law,
I(PDL) = I(OL) + I(R )
I(PDL) = 45mA + 0.001 mA
I(PDL) = 45.001 mA
Now,
R(PD) =V(IL) / I(PDL)
R(PD) =1.5 / 45.001
R(PD) = 33.34 Ω
So, sensor signal should be pulled down to approximately 34 ohm to obtain fluctuationless signal.
Figure 12 shows the detailed connection wire diagram of sensors, relays, Toggle switches, Direction control valve, power supply, and microcontroller.
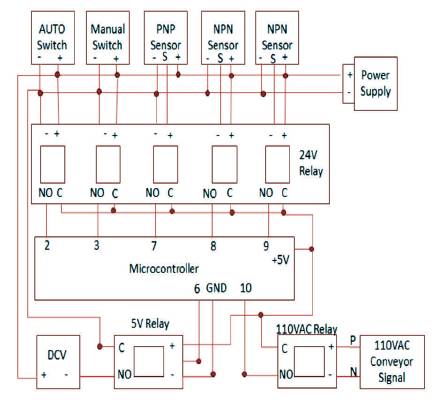
Figure 12. External Wired Connection
The internal layout of designed PCB is shown in Figure 13.
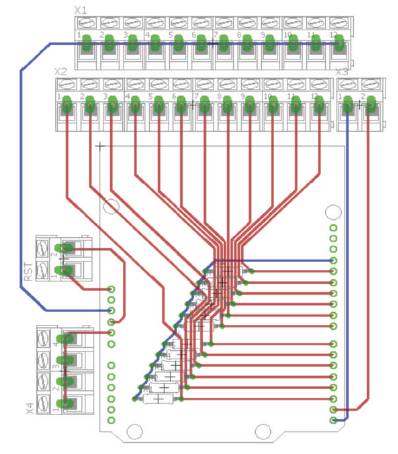
Figure 13. Internal PCB Layout [10]
The main function of particular PCB is to simply pull down the voltage through resistors as per different sensors or actuators. This is in general modular layout structure. Any damage in any circuit, i.e. controller, relay, switches, or power supply, it can be replaced easily through simple pick and place.
Table 3 shows the Component cost or Bill of Material in a detailed way.
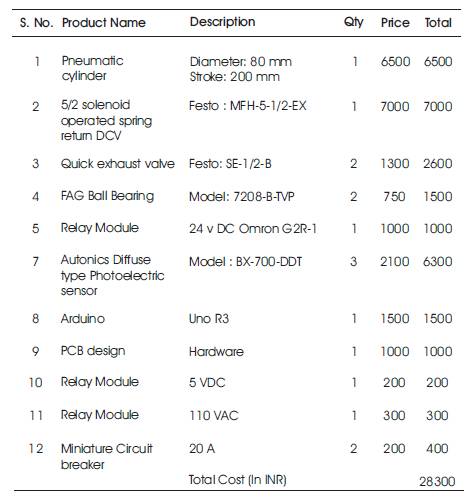
Tabel 3. Component Cost and BoM
Figure 14 and 15 show the product connection and installed variable distribution system in industr y, respectively. Table 4 shows the comparison of existing and proposed system.

Figure 14. Product Wired Connection

Figure 15. Variable Distributing Machine

Tabel 4. Comparison of Existing System and Proposed System
Variable Distributing Machine has been designed and developed at above-mentioned cost and it satisfyies all the norms required from the user side.
The authors are thankful to JK Lakshmi Cement Ltd. and their staff members for providing an opportunity to work on this project.
Variable Distributing Machine or Cement Bag Diverter is successfully designed, developed, and implemented on the industrial mark by satisfying all the norms of sustainability and ready to target any other industry. Significant improvement in the production rate, response time, and per hour production (ie), (in terms of financial profit) has been observed. Sustainable advantages factors of VDM are economical (Production per unit time increases & improvement in efficiency), environmental (ie), Less power consumption, only 44 Wh consumption, and societal safety of workers and controlling the system through office premises.
The authors are thankful to JK Lakshmi Cement Ltd. and their staff members for providing an opportunity to work on this project.