
Figure 1. 3D Printer Skirting Concrete and Printing in Layers
The objective of the present paper is to present a critical review on 3D printing types of concrete, developments in 3D printing of Concrete, legal aspects, current challenges, and future perspectives of 3D printing of concrete. Though there are many challenges, in future, Concrete printing is believed to have the capacity to change or improve the traditional construction process to some extent. Designers and architects need to understand the benefits of this technology in terms of improved design features and hence should be able to unleash their design potentiality that was previously restrained by traditional construction methods.
“Everything is made automatically these days – shoes, clothes, home appliances and automobiles. The only thing that is still built by hands is buildings”. The creation of building components which are sustainable, inexpensive, stronger, recyclable, customizable and even reparable to the environment is a critical focus of the present day research. Traditionally, concrete buildings are built using formworks that are expensive and time consuming to build and that only allow for structures with controlled geometries. To build concrete structures with finer architectural freedom, better build quality and at a lower cost, alternative construction methods need to be sought. In view of this, construction-scale additive manufacturing processes are becoming a more and more viable alternative to traditional construction methods.
Concrete printing is one such innovative construction process for fabricating concrete components employing an additive, layer-based, manufacturing technique. It is also called freeform construction which works on the basis of a highly controlled extrusion of cement based mortar, which is precisely positioned according to computer data. In 2D world, a sheet of printed paper output from a printer was designed on the computer in a program such as Microsoft Word. The file is a Word document that contains the instructions that the printer has to do. In the 3D world, a 3D printer also needs to have instructions for what to print. It needs a file as well. The file is a Computer Aided Design (CAD) file that is created with the use of a 3D modeling program, either from scratch or beginning with a 3D model created by a 3D scanner. Either way, the program creates a file that is sent to the 3D printer. Software slices the design into hundreds or more likely thousands, or horizontal layers. These layers will be printed one a top other until the 3D object is done. According to the American Society of Testing Materials [3], 3D Printing is defined as “joining materials to make objects from 3D model data, usually layer upon layer”.
The aim of present paper is to provide a critical review on 3D printing types of concrete, developments in 3D printing of Concrete by various researchers and legal aspects, current challenges and future perspectives of 3D printing of concrete.
3D printing was started in the late 1980s. It was known as Rapid Prototyping (RP) technology developed by Kodama in Japan. Six years later, Charles Hull invented Stereolithography Apparatus (SLA). In 1987, SLA-1 was introduced as the first commercial RP system. In 1989, a patent for Selective Laser Sintering (SLS) was issued for Carl Deckard at University of Texas. In 2005, the terminology evolved to include all processes under Additive Manufacturing (AM). There are different types by which concrete can be printed in 3D, most important ones are:
Khoshnevis (2004) [17] introduced the Contour Crafting (CC) for the printing of concrete components. CC is a digitally-controlled additive manufacturing process which can build architectural and structural components without formwork. CC is a material extrusion method that lays down concrete layer by layer as presented in Figure 1, to fabricate complex structures out of the 3D CAD model. On a cleared and levelled site, workers would lay down two rails a few feet further apart than the eventual building's width and a computer-controlled contour crafter would take over from there and automatically constructs in a single run. CC system would glide along the rails and lay down the concrete. Firstly, it creates a 20 mm high permanent shutter using a special material, which is later backfilled with a cement based compound.
Figure 1. 3D Printer Skirting Concrete and Printing in Layers
The arrangement for contour crafting is shown in Figure 2, having a gantry-type crane with a hanging nozzle and a component-placing arm would travel along the rails. Once the contouring process is finished, humans would do the rest of essential tasks like hanging doors and installing windows. A test wall built by a robotic arm with CC is shown in Figure 3. CC improves the speed, safety, quality and cost of building construction. Figure 4 shows the first 3D printed one ton reinforced concrete architectural piece.
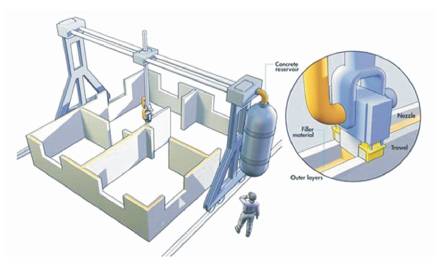
Figure 2. Contour Crafting-Robotic Gantry with a Reservoir of Ready Made Concrete

Figure 3. A Test Wall Built by Robotic Arm with the Contour Crafting

Figure 4. First 3D Printed One Tonne Reinforced Concrete Architectural Piece
The mix design for CC consists of cement, fly ash, plasticizer, silica fume, sand and water. The average size of the sand particle in the mix design is selected in such a way that it should not be too large to clog the delivery pipe or the nozzle tip during extrusion of material.
Enrico Dini [13] has developed and exhibited the D-shape process at the Civils 2007 exhibition at Earls Court in London, 20 - 22 November, 2007. D-shape process is based on the principle of a 3D printer and uses sand as the building material and a binder, which is sprayed on to the surface of each sequential layer. The robotic system in Dshape enables full-size sandstone buildings to be made without human intervention, using a stereolithography 3D printing process. After the robotic system is installed, the fabrication process begins with depositing a 5-10 mm layer of sand over the entire build area. Once sand is deposited over the print bed, the 'printing head' attached to a gantry then moves across the surface and prints an inorganic binder onto the sand according to the cross-section of the digital model. This process is repeated with subsequent layers of sand and deposition of the binder until the building process is complete. After the printing, the remaining sand has to be removed and the building surface must be treated in a way to reach its final form.
D-shape has a gantry based powder-bed 3D printer, which can print up to 6 × 6 × 6 m of architectural structures. This method has advantage over extrusion based methods because any unbound raw materials that are not used to form the shape may be used as supports for overhanging features. Figure 5 shows the large scale 3D printed objects by D-Shape, Contour Crafting and Concrete Printing types of printing concrete (Lim et al., 2012) [22].
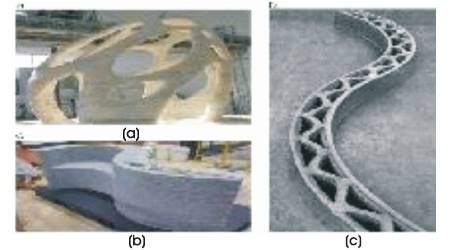
Figure 5. Large-Scale 3D Printing Process (a) D-Shape, (b) Concrete Printing, (c) Contour Crafting
N2MBuild (Reboj et al. 2011) [28] is a concept that has been developed with a strong motivation to reduce waste, pollution and energy consumption caused by traditional building technologies.
The first decision therefore was to use materials, which exists on site and can be transformed into building materials. Since carbon exists in nature in vast amounts, the next decision was to use carbon as the basic material and to extract it from CO2 from the air. To avoid transportation and installation of complex production machinery, the further decision was that the building process is to be executed on the nano-level using active nano-devices (nano-robots), which are capable of capturing CO2 from the air and extracting C molecules from it, releasing O2 back into the air and building 3D carbon nano-tube structures with characteristics required for a specific area.
Nano-robots are controlled and powered externally by light, whereby instructions are coded using specific wavelengths. Light is emitted by a projector installed above the site. To avoid interference with light emitted by other sources, an adequate wavelength spectrum has to be chosen. The projector using the detailed BIM as input, transmits continuously the horizontal cross-section, going from the bottom to the top of the model. Openings of the final model are temporarily filled with carbon nanomaterial, which transforms back into CO2 after a specific time period (or under specific conditions), when its function as a supporting structure is fulfilled. All utilities (e.g. pipe lines, power lines, communication lines) and coatings are built at the same time, together with the bearing structure and are part of the building.
The N2MBuild concept is based on four main technologies:
Rapid Prototyping is the automatic construction of physical objects using additive manufacturing technology, typically employing materials intended for the immediate analysis of form, scale, and tactility. Rapid Prototyping has the ability to reduce the waste, costs, and time-scales of component production (Evans and Campbell 2003) [14]. Rapid Prototyping automates the production of prototyping models for aesthetic and functional testing, greatly reducing the time consuming manual production methods (Sambu et al., 2004).
Additive Manufacturing (also known as rapid or layered manufacturing) is now an integral part of modern product development, having been commercialized over the last two decades. This is particularly apparent in the fields of aerospace and automotive manufacturing and for a wide range of medical applications and production of prototyping models for aesthetic and functional testing. A prototype printing system has been built within a 5.4 m (L) x 4.4 m (W) x 5.4 m (H) frame. Conventional construction materials, including gypsum and commercial prepackaged mortars were investigated to identify various printing parameters, such as machine and pump speed, nozzle shape and size, material characteristics and mechanical properties. Some of the most common AM methods are given below.
Selective Laser Sintering (SLS) is a layer manufacturing process that allows generating complex 3D parts by consolidating successive layers of powdered material on top of each other. In SLS, the consolidation process is conducted using a focused laser beam. When SLS is used to produce metal products, the process is usually referred to as Selective Laser Melting (SLM) or Direct Metal Laser Sintering (DMLS). For example, in the SLM process, the metal powders are completely molten by the laser beam.
Stereolithography includes a perforated platform, a container of a liquid UV-curable polymer and a UV Laser. Based on the layers extracted from the CAD model, a beam of laser is used to trace the bottom layer of the model on the surface of the liquid UV-curable polymer, which will cause the polymer to harden. The perforated platform will be lowered and the second layer will be traced and hardened by another beam of laser. The process repeats until the 3D model is created. According to Kang and Cho, the development of suitable and affordable resin materials for stereolithography is a main barrier to implementing the technology as the current photo-curable resin costs from $80 to $210 per liter.
Fused Deposition Modeling (FDM) has three components: a printer head, printing material (e.g. polymers and synthetic stone), and a support material. Printing material is firstly fed to the printing head, which will later move in X and Y coordinate plane to deposit the material to print the first layer of model extracted from the CAD model. The base will then move down for the printer head to work on the second and other layers. Once completed, support material will be removed.
The latest 3D printing technology developed for the construction industry is contour crafting, which is an additive fabrication technology that uses computer control to exploit the superior surface-forming capability of toweling to create smooth and accurate planar and freeform surfaces.
A complete contour crafting system includes a gantry system and a nozzle. The gantry system used in contour crafting system is very similar to the gantry system used in precast concrete fabrication. In conventional construction, employees are usually required in precast concrete production to ensure that the concrete-discharge system works appropriately and formworks are dismantled at the end of the production stage. They are not required in contour crafting because the process is computer- controlled. When the printing material is extruded from the nozzle, it is troweled using a set of actuated, computercontrolled trowels. One main challenge of contour crafting is to maintain uniform level of viscosity, which will facilitate a smoother surface finish and improved structural strength.
Polyjet printing makes use of multiple nozzles with a highly liquidised material to build the element. Those nozzles are fitted in the print head moving over the platform. In that print head, a light and a roller are embedded to cure and smoothen the applied layer of material. The layer thickness is between 0.016 and 0.030 mm. Because of its high resolution, a very smooth element is guaranteed. Support material is needed like in other methods, to extrude only the material that is needed. The nozzles allow to print with different materials at the same time. Gradient material is not possible yet, but there are already experiments going on with so called true seamless gradient materials.
The advantages of 3D printing of concrete are:
Today, the construction industry is facing serious problems (Warszawski and Navon, 1998) [31], they are:
These problems have necessitated the automation in the building construction. 3D printing is one such automated manufacturing technology, which does not require formwork. Because of this unique advantage of 3D printing of concrete over the conventional contruction methods, differentiated geometries can be created that would be impossible to create by hand or require expensive machinery to produce or reproduce. 3D printing bypasses several of the steps involved in traditional pre-cast concrete production, which include form making, extraction, etc., making it possible to go directly from file to fabrication. 3D printing has created a new platform that is bridging the gap between the 3D models on the desktop and on the web to launch a new and exciting competition.
The first published evidence of 3D concrete printing was in 1997 with an innovative approach suggested by Pegna (1997) [26], which was part of a student project. According to Bogue, 3D printing is an automated, additive manufacturing process for producing 3D solid objects from a digital (i.e. CAD) model.
Buswell et al. (2007, 2008) [8, 9] conducted a review over RM technologies for construction, based on which they developed a Freeform Construction Method. It was concluded that freeform construction could reduce the construction cost and provide freedom of selecing desired geometry with better performance than traditional method.
Behrokh Khoshnevis (1998) [18], a professor of industrial and systems engineering as well as civil and environmental engineering at University of Southern California introduced the Contour Crafting (CC) (Leach et al., 2012), which later become an effective method of printing 3D houses. Professor Khoshnevis, also the Director of theenter for Rapid Automated Fabricatio Technologies ( CRAFT) and other researchers of University of Southern California, have designed the giant robot that replaces construction workers with a nozzle on a gantry and this squirts out concrete and can quickly build a home according to a computer pattern. This giant 3D printer can build a 2,500 square foot house in 24 hours, including conduits for electrical, plumbing, and air-conditioning.
Khoshnevis (2004) [17] defined CC as an additive fabrication technology that uses computer control to exploit the superior surface-forming capability of troweling to create smooth and accurate planar and free-form surface Layers of a concrete mix are extruded and deposited robotically to form building elements, typically walls stabilized by an internally corrugated structure, without the need for traditional formwork. According to Khoshnevis, contour crafting will save the construction cost, 20 to 25% in financing and 25 to 30% in materials. The biggest savings would come in labor, where contour crafting would save 45 to 55% of the cost by using 3D printers instead of humans. There would also be fewer CO emissions and lesser energy used.
Zhang and Khoshnevis (2013) [33] developed an optimized method for CC machine to efficiently construct complicated large-scale structures. Extensive research was done to avoid collision between multiple nozzles. Three approaches were compared, namely: path cyclng, buffer zone path cycling, and auxiliary buffer zone. The results indicated that the path cycling and buffer zone cycling provided the maximum optimization.
Roodman and Lenssen (1995) [29] says that the construction industry consumes more than 40% of all raw materials globally. CC can reduce the material waste from 7 tons to almost none for a single-family home. And the speed of the construction can be increased to one day per house.
Lim et al. (2009) [24] stated that freeform construction methods are currently limited to CC (US) Concrete Printing (UK) and D-shape (Italy). He also says that despite the many advantages of CC, there are some limitations also as below: The mold is not disposed and becomes a part of the wall. CC method requires excessive steps, including molding, installing reinforcement, and placing concrete to build layers up to 20 mm high. These limitations encouraged them to develop another method called Concrete Printing. Similar to 3DP idea, the concrete printing machine has a frame of 5.4 m x 4.4 m (footprint) x 5.4 m (height) and a printing head oving on a mobile beam. A 9 mm nozzle is supported with the printing head to provide the material extrusion.
Le et al. (2012) [9] conducted experimental program to figure out the optimum mix design of a high performance fiber-reinforced fine-aggregate concrete for printing concrete. Lim et al. (2012) [22] compared CC, D-shape, and Concrete Printing. They concluded that Cocrete Printing could optimize strength prior to manufacturing, which resulted in less material. It could also create complex concrete shapes without the need of labor-intensive molding.
Winsun Decoration Design Company, China, has used additive manufacturing to print 1 single-room (200 m each) buildings out of recycled construction materials in less than a day as offices for a Shanghai industrial park. The size of the 3D printer used in this project was 150 m (length) 0 m (width) 6.6 m (height) which enabled it to print large-scale buildings within hours using high-grade cement and glass fiber. With the inclusion of glass fiber, the strength and service life of the printed house were much better than those of common reinforced conrete. The cost of each house is $5,000.
The company, Suzhou-based Ying Chuang, used four massive 3D printers supplied by the WinSun Decoration Design Engineering Co. Each printer is 20 feet tall, 33 feet wide, and 132 feet long. The construction grade 3D printers used Fused Deposition Modeling (FM), where layer by layer of cement was deposited a top one another. The cement contains hardeners that make each layer firm enough for the next. Ying Chuang's technique builds structures off site in a factory one wall at a time. The structures were then assembled onsite. The Ying Chuang factory and research center' 33,000 square foot building was also constructed using the 3D printing manufacturing technique.
In 2015, WinSun also printed one villa (approximately 1100 m and one five-storey apartment building by the 3D printer (Charron, 2015) [10]. A 3D printed five-story apartment block is shown in Figure 6. The villa and apartment were not printed as one-piece. Instead, majority of the building elements were printed and broght to the site for installation. WinSun has adopted the recipe for its concrete mix (called nkby WinSun), along with its layered printing technology and internal wall corrugation construction method (Figure 7). WinSun also printed a decorated house [1] and is shown in Figure 8.

Figure 6. A 3D Printed Five-Story Apartment Block
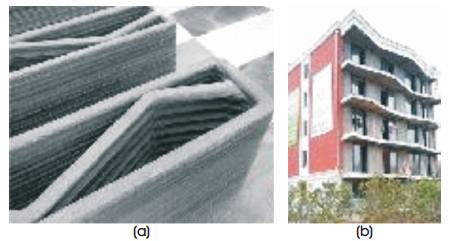
Figure 7. (a) Deposited layers of 'Ink': 3D Concrete Printed Object, (b) Five-floor Experimental Building

Figure 8. Decorated 3D Printed House
Qindao Unique Technology also demonstrated one large 3D printer of a size about 12 m × 12 m × 12 m in 2014. The printer used the FDM technology which deposit and stack the half-melt printing material from layer to layer. According to Liang and Liang, the printer had a printing accuracy at millimeter level. This 3D printer used glass reinforced plastic as the printing material which could provide anti-corrosion, anti-aging, and waterproof functions.
Amsterdam-based DUS Architects have developed its own 3D printer of 6 m tall (Kamer Maker), which would later be used to fabricate a canal house. Kamer Maker could produce components with dimensions of up to 2.2 m × 2.2 m × 3.5 m. These components, as parts of the canal house, will later be installed on site. The whole building project would be open to the public as a design museum, with 12 rooms dedicated to different types of 3D printed building research. Canal house printed by DUS Architects- the first 3D printed canal house [2] built in Amsterdam is presented in Figure 9.

Figure 9. Canal House by DUS Architects First 3D Printed House Built in Amsterdam
Kamer Maker could use polypropylene as the printing material heated by the printer until it reaches appropriate liquid state, so it can be lay down by a printer's nozzle. After one layer is created, another layer is built on the previous one. In this stage of the process, the most challenging thing to develop is a material that after fabrication by the printer will be at the same time flexible enough to create fitting layers, adhesive so the subsequent layer will join with the previous one and stiff enough so that the component will preserve its shape.
Hedwig Heinsman, architect from DUS Architects want to prove, that by printing components of the house directly on the site, they will be able to completely eliminate building waste and minimize costs of the transport. Mobility of the printer is a considered as the main advantage as it may be transported all over the world, thanks to what, a cost of transport of the material and its storage on a building site will probably disappear. The time of the project was estimated, to allow them studying the technologies of the printing and developing the appropriate material.
Dini (2009), worked with architect Andrea Morgante to print a 3 metre high pavilion resembling a giant egg with large holes in its surface as presented in Figure 10. Fabricated in sections and then assembled, it was intended as a scale model of a 10 metre structure that was never built; nonetheless, it could have taken the claim of being the firstever 3D printed architectural structure in collaboration with Kushner Studios. Dini printed a Landscape House in sections using the giant D-Shape printer, which can produce sections of up to 6 m x 9 m using a mixture of sand and a binding agent. The landscape house based on Möbius strip by Universe Architecture has been presented in Figure 11. Dini's printer, the largest 3D printer in world, is a 10' x 10' x 10' 3D stereolithic printer that creates models entirely out of artificial sandstone using CAD-CAE modeling technologies and CAD-CAM software to control the plotter. The printing proceeds in 5-10 mm layer segments. D-Shape prints at a rate of 5 cm per hour over a 30 square metre area, to a depth of up to two metres.

Figure 10. Egg-Shaped Structure Printed by Enrico Dini

Figure 11. Landscape House based on Möbius Strip by Universe Architecture
In Minnesota, a contractor, Andrey Rudenko, with engineering and architecture background, is currently working on a project of gargantuan proportions that seem to stretch and explore the limits of 3D printing technology. Using a printer that was substantially modified and expanded, he has printed a concrete castle in his own backyard. And at 3 m x 5 m, this concrete structure is the world's first 3D printed concrete castle and one of the largest objects that has till date, ever been printed with 3D printing technology. Rudenko is currently working on printing approximately a layer of 50 cm per day, though the size and width of the layers vary throughout the construction. Rudenko said that he is planning to have an upgraded printer that prints for 24 hours a day until the project is finished.
The world's first 3D printed concrete castle is presented in Figure 12. This massive machine is driven by Arduino Mega 2560 board and software, which is not too different from some other 3D printers, but requires special stepper drivers. These drivers ended up being the only ones to work properly with Marlin Firmware and were powerful enough to move such a huge printer. This printer is slightly different than the one developed by Behrokh Khoshnevis at University of Southern California.
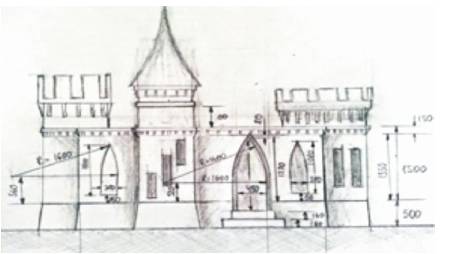
Figure 12. World's First 3D Printed Concrete Castle
T. T. Le et al., [20] of Loughborough University, published the development of high performance printing concrete using digitally controlled additive manufacturing method. In this paper, an attempt has been made to prepare and use the fibre reinforced fine aggregate concrete for 3D printing. Silica fumes (20%) and fly ash (10%) were used as mineral admixtures in the cement for achieving the required high strength to the concrete mix. 2 mm maximum size sand was selected because of the small nozzle diameter (i.e. 9 mm) to give a high printing resolution. Cement CEM type-I 52.5 grade, fly ash and undensified silica fume formed the binder component. The dry components were added to the mixing water together with a polycarboxylate based super-plasticiser to lower the water/binder ratio and hence increase its workability as well as strength. A retarder formed by amino-tris (methylene phosphonic acid), citric acid and formaldehyde, was added to maintain a sufficient open time, facilitating a constant flow during printing stages. An accelerator, formed by sulphuric, aluminium salt, and diethanolamine, was also investigated to control setting. The concrete contained 12/0.18 mm length/diameter polypropylene microfibres to reduce shrinkage and deformation in the plastic state.
The prototype concrete printing machine used operates within a 5.4 m (length) x 4.4 m (width) x 5.4 m (height) steel frame as presented in Figure 13. The system comprises a printing head which is digitally controlled by a CNC machine to move in X, Y, and Z directions via three chaindriven tubular steel beams. The printing process is in three stages: data preparation, concrete preparation, and component printing. In the data preparation stage, a component is designed as a 3D CAD model, then converted to an STL file format, and sliced with a desired layer depth. The printing path for each layer is then generated to create a G-Code file for printing. Concrete preparation involves mixing and placing it into the container. Once the fresh concrete has been placed into the container, it can be conveyed smoothly through the pump-pipe nozzle system to print out self-compacting concrete filaments, which can build layer-by-layer structural components.

Figure 13. Concrete Printing System
Mary Lilliman et al., [21] of Loughborough University, studied the rheology of the mortar carefully, i.e., it must be able to be pumped and then each bead must be able to hold its shape when extruded during the printing process. A further complication is that the bead must hold its shape when another bead is printed on top of it.
Arnaud Perrot et al. (2015) [27], proposed a model to predict the structure failure (or stability) during the additive manufacturing process of a concrete structure. This model is potentially a tool for optimizing the building rate of concrete in 3D printing. In the first part of the paper, a theoretical framework is developed for structural build-up of cement-based materials and load due to 3D printing is proposed. Experimental tests are then carried out on a firm paste to simulate the loading due to the printing of a concrete column. Finally, the comparison between both the theoretical framework and the experimental results highlights the finding that structural build-up must be taken into account in additive manufacturing extrusion technique in order to find the highest acceptable building rate.
Chien, et al., (2016) [11], presented a brief overview of 3D printing of concrete related research development efforts followed by a report on a research project into the parametric online customization and fabrication of small 3D concrete printed pavilions.
Sungwoo Lim et al. [23] presented a report on recent developments in scaling up a process to create complex construction scale components. The work discussed the development of the approach and preliminar y components have been manufactured with different nozzle diameters. Concrete Printing described in this paper uses conventional construction materials, such as cement and gypsum.
P. C. Gosselin et al. [15] presented a new additive manufacturing processing route introduced for ultra-high performance concrete. The 3D printing process was involved based on a FDM-like technique, in the sense that a material was deposited layer by layer through an extrusion print head mounted on a 6-axis robotic arm. This process allows the production of 3D large-scale complex geometries, without the use of temporary supports, as opposed to 2.5 D examples found in the literature for concrete 3D printing.
Buswell et al. (2005) [7] outlined some of the major issues that the construction is facing and set a context with examples of digital fabrication in construction. Freeform Construction was defined and potential applications were presented and related to application scale. The viability of two potential applications were investigated in terms of cost.
Additive Manufacturing (AM) potentially has implications on existing laws and regulations and might require adaption of legislation or even new legislation for additive manufacturing related aspects. In this, paper few relevant aspects are explained.
The development of 3D printing is closely linked to the idea of open source. However, if 3D printing is to become a new worldwide technology representing a relevant share of the nation's economy, then intellectual property rights will play an important role. From point of view of business, designs, ideas, and processes need to be protected, else the business approach risks to fail. Customers, always are much in favor of copying products or digital files for free. We can compare potential implications or developments of Additive Manufacturing with the situation of the copyright of music and movies in connection with the internet.
Another aspect of intellectual property rights of Additive Manufacturing is its influence on the competitiveness. Bradshaw et al., (2010) provides a more detailed analysis of the existing UK legislation in relation to intellectual property rights and additive manufacturing. The focus here is on small firms and private individuals.
According to Bradshaw et al., (2010) [6], there are number of registered and unregistered rights which need to be considered with respect to intellectual property rights. The copyright is an unregistered right that protects mainly artistic and creative works. A patent is a registered right that protects novel and innovative products such as mechanisms or chemical compounds. Registered trademarks serve to inform consumers of the origin of goods; further, on design protection, registered and unregistered forms. They also protect the distinctive shape and appearance of items (mass-produced, in particular). A similar work was published by Weinberg in the United States (Weinberg, 2010, 2013).
Different processes, persons, and companies are involved in the production of 3D printed objects, e.g. companies which develop and manufacture 3D printers, companies or individuals producing digital files of 3D objects (open source files), and 'print shops' or private persons doing the actual printing of an object.
The 3D printed product might become defective or cause accidents. Therefore, questions regarding the liability of 3D printed products need to be considered. Could or should there be a legal guarantee for 3D printed products? Who is legally responsible in case of an accident: The company which provided the 3D printer (or) the developer of the digital file (or) the person who did the actual printing? A clear legal framework needs to be developed for these purposes.
A challenge is ahead to provide sufficient space for innovations and further development of 3D printing and at the same time, provide a legislative environment which minimizes potential risks of 3D printing. In this respect, regulations are unavoidable, especially for controlling 3D printed objects for potential criminal use, for example guns, keys or the manipulation of ATMs.
Another area which needs to be looked into is the safety of the employees and production processes (e.g. use of lasers, high temperature applications). This applies to the use of 3D desktop printers at home too. The German federal police are dealing with this problem. The US is trying to develop draft laws to prevent 3D printing of weapons (Zeit, 2013) [32]. However, the law will not prohibit 3D printed weapons in general, but the production of undetectable weapons only (Bold Economy, 2013), (Handelsblatt, 2013) [5, 16]. Lawmakers in California and Washington DC vowed to push for similar bans (Vince, 2013) [30].
Mandatory and voluntary requirements for product standards could have a potentially high impact on 3D printed objects and the additive manufacturing could influence the product quality, respectively.
Common standards need to be developed in order to assure that companies involved in 3D printing, consumers, and users effectively use the required software and hardware for 3D printing. Standardization is essential to make sure that a printed product is independent from the 3D printer used for printing. Standards are needed for technical parts of the 3D printers. In this regard, ASTM8 and ISO9 have established technical committees for the development of additive manufacturing standards. CEN/STAIR is first on the leader board of the standardization process at the European level10. China's strategy for additive manufacturing also includes promoting the formulation of codes and standards (Anderson, 2013) [4].
It has been very common in the articles and reports about additive manufacturing to claim that environmental benefits will result from 3D printing and the companies will be able to reduce the carbon footprint of their products.
In general, the total life cycle of a product is relevant for its environmental performance. If we consider only reduced transports and supply chain, activities will be misleading. Especially, transport will normally have only a small share of the total environmental impact of a product. Manufacturing of the raw material, however, it will have a significant share of the environmental impact. For that reason, it is very important to know whether a product is made of metal, plastics, or a natural material. Shifting from natural materials, for example, wood to plastics may have a very higher impact on energy demand than the way how a material is processed (i.e. 3D printing or conventional production). Depending on the type of product, the used phase can be the determining factor. This is applicable especially for automobiles and airplanes. 3D printed parts potentially use significantly less material and so are lighter than a conventional manufactured part. The reduced weight results in less fuel consumption which in turn is more relevant than the manufacturing phase of the car or plane.
Recent research into 3D concrete printing proves that proper material development is one of the big