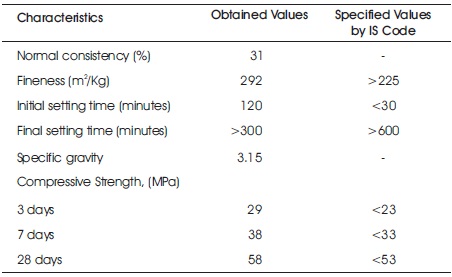
Table 1. Physical Characteristics of Portland Pozzolana Cement & Compressive Strength in [MPa] (70.6x70.6x70.6mm Cubes)
Large amounts of Construction and Demolition (C&D) waste materials are generated by construction projects and there is a wide scope for reusing or recycling them. Presently, due to continuous global demand for infrastructure due to persistent increase in population growth has led to large consumption of aggregate and cement for concrete production. This would eventually lead to more extraction and depletion of natural resources and increased carbon emission. This study aims at providing an exhaustive comparison using natural aggregates and recycled aggregates to produce Self–Compacting Concrete (SCC), which is a high-performance concrete. Totally twenty one mixes were investigated. The Girish method of mix design, which is based on absolute volume concept starting with a volume of paste, was advantageously used to develop the mixes with less number of trials. The paste and the total powder content used in this study have a wide range considering the field requirements and the unfavourable aggregates used. The water to cement ratio varied widely from 0.38 to 0.67, total powder content from 455 kg/m3 to 672 kg/m3 and volume of paste from 0.37 to 0.43. Tests were carried out to assess the fresh properties as well as the compressive strength and split tensile strength of concrete. The 28 day compressive strength ranged from 22 MPa to 51 MPa. The study clearly demonstrates that an increase in paste content both for natural and recycled aggregates leads to increase of the compressive strength of SCC. However, the increase has optimality at Vp 0.43 for the materials used in this study and this can be one of the factors to be considered in the mix design. The volume of paste ranging from 0.37 to 0.43 can be successfully used for developing SCC for both natural and recycled aggregates.
These days, it is claimed that huge progress in infrastructure requires a multi-purpose concrete, which is both highly workable and durable. Hence, manufacturing Self- Compacting Concrete (SCC) could be a remarkable improvement. As a matter of fact, in 1980s, SCC was proposed in Japan to improve quality of concrete, ensuring high durability in structural concrete without any association with the consolidation equipment's and skilled labors (Okamur & Ouchi, 1998). It is able to flow under its own weight, entirely filling the form work even within congested reinforcement. Some of the advantages of SCC are high fluidity, good segregation resistance and the distinctive self-compatibility. In addition, there is no need for vibration throughout the compaction procedure, having a quiet construction project. Also, the exceptional feature of SCC is rapid rate of concrete placement, preventing wastage of time. SCC offers a very high level of homogeneity; minimize the concrete void spaces and have uniform concrete strength as well as providing the superior level of finishing and durability of structure.
SCC is considered as one of the most challenging concretes in terms of design due to the necessity of reaching a balance between its different properties depending on distinct mechanisms of the constituents accessible in the market, rounded and crushed aggregates with different mineral natures, ordinary Portland or blended cements, a variety of mineral admixtures, variety of super plasticizers (SP), and sometimes other chemical admixture like Viscosity Modifying Admixtures (VMA). Besides, feasibility requirements of fresh SCC so as to achieve a higher flowability, higher stability at rest after casting and generally a good filling ability through narrow reinforcement causes high volume of powder and paste, promoting a slightly higher shrinkage and creep.
Construction and demolition debris as the waste material are produced in the process of construction, renovation or demolition of structures (both buildings and roads). In addition, it includes the materials generated as a result of natural disasters. The practice of disposing these wastes as landfills demanded a change because of its environmental and economic implications. The aggregate used in preparation of old concrete was considered inert and was possibly an exploitable resource. By recycling mineral waste materials, Recycled aggregates (RA) are manufactured, with the construction and demolition waste as the largest source. Generally, the quality of RA is lower than those of natural aggregates. In fact, the RA density is lower than that of natural aggregates while RA has higher water absorption in comparison to natural aggregates. Accordingly, to achieve good qualities of concrete made with the RA, mix requires a proper design. Several researchers carried out experimental studies on properties of RA with SCC. The brief literature reviews of some of the latest studies are as follows: Rozière et al., (2007) studied SCC mixes for different volume of paste (Vp), using limestone filler, and reported a 57% rise in Vp that resulted in around 12% variation in compressive strength. Strength reduction due to growing Vp can be characterized by the fact that the aggregates are generally harder compared with the paste and reducing aggregates causes diminishing of mechanical strength. On the other hand, Zsigovics (2005) investigated SCC mixes containing limestone powder, and demonstrated that increasing the compressive strength is associated with growing powder or Vp. Pineaud et al., (2005) considered SCC mixes using limestone filler for different Vp and concluded that Vp slightly affects the compressive strength, although the water binder ratio shows huge impact on the compressive strength. Khatib (2008) claimed that to form high strength SCC, the high volume fly ash can be used. Heirman and Vandewalle (2003) studied 12 different SCC mixtures with different type of filler and various spherical and roundness by retaining the w/c ratio (0.5), water content (170 l/m3), volume of filler/cement ratio (0.9) and fine to coarser aggregate contents constant. Eventually, they found that the compressive strength of SCC is generally higher than that of normal concrete with same w/c ratio.
Sand used as Fine Aggregates (FA) in this study was Manufactured Sand (MS), i.e., MS obtained from Oriental Crushers, (Near Bidadi), Bangalore, aggregate which passed through IS 4.75 mm sieve. Only the debris from slabs and beams were transported and crushed manually. Recycled concrete aggregates passing through 20mm and retained on 4.75 mm sieve were used. In the same way fraction of coarse aggregate was classified into two different sizes for the study, i.e., 20 mm-12.5 mm = 50% and 12.5 mm-4.75 mm =50%.
Table 1. Physical Characteristics of Portland Pozzolana Cement & Compressive Strength in [MPa] (70.6x70.6x70.6mm Cubes)
Natural Coarse Aggregates (NCA) consists of rock fragments that are used in their natural state or are applied after crushing, washing and sizing mechanisms. NCA contained crushed stone extracted from a quarry nearby to the place of work and unprocessed RCA used was from a place about 52 km far from the institute. In the next step, the debris was manually broken down. The properties of fine and coarse aggregates were determined experimentally as per IS 383 -2016 and are presented in Table 2.
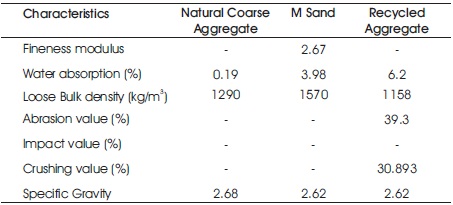
Table 2. Properties of Aggregates (Value Obtained Experimentally as Per IS: 383-1970)
In the present study, powder type SCC based on absolute volume concept starting with a Vp as proposed and developed by Girish (2018;2020) in the same laboratory, was used. The advantage of Girish method is that Vp, which plays a very important role and an important parameter in achieving a robust SCC, can take into different types of aggregates and if the aggregate shapes are unfavorable like angular, flaky, the same can be accommodated with higher Vp and the method is simple and easy and it requires less number of trials to develop SCC.
Further the volume of paste was fixed at 0.4 for the trials and different water contents were considered, i.e., 180, 190 and 200 [l/m3]. The Vp volume of paste varied by ± 0.03 to the initial value and Vp considered in this study include 0.37,0.40 and 0.43.
The volume of cement and fly ash was changed, for each Vp, by keeping the water constant, to get different strengths of concrete. From 300 kg/m3 to 450 kg/m3 of the cement content was taken.
The average volume of 0.38 of paste required to produce SCC mixes can be taken within a variation of about ± 0.03 barring a few mixes where the volume of paste can be higher when angular aggregates are used.
Fresh SCC characteristics were measured by using Slump Flow, J-Ring and Column Segregation tests as per EFNARC guidelines. An improved mixing technique was implemented to take the advantage of adsorbing molecules of poly-carboxylic ether-based SP on the cement particles for all the mixes Girish et al., (2020). For each SCC mix, cubes of size 150 mm were cast to determine compressive strength at the age of 7, 28 and 60 days. Actually, for NC 150 mm, cubes were cast and tested at 28 days. In addition, the specimens were demolded 24 hours after casting and were cured under water at 27 ± 2 0C until the test age. The tests were conducted as per the codal provisions of IS 516. From Figure 1, it is obvious that both RCA and NCA used in this study are highly angular and irregular in shape.

Figure 1. Classified in Two Different Sizes of RCA (20mm-12.5mm & 12.5-mm-4.75mm)
In this study, the Vp considered was 0.37, 0.40 and 0.43. The total powder content ranges from 455 to 673 kg/m3. In fact, the quantity of cement and water for each paste content were 300 kg/m3, 375 kg/m3, 450 kg/m3 and 180 l/m3, 190 l/m3, 200 l/m3, individually. Also, the water to cement ratio ranges from 0.38 to 0.67 and the ratio of fine and coarse aggregates was taken as 60:40 based on the information from effectively produced SCC mixes from the same laboratory. Coarse aggregates grading was 20 mm passing 12.5 mm retained and 12.5 passing 4.75 mm retained, taken in the ratio 50:50 respectively. Eventually, the SCC fresh properties were determined by conducting the following tests.
The slump flow was conducted for filling ability according to the test method given in EFNARC guidelines. T50 slump flow time provided a relative assessment of the viscosity flow rate of the concrete. In addition, the VSI was recorded for all the mixes as per ASTM C 1611 (Ozawa et al., 1992). J ring test for passing ability and column segregation test for segregation resistance was conducted (Figure 2a, b).
Generally, there was a relationship between slump flow and yield strength of concrete as well as T500 time and plastic viscosity (Figure 2c).
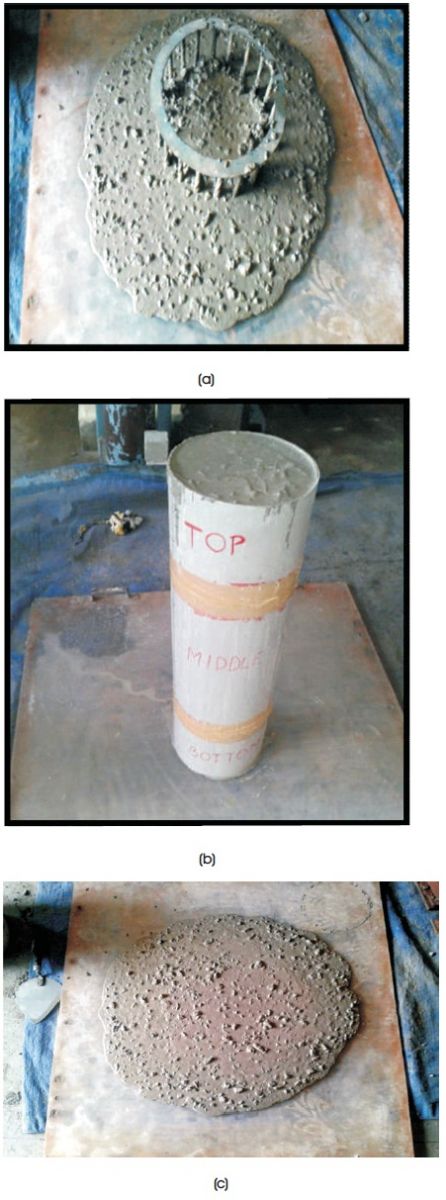
Figure 2. (a) J Ring, (b) Column Segregation, and ( c) Slump Flow Test for SCC with RCA
From Table 3 to 5, it can be seen that slump flow value ranges from 595 to 800 mm and falls into SF1 class of EFNARC guidelines, from Figure 3(a), 4(a) it can be seen that as powder content increases the slump flow also increases for different water and cement content and from Table 3, 4, 5 we come to know that the T500 values comply with the acceptable values, from Figure 3(b), 4(b) it can be seen that as powder content increases the T500 decreases and from Figure 3 (e) it can be seen that as powder content increases the Trend (time taken by the mix to spread for a total slump diameter) increases for different water and cement content, J-Ring test is related to passing ability of SCC, from Figure 3 (c) it can be seen that as powder content increases the passing ability of the mix also increases.
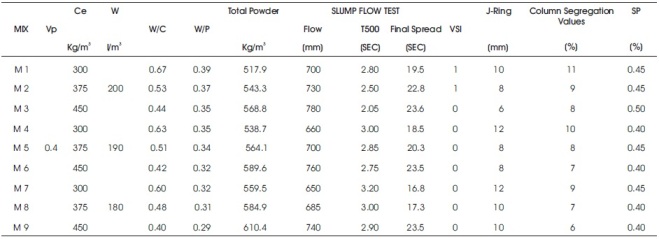
Table 3. The Fresh Properties of SCC (RCA) Mixes for Vp=0.4
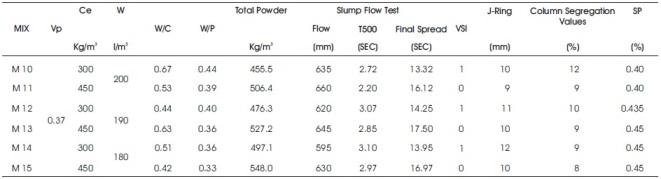
Table 4. The Fresh Properties of SCC(RCA) Mixes for Vp 0.37
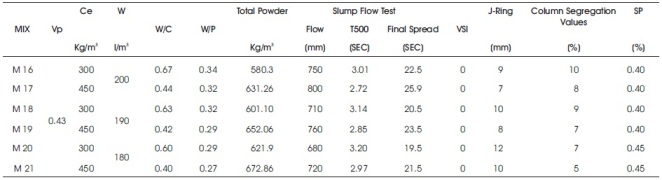
Table 5. The Fresh Properties of SCC Mixes for Vp 0.43
Column segregation test is related to segregation resistance of SCC, from Figure 3 (d) it can be seen that as W/C ratio increases the segregation resistances decreases.
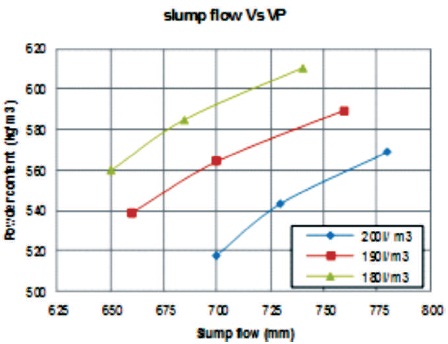
Figure 3(a). The Relationship Between Total Powder Content v/s Slump Flow for Vp=0.4, SCC with RCA
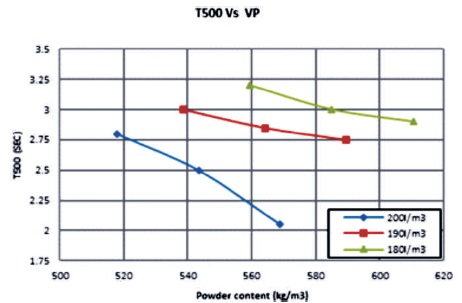
Figure 3(b). The Relationship Between Total Powder Content v/s T500 for Vp=0.4, SCC with RCA
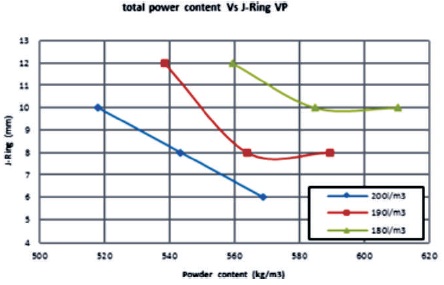
Figure 3(c). The Relationship Between Total Powder Content v/s J-Ring for Vp=0.4, SCC with RCA
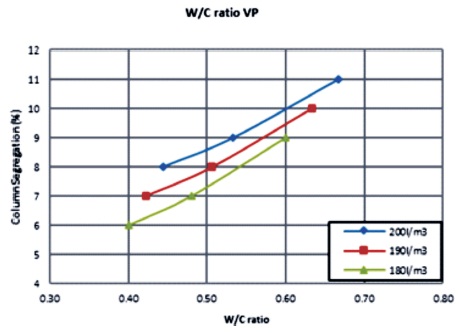
Figure 3(d). The Relationship Between W/C Ratio v/s Column Segregation Values for Vp=0.4, SCC with RCA
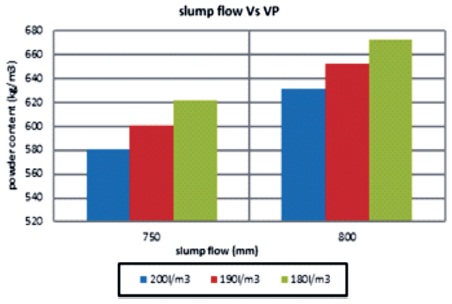
Figure 4(a). The Relationship Between Total Powder Content v/s Slump Flow for Vp=0.43, SCC with RCA
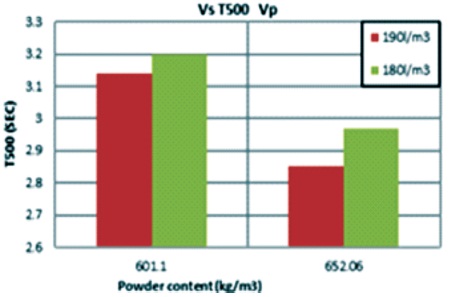
Figure 4(b). The Relationship Between Total Powder Content v/s T500 for Vp=0.43, SCC with RCA
For determining compressive strength, concrete mixes were tested at hardened state, at the age of 28th day from the day of cast (Figure 5). Many parameters were involved in the compressive strength of concrete, most of them being interdependent. The volume of paste, W/C, cement compressive strength, stiffness, characteristics of the aggregates (shape, grading, surface texture mineralogy, strength, and maximum grain size), curing conditions, testing parameters, specimen parameters, loading conditions, and test age are some of the essential parameters affecting the compressive strength of concrete.

Figure 5. Compressive Strength Testing of Cube
The strength of concrete is characterized by the hardened properties. In this section, for all mixes, the compressive strength results are exhibited in Table 6. The average compressive strength consequences are according to the values of three employed cubes. The values at 28days were rounded off wherever required.
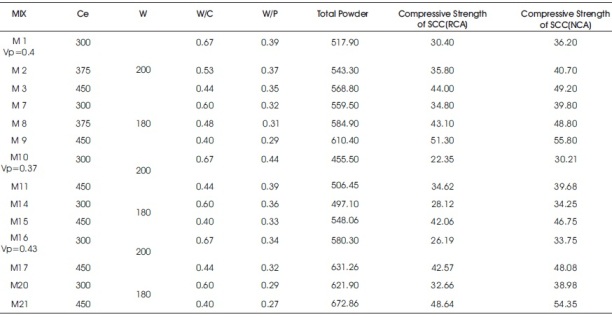
Table 6. Mix Proportions
This section is devoted to compare SCC using recycled concrete aggregate with SCC using natural coarse aggregate. In this research, only extreme mix proportions were considered.
Results from Table 6 demonstrate that the SCC with RCA suffers from lower compressive strength in comparison with the SCC with NCA, approximately about 14% for the material used in this study.
From Table 7, it is concluded that RCA is slightly inferior in delivering compressive strength when compared to NCA and this inability is increasing with the increase in strength. Though the compressive strength finally obtained was slightly less than that obtained by NCA, it was well above the target strength aimed at and hence it is safe to say that RCA can be used in structural concrete from a compressive strength point of view for moderate strength but caution is advised for higher grade applications.
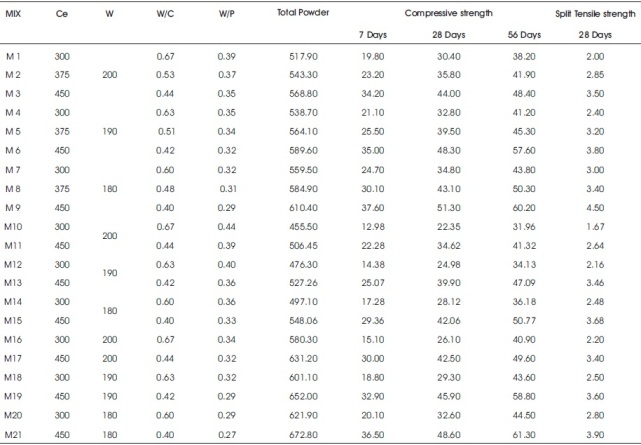
Table 7. The Hardened Properties of SCC (RCA) Mixes for VP=0.40
Inability to attain higher compressive strength in case of RCA may be attributed to their use in raw, unprocessed form. Examination of the failure cross section showed that the failure occurred through the mortar aggregate transition phase of the RCA. Use of RCA in unprocessed form resulted in a slightly weaker zone, followed during failure. Thereby we could predict that use of RCA in a processed and cleaned form will result in better compressive strength. Generally from Table 7 we come to know that with constant Vp = 0.4, the compressive strength in this study ranges from 19.8 MPa – 37.68 MPa (7 days), 30.47 MPa – 51.35 MPa (28 days), 38.28 MPa – 60.21 MPa (56 days) for different amount of cement and water content. Also, with constant Vp = 0.43, the compressive strength in this study ranges from 15.14 MPa – 36.56 MPa (7 days), 26.19 MPa – 48.91 MPa (28 days), 37.97 MPa – 58.35 MPa (56 days) for different amount of cement and water content. In addition, with constant Vp = 0.37, the compressive strength in this study ranges from 12.98 MPa – 29.36 MPa (7 days), 22.35 MPa – 42.06 MPa (28 days), 31.96 MPa – 50.77 MPa (56 days) for different amount of cement and water content.< /p>
From Figure 6 (a), it is observed that the compressive strength increases as the day of curing increases for different cement and water content.
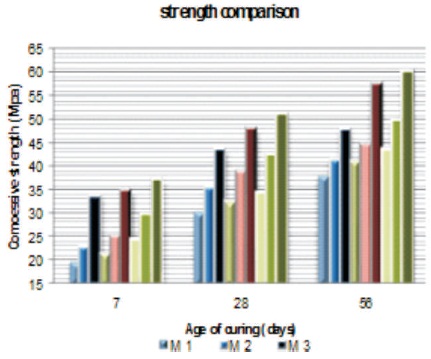
Figure 6(a). The Relationship Between Age of Curing v/s Compressive Strength for Different Cement and Water Content
From Figure 6 (b), it is observed that as W/C ratio decreases the compressive strength will increase for different cement and water content, irrespective of the age of curing, based on the traditional Abram law hypothesis. Similar is the observation with respect to powder content. From Figure 6 (c) it is observed that as powder content increases the compressive strength also increases for different age and this may be possible due to better lubrication of the aggregate particles with higher powder content there by reducing the inter particle friction. From Figure 6 (d) it may be observed that as the cement content increases the compressive strength also increases for constant Vp=0.4 for different water contents at 28 days with better finer material in cement lubricating the aggregates with reduced inter particle friction and also more cement particles available for hydration. The observation with respect to W/P ratio as shown in Figure 6(e) is that the compressive strength will increases for different cement and water content as the W/P ratio decreases. From Figure 6(f), it is observed that as W/C ratio decreases the Tensile strength will increases for different cement and water content, in this we have considered only 28 days of compressive strength.
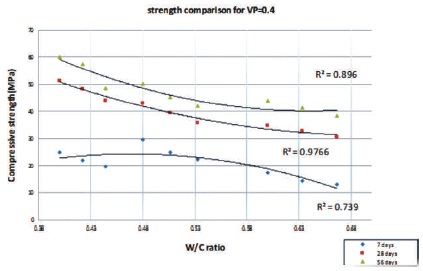
Figure 6(b). The Relationship Between Compressive Strength v/s W/C Ratio with Respect to Age of Curing, for Vp=0.40
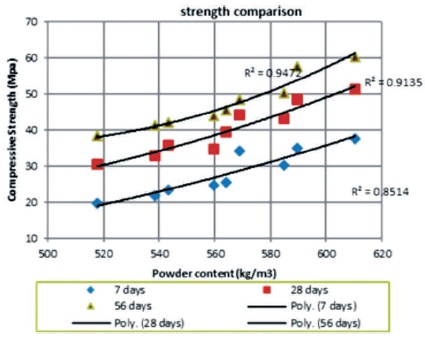
Figure 6(c). The Relationship Between Compressive Strength v/s Powder Content for Different Cement and Water Content, with Respect to Age of Curing
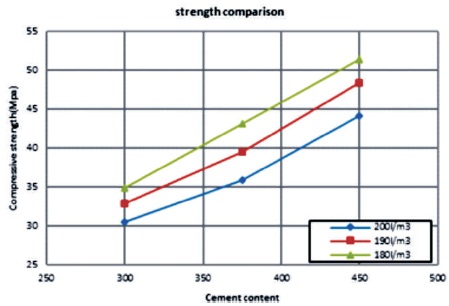
Figure 6(d). The Relationship Between Compressive Strength (for 28 Days Strength) v/s Cement Content for Different Water Content
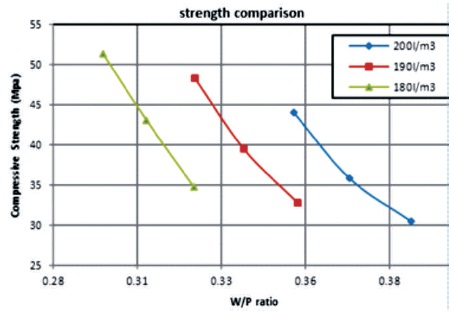
Figure 6(e). The Relationship Between Compressive Strength (for 28 Days Strength) v/s W/P Ratio for Different Cement and Water Content
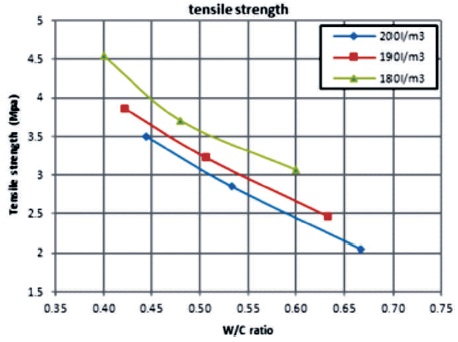
Figure 6(f). The Relationship Between Tensile Strength (for 28 Days Strength) v/s W/C Ratio for Different Cement and Water Content
It is evident that as W/C ratio decreases the Tensile strength will increase for different cement and water contents. At higher value of Vp the compressive strength is also high for almost all mixes. The 7th day and 28th day compressive strength increases with the increase in paste content for a constant W/C ratio and cement content. The compressive strength almost reduces from Vp=0.4 to Vp=0.43. This indicates a probable restrictive value of Vp for the material and water content utilized. This trend was similar to all the cement contents. The results indicate that when designing SCC, while it is desirable to have as high Vp as possible and the presence of optimum Vp for obtaining maximum strength must be recognized.
Figure (7) indicates that a rise in paste content for a constant W/C ratio and cement content lead to an increase in the 56th day compressive strength. The compressive strength approximately flattened down from Vp=0.4 to Vp=0.43, since the late gain in strength is associated with the presence of fly ash, though it was not generally considered to give any strength as per mix design for filler, it is of high importance in terms of late gain strength. Moreover, strength variation appears to diminish with the age of curing, suggesting that RCA concrete develops more late strength probably because RCA acts as water reservoirs providing more water at later stages for fly ash reaction.
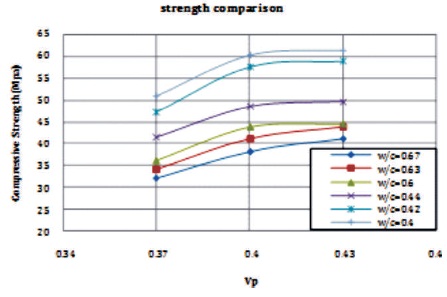
Figure 7. The Relationship Between Compressive Strength v/s Volume Paste (Vp) for Different W/C Ratio, (56th Day of Compressive Strength)
Based on the above mentioned results, the following conclusions can be drawn: