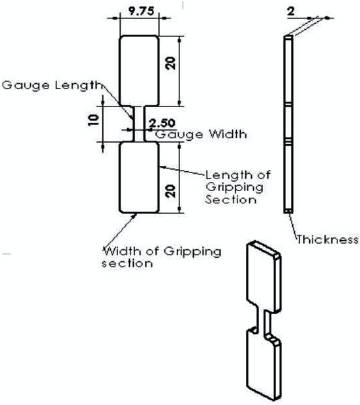
Figure 1. Dog Bone Sample (ASTM D 638)
In this work, the tensile specimen of various polymers, namely (Polycarbonate (PC), Polyketone (PK), Polypropylene (PP), Polyurethane (PU), and Ethylene Vinyl Acetate (EVA)) were fabricated using two different manufacturing processes, viz. Injection Molding and Sigma Mixing. Creep and stress relaxation properties of these polymers have been evaluated using Creep Testing Machine. It has been observed that the creep modulus was enhanced by 20.6% in the sigma mixed material in comparison to injection molded specimen and the strain rate increased by 150.14% in the sigma mixed specimen; on the other hand, residual stress which was deduced from the stress relaxation tests decreased by 11.5% on an average in the sigma mixed material in comparison to injection molded materials. Since the sigma mixing process improves the intermixing of the granules because of the motion of the mixer rollers, it causes the increase in the bond strength in the sigma mixing process. Enhanced creep modulus and reduced strain rate enables these polymers to be used for applications which require service under a constant load for a prolonged period of time.
Since parts made from polymeric materials using different manufacturing techniques are widely used as load carrying components in various structural applications, their mechanical properties which are very important for product design should be characterized. Most polymers exhibit time dependent mechanical behavior usually referred to as viscoelasticity. Stress relaxation and creep tests are commonly used techniques to measure this viscoelastic behavior. The main idea of either stress relaxation or creep is to denote the establishment of equilibrium in a physical or physico-mechanical structure. Its rate depends on the probability of transition of the system from one state of equilibrium to another. The viscoelastic behavior of materials can be influenced by many factors such as temperature, as Guo et al. (2017) developed thermodynamic viscoelastic constitutive models to calculate the permanent deformations during heating/cooling processes in Shape Memory Polymers (SMPs) and physical ageing, such as pressure, strain, and stress levels depicted by Cangialosi (2016). Abu-Abdeen (2012) depicted the effect of temperature on creep and stress relaxation of polycarbonate at low strain rate levels which implies that at different strain rates the effect of parameters like temperature will change on polycarbonate depicting that creep and stress relaxation are affected by different levels of strain and stresses, and manufacturing process applied. Zhao et al. (2014) have compared the mechanical process after manufacturing samples using different processes and found that the mechanical properties improved upon using a certain manufacturing process. The ideal polymer follows the Hooke's law and for the cases in which the applied stress or strain is sufficiently small so as to have negligible effect on material's properties (Abu-Abdeen, 2010). Boltzmann Superposition principle is used to predict the deformation linear viscoelastic polymeric solids subjected to arbitrary time dependent deformation. However at higher strain and stress levels, most polymers exhibit nonlinear viscoelastic behavior because of the fact that stresses change the distribution of relaxation time to shorter time. The understanding of the effect of manufacturing techniques becomes critical at the higher strain and stress levels (Jazouli et al., 2005).
The present work compares the creep modulus, strain rate, residual stress, and the general creep and stress relaxation behavior of Polycarbonate (PC), Polyketone (PK), Polypropylene (PP), Polyurethane (PU), and Ethylene Vinyl Acetate (EVA) manufactured using injection molding process and sigma mixing process followed by injection molding at constant room temperature.
All the materials were used in granular form. For the Injection Molding process, a ram type injection molding machine was used (Mianehrow and Abbasian, 2017) and the die for the preparation of dog bone samples was made according to ASTM (D 638) standard. The granular raw material was fed into the heater of the injection molding machine and heated till the respective optimal temperatures. After that a pressure of 6 to 8 psi was applied to inject the material into the die. For the second manufacturing process, the granules were first heated and mixed in a sigma mixer and then the lumps formed were fed into the injection molding machine. The temperatures at which the polymers were heated in the sigma mixing process were more than that heated in the injection molding process. The dimensions of the dog bone samples prepared from these processes had the dimensions as shown in Figure 1. The tests were done in a Creep Testing Machine (CTM) (Ravi et al., 2014). Five samples of each material were prepared from each process and the final results were obtained after averaging the results from individual sample.
Figure 1. Dog Bone Sample (ASTM D 638)
Creep is the variation of strain with time when a constant load is applied to the specimens. Cai et al. (2016) characterizes creep in viscoelastic materials by fractal derivative methods and that too follows this basic definition. A classical creep curve is shown in Figure 2. As depicted by Chai et al. (2017), this phenomena is dangerous to the parts in service; so by knowing the variation in the strain induced in the parts under a constant load, one can select the operation conditions for a particular part in order to maximize the part life and safe operation conditions. Chai et al. (2017) in their study on the effects of creep on stress development in Thermal Barrier Coating (TBC) mention that the behavior of creep in TBCs is non-linear and is somewhat similar to viscoelastic materials. So the detrimental effects of creep can also be extrapolated to viscoelastic materials. The creep tests were done on Compression Testing Machine (CTM) using dog bone samples manufactured by both the manufacturing processes in consideration at constant room temperature. A constant stress was applied to each test sample and the change in strain was obtained for a period time of 10 minutes.
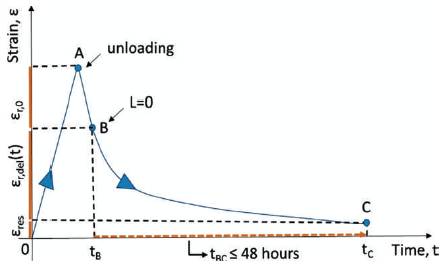
Figure 2. Classical Creep Curve (Angelidi et al., 2017)
Stress Relaxation is the variation of stress with time when a constant strain is applied to a specimen. When a specimen is set to relax after initial loading, there is some amount of stress that is sustained in the specimen known as residual stress (Jones and Bush, 2017). The lower the residual stress, enhanced is the part’s life time. The stress relaxation tests were also done on the same CTM at constant room temperature. A constant strain was applied to these samples and the change in stress was recorded for a time period of 10 minutes.
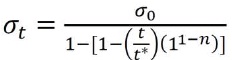
The characteristic curve of creep of any particular material for both the manufacturing processes is similar, but the samples of EVA, PU, PK, PP manufactured from the sigma mixing process have the values of creep modulus respectively higher than injection molded samples, which is also evident from the plots shown in Figure 3. Figure 3 portrays the comparison between the characteristic creep curves of various polymers for both manufacturing processes. But the behavior of the test samples from both the manufacturing processes follows the Andrade's equation for secondary stage creep, i.e.
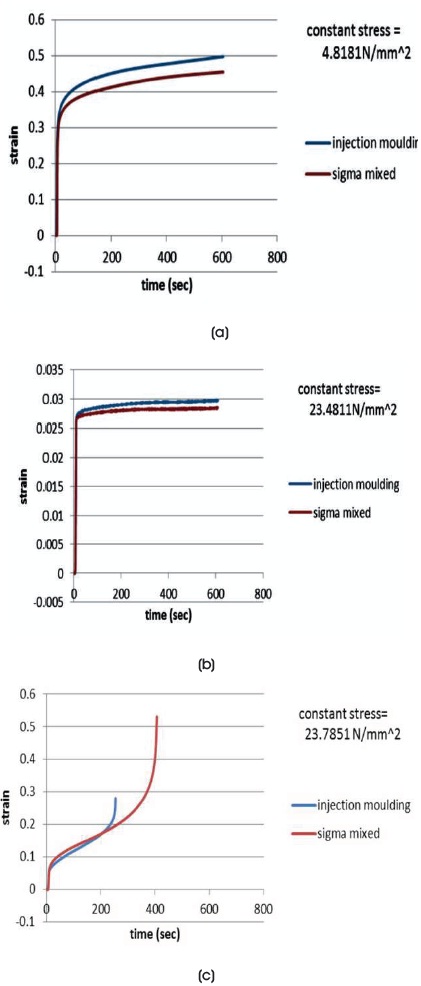
Figure 3. (a) Creep Comparison for EVA, (b) Creep Comparison for PC, (c) Creep Comparison for PP

where Eº is instantaneous strain, b is transient creep constant, and k is viscous creep constant. Figure 3 compares the general creep characteristic curves for the specimens manufactured from the two processes.
Creep Modulus is represented as the ratio of the applied stress and time dependent strain; hence creep modulus changes with time, but the presented work is concerned with the creep modulus in the viscous stage. Ginic-Markorie et al. (2000) in their work on Ethylene Propylene Diene Monomer (EPDM) polymers have found a similar variation of the strain rate with time as is portrayed by viscoelastic materials and therefore provide support to the presented work's deductions regarding the variation of strain rate and dependent properties in viscoelastic materials. The values of the creep modulus in the viscous stage for the samples of EVA, PC, PU, PK, PP fabricated by sigma mixing process are higher than the samples made by simple injection molding process by 20.6% on an average. As is evident from the data in Figure 4, the values of creep modulus for the sigma mixed batch of samples is higher than that of just injection molded samples. Jindal et al. (2014) have found in their studies on Poly (methyl methylacrylate) with Multi Walled Carbon Nanotubes (PMMA/MWCNTs) composites that the mechanical properties display inflation in viscoelastic materials when they are mixed at high temperatures in a manner as in a sigma mixer. The high temperature and the motion of the mixing rollers of the sigma mixer leads to better intermixing and bonding between the individual granules, thereby leading to a rise in the value of mechanical properties.
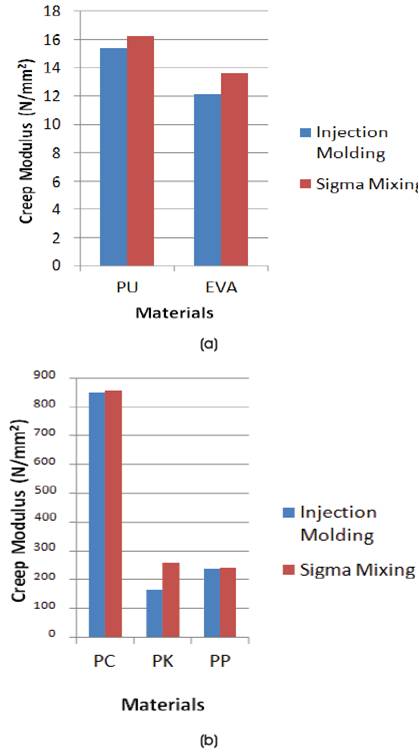
Figure 4. Creep Modulus Comparison of Polymers for the Two Manufacturing Processes (a) PU and EVA, (b) PC, PK and PP
The increase in the values of the sigma mixed samples can be attributed to mixing of raw materials at an elevated temperature. At these high temperatures, the separate granules melt and fuse together because of the mixing process and form a lumped mass in which the polymeric bonds will be stronger because of the intermixing of materials at high temperatures as shown in the works of Kuan et al. (2005).
It is the rate at which the strain changes, which is governed by the following equations.


Table 1 shows the values of the strain rate in the transient for both the manufacturing processes. It is found to increase in the transient stage for the samples made by sigma mixing process.
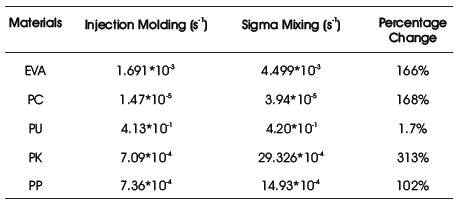
Table 1. Strain Rate Comparison
Obukhov’s equation which uses power dependencies generalizes the relation between stress at any particular time ‘t’ and time itself for all kinds of materials and this is also applicable to viscoelastic materials (Jindal et al., 2015). It is represented as,
where s is the maximum stress at time t when loading was 0 removed and n is the material parameter. It is found that for all the materials the sigma mixed samples gave a lesser value of the residual stresses than the normal injection molded samples. The materials PC, PK, and PP were tested at a strain rate of 0.05 and the materials EVA and PU were tested at a strain rate of 0.2. The plots in Figure 5 compare materials at same strain rate, but manufactured by the two different processes. The decrease in the residual stress in samples prepared by sigma mixing can be attributed to stronger polymeric bonds formed after intermixing of granular polymers at high temperature. Xiong et al. (2006) in their work on Polyurethane/MWCNT composites have found that the intermixing of Carbon Nanotubes (CNT) at high temperature caused the bond strength to increase between the particles and thereby resulted in an increase in strength of the material. The increase in strength can be attributed to reduction in stress levels of viscoelastic materials.
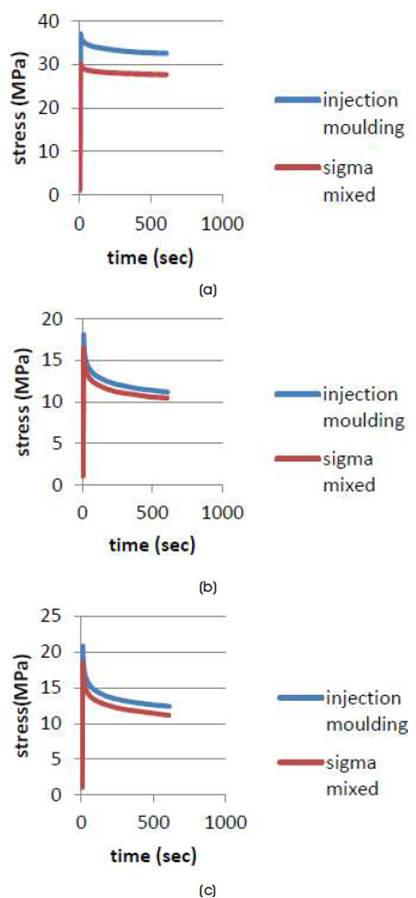
Figure 5. Stress Relaxation Comparison of (a) PC, (b) PK, (c) PP
It is the amount of stress retained in the material after it has relaxed from the state of initial loading and its lesser value is desirable for any material because this would mean increased service life and performance. The materials were tested at a constant strain of 0.05 and 0.2 and those manufactured by sigma mixing technique gave the values of the residual stress 11.5% lower than those made by injection molding. The stronger polymeric bonds which were formed after the sigma mixing tend to bring the material to a more relaxed state as compared to injection molding. Figure 6 depicts the difference in the residual stresses in the materials made from injection molding and sigma mixing.
Figure 6. Residual Stress Comparison (a) PC, PK, and PP, (b) EVA and PU
Based on the findings of the experiments for the evaluation of creep and stress relaxation in the polymers like PC, PK, PU, PP, and EVA, it is suggested that the manufacturing process plays a vital role in enhancing mechanical properties of polymers.
The key highlights are as follows:
Polymers fabricated using sigma mixing process had
The reason for this change in the mechanical properties can be attributed to the intermixing of the material in the sigma mixer. The works of Jyoti et al. (2015) show that the rotary motion of the rollers of the sigma mixer provides an extruding helical mixing effect to the granules which are in the molten state. This kind of intermixing of the material eventually leads to high bond strength.
We offer a token of gratitude to Design and Innovation Centre (DIC) of Ministr y of Human Resource and Development (MHRD) (Reference Number- 17-11/2015- PN-l) for providing the financial support which was needed to undertake this endeavor and we also thank all the authors whose work we have used as references to fill the logical gaps and provide to the academia with a wholesome and logical work of science.