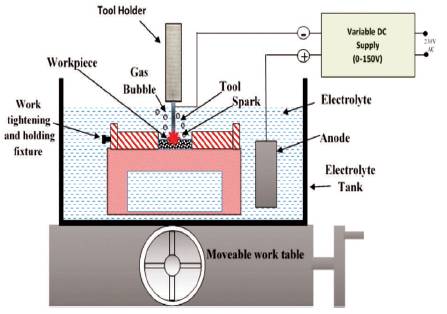
Figure 1. ECDM Process
This paper discusses Electrochemical Discharge Machining (ECDM), which is a non-conventional process used in fabricating micro features, preferably on non-conducting materials. The role of mixed electrolyte in ECDM used by previous researchers along with its various concentrations have been discussed. The effect of process parameters like voltage and electrolyte concentration on Material Removal Rate (MRR) have been analysed along with its optimization; utilizing statistical tools like Analysis of Variance (ANOVA). Through the experimental results, it was observed that the MRR increased with an increase in electrolyte concentration up to a certain level and decreased with an increase in the stand-off distance. MRR increased with an increase in voltage up to certain stage of potential. The comparison is drawn between the effects of hollow and solid tools on MRR. The overall MRR is more for mixed electrolyte as compared to single electrolytes. The effect of tool size on MRR has also been discussed in the paper.
Electro Chemical Discharge Machining (ECDM) is an emerging technique, which combines the features of Electrochemical Machining (ECM) and Electro Discharge Machining (EDM) to machine conducting and nonconducting advanced engineering materials like silicon, glass, ceramics, composites, etc. It consists of a tool (cathode) and the material to be machined (anode) dipped in an electrolytic solution. Material Removal (MR) takes place by the combined effect of thermal (due to sparking effect) and electrochemical action. The electrolytic solution plays a major role in machining materials like glass. Many alkaline salt solutions like NaOH, KOH, etc., are used as electrolytes. The exact cause of MR and mechanisms involved in ECDM are not fully understood. The features of the machined parts introduce new challenges while fabricating complicated shapes (Jain, V. K., 2009) [11]. ECDM is considered as a nonconventional process used in machining electrically conducting and non-conducting materials, primarily through the discharge phenomenon. The drilling of microholes by smaller electrodes is found to be efficient and economical through this process. At a voltage just above the critical voltage (approx: 28 V), the discharge (sparks) initiates at the tool surface (smaller sized electrode), which is just dipped in the electrolyte. The material removal takes place due to the melting and evaporation effect (thermal erosive action). As the advanced materials like ceramics are difficult to machine through conventional processes and getting higher surface finish, close tolerances on complex shapes are difficult; ECDM proves to be a good solution (Jain, V. K., 2010) [12]. It is deemed necessary to conduct more research studies on machining nonconductive brittle materials, which are key materials used in MEMS (Micro-Electro-Mechanical Systems) applications. In such applications, glass or quartz is usually bonded with the semi-conductive material due to their transparency, chemical-resistant properties, and so on. Likewise, ceramic is also often used in making apparatus for laboratories and medical devices. The performance of ECDM, in terms of material removal rate and rate of machining is affected by many factors. The relationship between these factors and machining performance are highly non-linear and complex in nature. Therefore, it is very difficult to develop a relationship between these factors, and the machining performance with conventional mathematical modelling is a challenge. In this study, the performance characteristic such as MRR has been done using KOH and NaOH as the electrolytes.
In ECDM process, material removal takes place due to the combined electrochemical and electro discharge action. In Figure 1, the schematic arrangement of ECDM is shown which consists of a tool (negatively charged), electrode (positively charged), non-conducting material workpiece, different type of electrolyte solutions like KOH, NaCl, NaNO3 , etc. (alkaline electrolytes are preferred from user friendliness and economy point of view) and a DC power supply amongst the primary elements.
Figure 1. ECDM Process
On considering the phenomena of electrochemical discharge machining through research review, it is found that there are some type of reactions that are involved in ECDM, i.e. electrochemical reactions at tool surface, (e.g.) evolution of gas, dissolution of electrode, plating of metal ions, oxidation; chemical reactions taking place in electrolyte solution, (e.g.) chemical combinations, formation of the complex compounds or precipitation reactions, sludge, etc.
Electrochemical discharge machining has vast areas of application in machining of advanced non-conducting
ceramics and glass (Wuthrich, 2009 [19]&Jawalkar et al., 2012 [14]. Dhanvijay and Ahuja (2014) experimented with pure aluminium oxide (Al2O3) ceramics and have reported improvements in dimensional accuracy and surface finish. Overall, limited work has been published on machining ceramics through ECDM [3].
Various modes and effects have their individual contributions in the material removal process in ECDM (Jain and Adhikary, 2008) [10] , the most prominent amongst these are:
Much of the focus by researchers has been on thermal and chemical effects. The predominant and most appreciable phenomenon is by intensive local heating of the workpiece through discharges, leading to melting and evaporation.
The second most dominant phenomenon is through chemical etching effect, which is accelerated by the local high temperatures, leading to melting and may be even vaporization. The etching occurs more predominantly through grain boundary attacks, as noticed through the microstructural studies conducted by Jain et al. (2010) [12].
The conducted literature review has been bifurcated for key material and important findings as illustrated further.
In 2002, V. K. Jain et al., [9] conducted experiments on Electrochemical Spark Drilling (ECSD) using abrasive tools to increase the capabilities of the process. Through the use of abrasives, enhancement in performance and material removal were noted at increased machining depth. In 2001, Wu Xiaosheng et al., [21] illustrated a new method of polishing using non-abrasive, termed as Non-abrasive Polishing (NAP). A comparison was done between NAP and traditional polishing methods. In 2003, Fascio et al., [6] investigated on glass, through Spark Assisted Chemical Engraving (SACE). Current and voltage along with tool electrode wear under different regimes were studied and different potential domains were identified. Using the new techniques, through combination of images and potential sweep, it was challenging to understand the leading sparking domain necessary in glass machining. In 2009, Didar et al., [4] used the SACE technique for surface micro machining of nonconductive material. These techniques illustrated many advantages in manufacturing of microfluidic and lab chip devices. In 2009, Cao et al., [1] studied Electro Chemical Discharge Machining (ECDM) and reported improvements while machining 3D micro structures in glass. They studied feed rate, rotational speed, pulse on /off ratio, voltage and electrolyte concentration in drilling and milling ECDM process. Voltage is used to generate gas films and sparks on tool electrodes. High voltage results in poor machining.
In 2012, Ziki et al., [22] worked on micro texturing of glass using Spark Assisted Chemical Engraving. They defined the texture formed on channel surface as a mimic of the electrolyte flow patterns induced during machining. Viscosity was found to be the most significant factor amongst the other factors, such as: tool workpiece gap, machining voltage, and tool's speed. They concluded that ECDM process (electrolytic flow and tool movement) helped to change the surface texture of glass microchannels. The low electrolyte concentration resulted in "feather" like patterns and the high electrolyte concentration resulted in production of "sponge like" patterns. Using high electrolyte concertation, cracks may form on the channel surface. It is illustrated that channels machined at low speeds are uniform and flat. The surface texture on channels fabricated at high speeds are shallower. In 2014, Jawalkar et al., [15] conducted experiments on micro ECDM using different electrolytes (NaOH3 and NaNO ) on soda lime glass and reported on Material Removal (MR) and Tool Wear (TW). Their influence on other parameters like electrolyte concentration, applied voltage, inter electrode gap, and time of current flow on MR were also analysed. The results showed improvement in performance using NaOH3 electrolyte as compared to NaNO and the applied voltage influenced the most amongst all other parameters.
In 2008, Jain and Adhikary [10] performed experiments on Electrochemical Spark Machining (ECSM) process for cutting quartz using feed and wedge edge tool. Both cathode and anode worked as a tool, i.e. ECSM with Reverse Polarity (RP) was studied. Deep carters on the anode and workpiece interface were formed due to chemical reactions. It was found that reverse polarity could cut quartz at a faster rate as compared to direct polarity; however, in reverse polarity, overcut, tool wear and surface roughness was higher. Cutting was possible even on making the auxillary electrode smaller in size. It was concluded that ECSM was successful in cutting ceramic plates efficiently. The MR in ECSM (with RP) was due to melting, vaporization, and chemical reaction on quartz. In 2014, Jain and Priyadarshini [13] fabricated microchannels in quartz using Electro Chemical Spark Micro Machining (ECSMM).
In the EDM and ECM processes, good accuracy and shape reproduction are possible; however, they have a limitation that only electrically conducting materials can be machined by them. To overcome this limitation, a combination of EDM and ECM processes has been conceived, known as ECSM. It was used to generate fine micro channels on quartz and it was evidenced that, as voltage increased MRR and width of microchannel, and HAZ (Heat-affected Zone) also increased. The depth of microchannel was not uniform. Lesser the voltage, lesser was the depth of microchannel. The width of microchannel and HAZ decreased with an increase in table feed. It was concluded that, in order to obtain a constant depth of microchannel, tool feed with feedback system should be used so that a constant gap between tool and workpiece is maintained. In year 2014, Wu et al., [18] investigated the accuracy and stability of quartz fabricated by ECDM and explored the optimal processing parameters, including size of electrode, machining speed as well as pulse-on and pulse-off duration. Microgrooves machined under the optimal processing parameters with adjusted rotational speed and feed rate were examined to understand the effect of different ECDM parameters on machining performance. The results illustrated that micro-holes of better morphology could be obtained through pulse voltages. In 2017, Goud and Sharma [8] performed micromachining experiments on quartz glass using electrochemical discharge machining. They concluded that ECDM (Electrochemical Discharge Machining Process) was a highly stochastic process involving a number of complex parameters. In the experimentations, optimal combination of control parameters for machining micro-channels on quartz glass was obtained. Taguchi's standard orthogonal array (L ) with Grey Relational Analysis 9 (GRA) approach was used to establish the optimal parametric conditions for reducing the Width Overcut (WOC) of micro-channels and increasing the Material Removal Rate (MRR). In order to optimize MRR and WOC together, the optimal combination of the selected control variables was obtained using the GRA. The experimental results illustrated effectiveness of the adopted method to indicate the performance of electrochemical discharge machining process.
In 1999, Doloi et al., [5] worked on non-conducting ceramic materials like aluminium oxides, zirconium oxides, and silicon nitrides using ECDM process. Experiments were carried out according to designed experimental plan based on standard orthogonal array (L ) and optimal 9 parametric conditions were obtained using the Taguchi method. Signal-to-noise ratio and ANOVA analyses were done to find the absolute contributions of the machining parameters, such as applied voltage, electrolyte concentration, and inter electrode gap in controlling the response parameters, such as material removal rate and radial overcut. Highly purified non-conducting materialzirconium oxide was used as the workpiece and aqueous KOH solution was used as electrolyte with three different concentrations. The applied voltage of pulsed DC power supply had three different levels of voltage and three different inter electrode gaps. In 2014, Dhanvijay and Ahuja [3] studied different processes under ECDM for micro drilling, micro texturing, and micro-grooving on a variety of glasses, ceramics and composites. During machining, different techniques were tried, such as: stationary, rotary, vibratory and combination of tool movements were also done. The tools used were made of copper and stainless steel by varying the voltage, electrolyte concentration, duty factor, and pulse on time. In these studies, highest MRR was obtained using continuous flow of electrolyte and stainless steel tool; however, at the same time a high diametric overcut had to be minimized. In one combination system, diametric overcut increased initially but remained constant with copper tools; however, a reverse effect was observed while using stainless steel tools.
In 2010, Liu et al., [16] developed a process called Grinding-aided ECDM (G-ECDM). This process was used to enhance the conventional ECDM process in machining particulate reinforced Metal Matrix Composites (MMCs). This process functioned under a combined action of electrochemical dissolution, spark erosion, and direct mechanical grinding. The tool electrode had a coating containing hard reinforcement phases of diamond particles. In a study on aluminium oxide MMC, particulate reinforced aluminium 6061 alloy was used. The MR mechanism of this hybrid process had been investigated and the results illustrated that grinding action effectively removed the re-cast material deposited on the machined surface. The Surface roughness (R ) measured for the G- a ECDM specimen was ten times smaller than that of the specimen machined without grinding. The MRR of G-ECDM was about three times higher than the normal ECDM under the prescribed experimental conditions of investigation. Voltage waveform and crater distribution were also examined and the experimental results showed that the GECDM process worked in a constant condition. Using orthogonal analysis, the various processing parameters on MRR were established. The results indicated that MRR affected different machining parameters in the following order: Cycle, Current and Electrolyte Concentration. The study also revealed that the G-ECDM process was more efficient than the ECDM process in terms of higher machining efficiency and good surface quality. In 2015, Mitra et al., [17] worked on travelling wire ECDM setup and carried out experiments on composite materials such as fibre reinforced plastics. They also conducted and showed the analyses of machining parameters, i.e. material removal rate and radial overcut. Using different parameters, such as pulse on time, frequency of power supply, applied voltage, concentration of electrolyte, and wire feed rate, optimization analysis was done for minimum radial overcut and maximum material removal rate. During cutting of grooves on Hylam based fibre reinforced composites, multiple regression models were also used such as back propagation neural network, which predicted the responses and these predictions closely matched with the experimental results.
The electrolyte is an important parameter which can help in improving the performance. The commonly used electrolytes are KOH, NaOH, NaCl, NaNO , HCl, and KCl. 3 The electrolyte maintains constant impedance across the gap and cools the sparking zone which further does not lead to tool failure. The electrolyte also helps in flushing out the eroded particles from the tool-workpiece zones and prevents the welding of tool and workpiece. When electrolyte concentration increases, the MRR increases upto a saturation limit of around 25%. In smooth finishing requirements, the electrolyte concentration used should be high (Wuthrich, R., & Ziki, J. D. A., 2014) [20].
Increase in applied voltage increases the MRR in the ECDM process. The optimum working region is between 70-100 V, depending on the work material and tools used. The higher voltage is not preferred as the voltages start increasing, the MRR begins to decrease due to debris entrapping in the sparking zone and tool wear (Jawalkar, C. S. et al., 2012) [14] .
There are many different tool shapes (cross sections) being used in the ECDM process like the needle point tool, spherical head tool, rectangular, cylindrical, hollow and helical micro tool. In needle shaped tools, discharge is concentrated at its tip. Discharge density is higher for a small cross-section of the tool which results in a higher MRR. The needle shaped tool when compared with cylindrical tool, results in obtaining high drilling speeds at low electrode potentials. The mean drilling speed attained with needle tool is about ten times more than the cylindrical tool (Wuthrich, R., 2009) [19].
The Inter-electrode gap is kept at a very low value (few microns) such that the stray current effect can be belittled. Location of the MR can be increased by shortening the opening width. Maintaining inter electrode gap of 15 to 20 μm uniformly can help in achieving high accuracy and surface finish.
The feed rate affects the surface quality finish, machining time, and structural sharpness. In ECDM process, controlling the feed rate is likewise an important element for prevention of tool breakage. As the tool diameter is very small, any mechanical contact with the workpiece can damage it. The low feed rate will increase machining time and tends to increase the HAZ around the workpiece or tool, while high value generates poor surface finish; hence an optimum value is desired (Chak, S. K., 2016) [2].
When pulse voltage is applied, sparks generate during the pulse on time. The high temperature zone around the instrument does not dilate and it assists in controlling the size of the HAZ hence, higher resolution structures can be machined and machining quality gets improved considerably (Goud, M., et al., 2016) [7].
Use of abrasive powder is useful in the ECDM process and it provides better surface finish. Many abrasive powders such as SiC and Graphite help to polish the finished workpiece and enhances the surface quality. The experimental results illustrate better surface roughness while using the powder ECDM process, as compared to the normal ECDM. Powder added to the electrolyte can enhance the surface quality and precision of the micro-cut; furthermore, not only does such an approach use fewer electrolyte, but it also incurs lower cost and causes less pollution, making it an economical and environmental friendly process.
Figure 2 illustrates the different materials on which research has been carried out in ECDM over the last few decades.
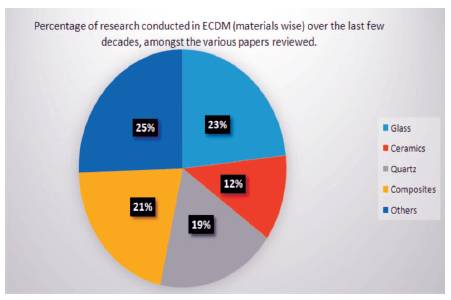
Figure 2. Chart Representing the Research Conducted on EDCM over the Last Decade
The ECDM process is generally carried out using the above mentioned electrolytes on setups developed in laboratories using a suitable table of movement (in 2 or three axis). Tools are fabricated depending on the workpiece used and specific requirements of cross sections. A suitable work holding device and a power source is used as illustrated in Figure 1. After each run, the material removal, tool-wear, etc. (response variables) are measured and the obtained surface as well as tool profile can be further analysed using scanning electron or travelling electron microscopy. Various techniques, such as Design of Experiments, Response Surface Methodology, Artificial Neural Networks, and simulation tools can be used to get specific results. Specific process variables and additional response parameters like temperature, time, concentration of electrolytes, density, suspensions, etc., can be added in the experimentation process as required in some desired studies.
From this study, following conclusions have been derived: