
Figure 1. 3D Design of Pattern made using Creo
In lost foam casting process, polystyrene beads are heated to foam and the required pattern is made by polystyrene foam, which is then coated with refractory and placed in a flask backed up with un-bonded sand. The molten metal poured, takes the shape of foam pattern by evaporative action of foam. Whereas in conventional sand casting, a wooden pattern is used to create mold cavity and the cavity is filled with molten metal to get the final shape of casting. In this paper, an experimental analysis was done on lost foam casting process and compared with sand casting processes. The main objective of this study is to investigate and compare the physical parameters like dimensional accuracy, surface finish, and quality of the final product obtained from lost foam casting process and sand casting process. The results from both the processes are observed and compared to find the accurate and precise process among the two processes.
Lost foam casting is one of the modern and hybrid casting processes, which aims to minimize the production cost. It is capable of producing intricate shapes with less effort in pattern making. Lost foam casting method is additionally illustrious by a range of generic and proprietary names like, lost foam casting, phase change pattern casting, cavity less casting, full mould casting, and phase change foam casting. It makes use of patterns made of phase change materials like foam. The pattern material gets gaseous to the warmth of liquified metal because it gets stuffed. In foam castings phase change phenylethylene is employed to organize the entire pattern, as well as the gates and risers. The pattern is more embedded in free silica sand. The liquified metal is poured through the sprue, whereas the pattern remains within the mould. The warmth of the liquified metal is comfortable enough to gasify the pattern and also the gates displaced by it. For exploitation of free silica sand and expandable phenylethylene pattern, the Lost Foam Casting (LFC) method could be a terribly economical methodology in manufacturing advanced and closed tolerance castings. The expandable polystyrene can be molded into numerous complex and rigid shapes and it is basically a thermoplastic material. In the LFC process, expandable polystyrene patterns are attached to an expandable polystyrene gating system. A refractory coating is applied to the entire assembly, once the coating gets dried; the entire foam pattern assembly is kept on loose dry sand in a vented flask. The flask is then vibrated and additional sand is added to it until the pattern assembly gets completely embedded in sand. Subsequently, molten metal is poured into the sprue, which further reprises the foam polystyrene. As liquid metal enters, the entered metal solidifies and reproduces the scale and foam of the used pattern entirely to produce the specified casting during this method. The foam patterns were initial proprietary by Shroyer (1958) for metal castings way back in the year 1958. A similar method is termed as full mould process, whereby the pattern is machined from Expanded Polystyrene (EPS) blocks and bonded sand will be used for supporting the pattern during pouring process. This method is primarily used to create giant castings.
The pattern used refers to an expandable polystyrene or foamed polystyrene part, which gets vaporized by the molten metal. Therefore, for each casting, a replacement pattern is needed to be created, that eventually gets gaseous. Reynolds (1999) summarized nine major procedures within the LFC method. In each of these methods, all process steps must be precisely monitored for the aim of manufacturing consistent and high-quality castings. It is usually stated that the LFC method is additionally prone to changes than the other casting processes as there are varied variables and sophisticated interactions between them. Statistical process control is usually applied for comparison with historical data and to determine the trends or stability of the pattern quality (Reynolds, 1999; AutoCAD, n.d.).
Wall et al. (2003) have done a comprehensive review on the production of EPS foam patterns and performed an experimental study on the process and design variables for the pattern production. In this part of production, raw beads go through three major steps which are preexpansion, stabilization, and molding. In order to produce high quality castings, it is necessary to start with high quality foam patterns. The foam patterns need to be dimensionally accurate and have constant bead properties such as bead fusion and foam density. The quality of castings within the LFC method is powerfully beset with the elimination of liquid and evaporated material created by the foam pattern (Hill et al., 1997; Liu, 1995).
The polymer materials used in LFC undergo thermal depolymerization at elevated temperatures. Yao (1994), Mehta and Shivkumar (1994), and Mehta et al. (1995) have studied the thermal degradation of polymers in several stages. During the initial stage, as temperature is increased, the polymer retains its structure without any changes until the temperature reaches the glass transition temperature (Tg). Above Tg, the polymer molecules gain enough translational freedom and the viscosity of the polymer decreases rapidly.
With further increase in temperature, the polymer starts to collapse; this is known as the collapse point. Additional temperature rise results in breakdown of the polymer chain yielding a partially depolymerized residue, which consists of monomers, dimers, and other oligmers. In most traditional empty mold casting processes, molten metal is introduced into the mold cavity under the influence of gravity. The metal flow characteristic is usually turbulent and non-uniform. Additionally, unfavorable temperature gradients may exist and the ensuing lack of directional solidification may lead to shrinkage and porosities in the solidified casting. To solve the matter, applicable gate and riser systems are designed in most standard casting processes (Lawrence et al., 1998). It is reported that streamline flow is achieved in skinny sections with a head under 36 cm leading to a Reynolds number within the range of 400 to 3000 (Shivkumar & Galois, 1987). Typical flow velocities at the metal front are measured to be many centimeters per second for lost foam casting method and two orders of magnitude higher for raw sand casting method (Tseng & Askeland, 1991). Despite the advantages that LFC offers, it has been known that the quality of castings is more sensitive to process variables than in traditional casting processes. There are unique internal inclusions and surface porosities formed in the castings, which are mostly related to the products of foam during the foam elimination process (Hill et al., 1997). The EPS foam pattern undergoes a series of complex reactions: collapse, liquefaction, vaporization, and depolymerization. Molibog and Vitalyevich (2002) and Warner et al. (1998) showed that the pyrolysis liquid and gaseous products are potential defect sources and the effective elimination of these degradation products is important to produce sound parts. Common LFC defects − internal porosity, folds, and surface defects (Shivkumar, 1994) are all pyrolysis product related.
In this study, the authors have used Creo for 3D design of the pattern and AutoCAD for 2D design of the pattern Parametric Technology Corporation (PTC) Creo, formerly known as Pro/ENGINEER, is 3D CAD/CAM/CAE feature-based, associative solid modeling software. It is one in every collection of ten cooperative applications that give solid modeling, assembly modeling, 2D views, finite component analysis, direct and constant modeling, sub-divisional and NURBS surfacing, and NC and tooling practicality for mechanical designers. Creo Elements/ Parametric compete directly with Solid Works, CATIA, and NX/Solid Edge. The 3D and 2D design of pattern made using Creo is shown in Figures 1 and 2, respectively.
Figure 1. 3D Design of Pattern made using Creo
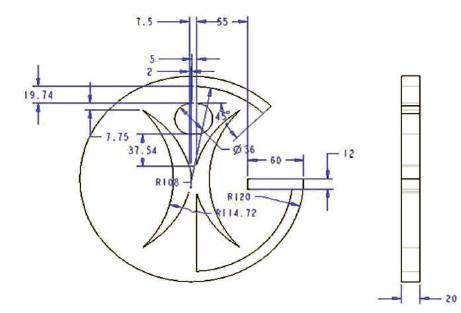
Figure 2. 2D Design of Pattern made using Creo
The steps or methodology followed for conventional sand casting are as follows: Wood pattern making by using CNC router cutting machine, Mold preparation for metal pouring, Melting and pouring the metal into the mold, and cleaning or finishing.
The design pattern created using AutoCAD is shown in Figure 3. Using CNC router cutting machine, Wood pattern was made as shown in Figure 4. CNC router is a computer-controlled cutting machine related to the handheld router used for cutting various hard materials, such as wood, composites, aluminium, steel, plastics, and foams. A CNC router can be used in the production of many different items, such as door carvings, interior and exterior decorations, wood panels, sign boards, wooden frames, moldings, musical instruments, furniture, and so on. In addition, the CNC router helps in the thermoforming of plastics by automating the trimming process. CNC routers can help ensure part repeatability and sufficient factory output. Figure 5 shows the cavity formed after pattern removal. Figure 6 shows the casting taken out after pouring the molten metal.
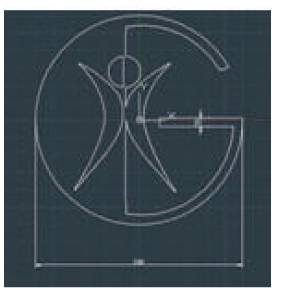
Figure 3. Design of Pattern Created using AutoCAD

Figure 4. Wood Pattern made by CNC Router

Figure 5. Cavity formed after Pattern Removal

Figure 6. Casting taken out after Pouring
The steps or methodology followed for lost foam casting are as follows: Earnings Per Share (EPS) foam pattern making by hot wire cutting, Sand filling and compaction, Melting and pouring of the metal, and cleaning or finishing. Figure 7 shows schematic diagram of lost foam casting process.
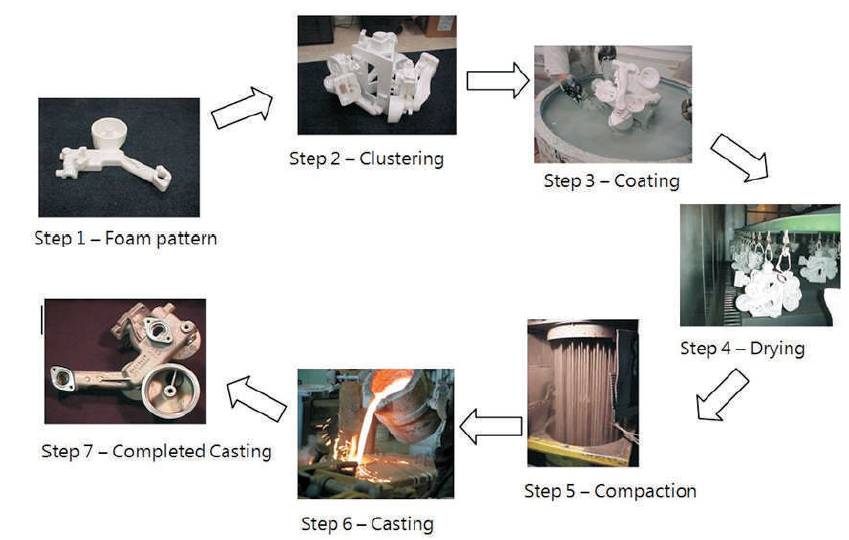
Figure 7. Schematic Diagram of LFC Process
A hot-wire foam cutter is a tool used to cut polystyrene foam and similar materials. The device consists of a thin, taut metal wire, often made of nichrome or stainless steel, or a thicker wire preformed into a desired shape, which is heated via electrical resistance to approximately 200 °C. As the wire is passed through the material to be cut, the heat from the wire vaporizes the material just in advance of contact. All thermo fusible expanded foams are suitable for hot wire cutting. Figure 8 shows the EPS foam pattern made by hot wire cutting. Figure 9 shows casting taken out after pouring molten metal.

Figure 8. EPS Foam Pattern made by Hot Wire Cutting

Figure 9. Casting taken out after Metal Pouring
Firstly, in conventional sand casting, the design is made using AutoCAD software. The wood pattern is made using CNC router cutting. The time taken for CNC router to cut the wood pattern is about 20 to 30 minutes. Then the pattern is placed in the mold in order to get the cavity for metal pouring. The preparation time for making mold cavity is taken about 50 to 60 minutes. The metal (aluminium) is melted in the open furnace and poured into the mold cavity through the gate. The whole process from melting to solidification takes about 30 to 40 minutes. After solidification, the final product is kept for cooling in room temperature for some period and cleaned out for any mold materials remaining on it. The final product (Figure 10) seems to have fulfilled the desired dimensions but the surface finish is rough with small pores. Finishing is done in order to remove molding materials, fins, risers, in-gates, and other excess metal surface.

Figure 10. Final Product of Conventional Sand Casting
In lost foam casting, the design is made using AutoCAD software and the EPS foam pattern is made using hot wire cutting. Hot wire cutting takes about 10 to15 minutes. This process does not require any mold preparation as compared to conventional sand casting. The pattern is then placed in a box which is half filled with unbounded sand and the gates and risers are added to the pattern, which is also made by EPS foam. The sand is filled till the sprue and riser is completely covered in it. In this casting process, sand filling is very easy and no ramming is required. The aluminium is melted in the open furnace and poured through the sprue to fill the pattern. The whole process from melting to solidification takes about 30 to 40 minutes. After solidification, the final product (Figure 11) is taken out and cleaned for any mold material remained on it. The quality of the final product is good with better surface finish as compared to final product of conventional sand casting. So, it takes less finishing work. Finishing is done in order to remove molding materials, risers, fins, in-gates, and other excess metal surface.

Figure 11. Final Product of Lost Foam Casting
The final product made by lost foam casting is more accurate in dimensions, surface finish, quality, metal filling compared to conventional sand casting. It eliminates the requirements of cores for internal structures because foam patterns are used in sand mold during pouring of molten metal. This also allows several parts to be integrated and makes more complex casting designs possible. Another advantage of the LFC process is that sand is reusable and it requires minimal cleaning because no binders are used, which makes LFC a more environmental friendly process. The high cost to make the EPS foam pattern is justified by integration of several components, elimination of required cores, increased dimensional accuracy, and saved material required for post-machining process. It is easier to carry out the lost foam casting process than the conventional sand casting because getting mold cavity of the pattern is a challenge for complicated patterns. As compared from both the casting processes, LFC process takes very less time. Final product obtained has rough surface with small pores in conventional sand casting while the final product from lost foam casting is of good quality with better surface finish.
The required products were successfully casted by using lost foam casting and conventional sand casting processes. The results obtained from both the casting processes were satisfactory and were nearly equal to the design the authors wanted.
It is concluded that the final product made from lost foam casting is more accurate in dimensions, surface finish, quality, and metal filling than that of conventional sand casting. It eliminates the requirements of cores for internal structures because foam patterns are used in sand mold during pouring of molten metal. This also allows several parts to be integrated and makes more complex casting designs possible. Another advantage of the LFC method is that sand is reusable and it needs stripped-down cleansing as a result of no binders used, that makes LFC an additional environment friendly method. The high cost to make the EPS foam pattern is justified by integration of several components, elimination of required cores, increased dimensional accuracy, and saved material required for post-machining process. As compared from both the casting processes, LFC process takes very less time. It is also concluded that the finishing required for lost foam casting's final product is less compared to that of sand casting process. Other attractive features include near-net-shape casting, elimination of parting lines, excellent surface finish, low wear and long life with aluminum tools, and lower capital investment.
It is finally concluded that there is no single process that is suitable for all requirements; each process has its unique advantages and disadvantages. In addition to the conventional sand casting method discussed above, Lost Foam Casting (LFC) has recently been developed for manufacturing aluminum components. LFC can be utilized for niche applications, providing some features that other conventional casting methods cannot provide.